








2015-09-05 Sat
速度の設定等まだ未知数ですが、手パをSS(スムーズステッパー)に接続、MACHで動作を確認することができま
した。
プラグインのモニターの画面で、PINの状態を確認すると、
切り替えスイッチのPINも、手パ信号もちゃんと拾ってます。
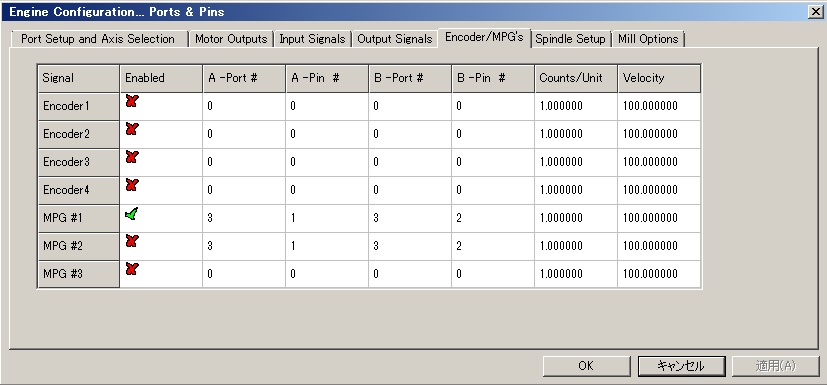
手パの信号は、エンコーダーの5に入るようです。1~4は
DROの信号なんでしょうかね。
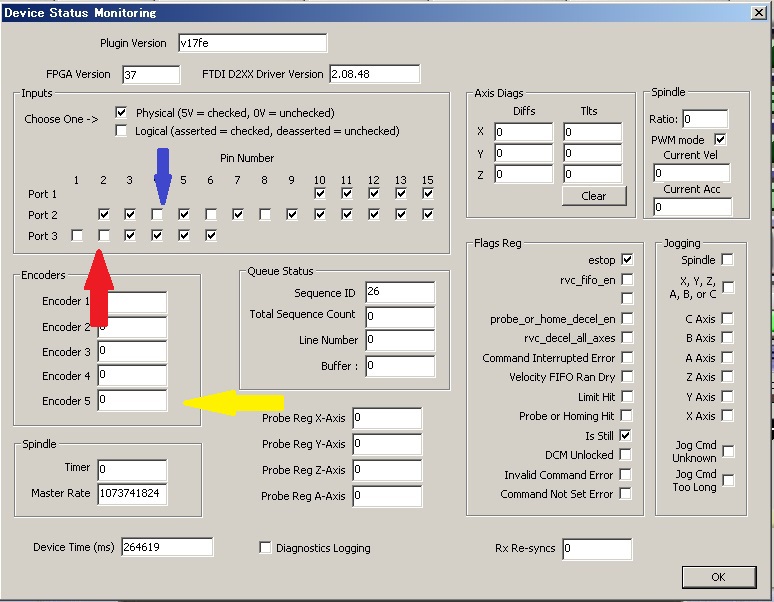
青矢印や赤矢印や黄色矢印の部分がきちんと反応してく
れてますが、 それぞれの軸の数字が変化してくれません。
あれこれやりましたが、
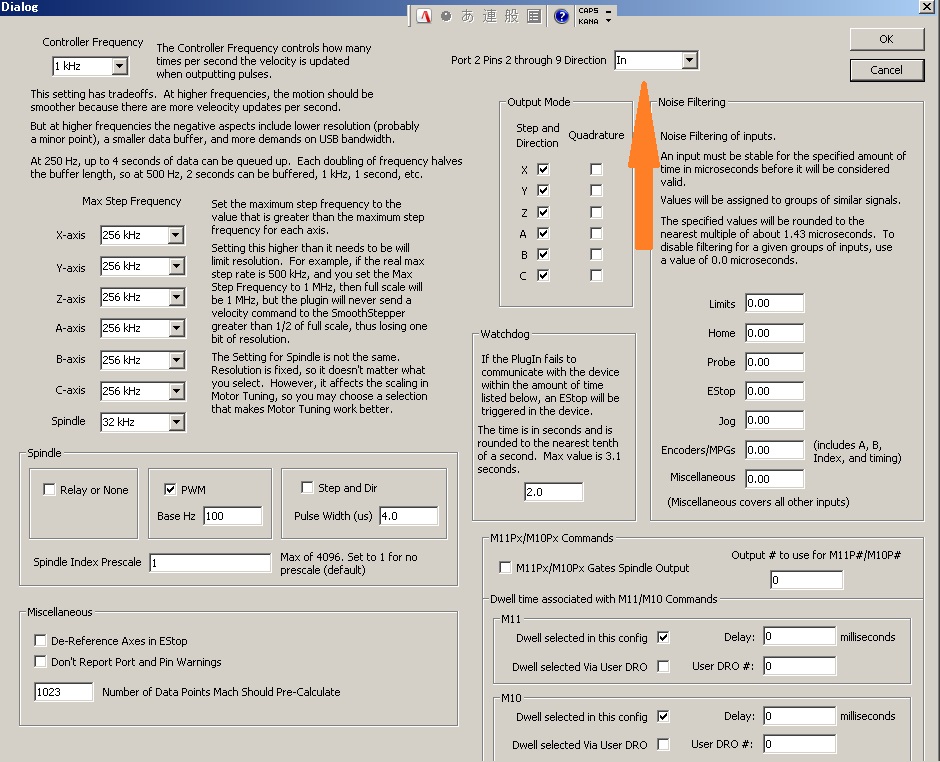
SSの設定画面の、ポート2の2~9ピンの切り替えを「IN」にし
て、MACHを再起動したら、やっと動くようになりました。
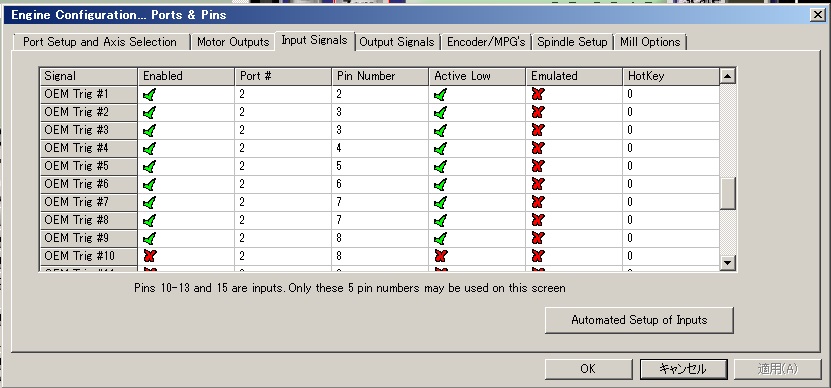
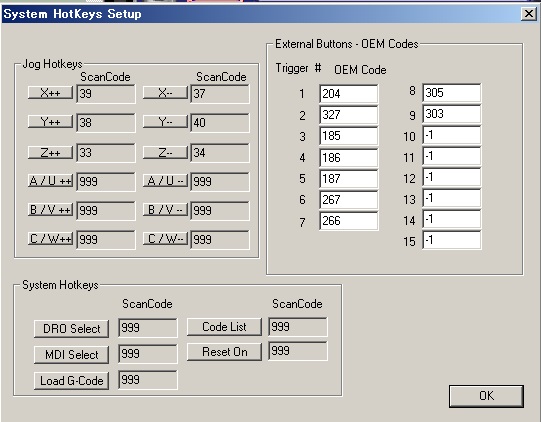
今回の設定は、諸兄の設定とほぼ同じです。
入力ピンの設定と、OEMトリガーと、Encorder/MPG’sの設定です。
下記のようにしました。
やはり、それにしても、先達は、すごいです。
2015-09-05 Sat
ケースに組み込む準備ができましたので、組み込み前のテストです。
LEDの表示もいいようです。1カ所LEDが点灯しない所が
ありましたが、半田付けの不良でした。
出力部分のフォットカプラーもLEDの表示に従って、
接地されるようです。
今回、ケースに組み込むにあたって、ハードとソフトを多少
変更して、切り替えがスムーズにいくようにしました。
そのため、両側ONの跳ね返りスイッチを使い、プログラム
も多少手を加えました。仕様を変更しても、大部分は、
プログラムで対処できるのがいいところでしょうか。
コメント等変更前のものが残ってますが、
今回使ったプログラムです。
必要な配線をして、ケースに組み込みます。
電源は、SSス(ムーズステッパー)から供給するようにします
ので、SSの設定を外部電源に変更します。
2015-09-04 Fri
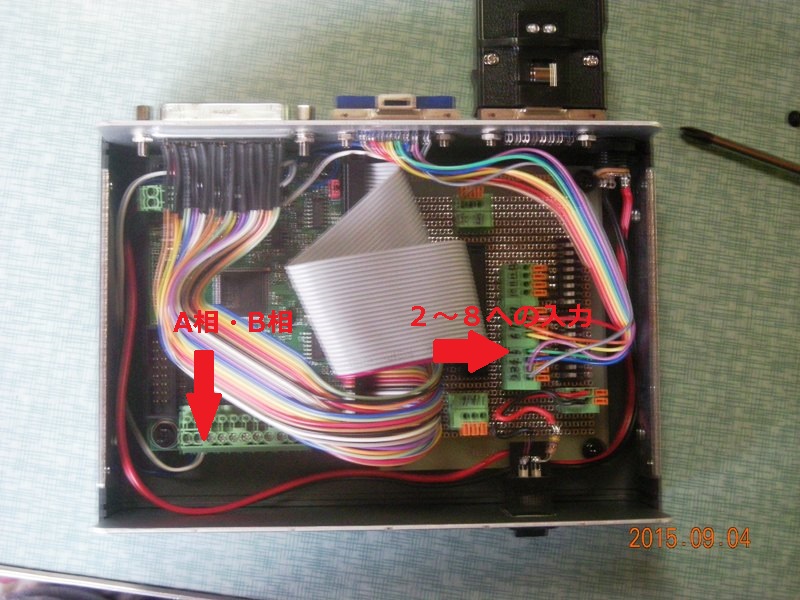
SS(スムーズステッパー)内の配線やら、接続ケーブルやら作成します。
ケースにとりあえずいれておいたSSの基板とコネクター
の配線を自作の基板(単なる端子台)を経由してしました。
忘れないために、次のような表を作って配線です。
(追記 思い違いがあったので、訂正・追記)
コネクター SS側 MACH設定
1 ポート3の1 MPG#1(A)へ
2 ポート3の2 MPG#1(B)へ
4 5V(外部電源)
9 ポート2の2 OEM Trig #1へ
10 ポート2の3 OEM Trig #2+OEM Trig #3へ
11 ポート2の4 OEM Trig
12 ポート2の5 OEM Trig
13 ポート2の6 OEM Trig
14 ポート2の7 OEM Trig
15 ポート2の8 OEM Trig
16 ポート2の25(GND)
同時に接続ケーブルもテスターで確認しながら、作成です。

フラットケーブル作成に使ったクランプで端子を固定しながら、
半田付けです。
という訳で、完成しました。

代わり映えしない写真ですが、こうやって両端にコネクターを
つけただけで、材料から部品みたいな感じになるのが
不思議です。
ついでにSSをPCに接続して、端子の確認です。
Machを立ち上げて、Estopの設定をポート2の2
に設定にして、Active Lowにすると、Estopのスイッチが
入ってしまいますので、ポート2-2はLOW状態のようです。
やはり、プルアップが必要なようです。
自作のインターフェス基板(単なる端子台)のDIPスイッチ
をONにしてプルアップの設定にしてみると、Active Lowの
設定で、エマージェンシーの点滅が消えました。
これで、手パ(手動パルスジェネレーター)切り替え器との
接続の見通しができました。
2015-09-02 Wed
部品が届いたので、ケースの加工をします。だいたいの大きさで、CF12-18BBを注文しましたが、
レイアウトの紙を貼ってみると、大きさ的にはちょうどいいです。
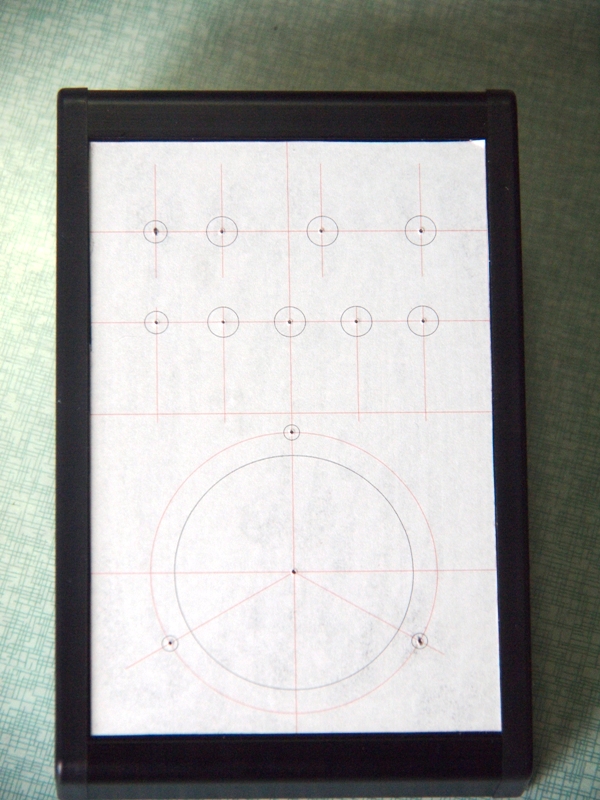
今回は、例によって手動?で加工をしようかなと思います。
60Φの穴の加工がちょっと大変でしょうけど、後は、ドリル
で一発の大きさなので、パネル面は大丈夫です。
16芯のケーブルを角形コネクターで接続の予定ですが、

これのメス側の金具の取り付け穴の加工が手間取りそうです。

このケースの前後のアルミの部材は、3mmか4mm程度あり
そうなので、この部分だけCNCでやろうかなと思います。
全体的なレイアウトも良さそうな気がします。

しばらく力仕事です。
ドリルで穴を開けて加工してます。
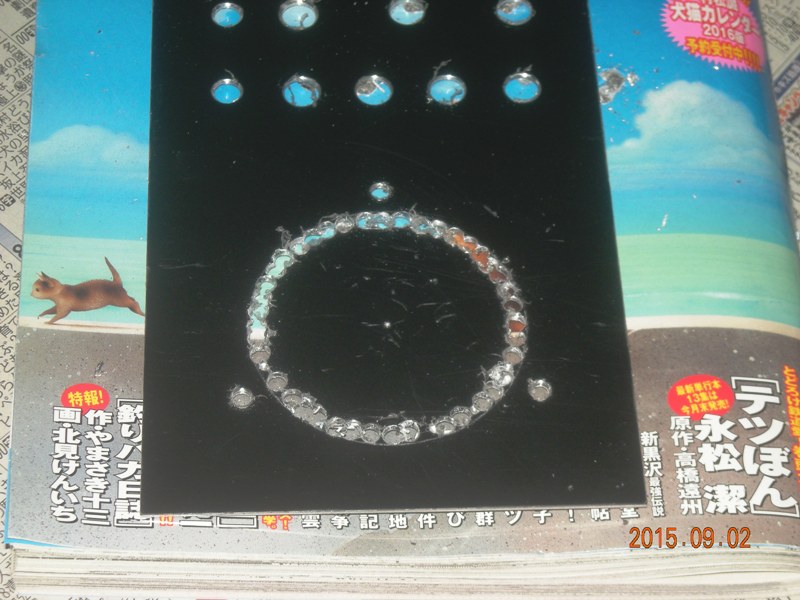
本当に昔ながらの原始的な方法で穴開けです。60Φが
大変ですねえ。
という訳で、加工が終わって、外装?の部品だけを仮組して
みました。
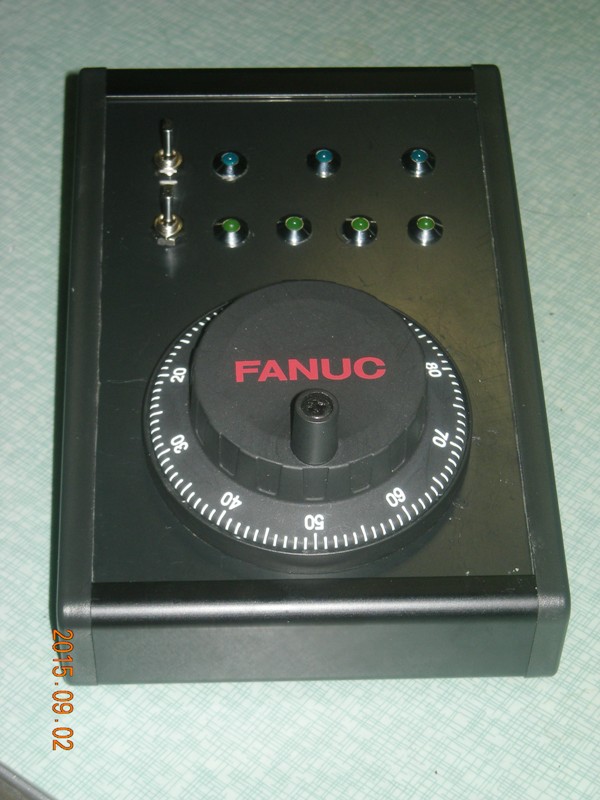
スイッチの位置がもう少し下側の方がバランスよかったかなと
思いますが、気に入りました。まだ、表面の保護ビニール
をはがしてないので、ビニールのめくれが見えます。
明日は、背面の加工と、基板との結線等をやります。
2015-09-01 Tue
Mach3のスクリーンのボタンには、いろいろな機能が割り振られています。
この中に、GOTO ZEROのボタンがあります。この
ボタンをクリックすると、「0」点にスピンドルが移動しますが
X→Y→Z軸の順に移動します。
Z軸がワークの中に位置していると、そのまま移動するため
エンドミルを折ったりの事故になります。
これをZ→X→Y軸の順に移動するように変更します。
まず、Screen4をダウンロードします。
リンク先の中程にScree4がありますので、
ここにカーソルを合わせるとダウンロードできます。
Machのホルダーに解凍します。
Scree4ホールダーのScreen4.exeを立ち上げます。
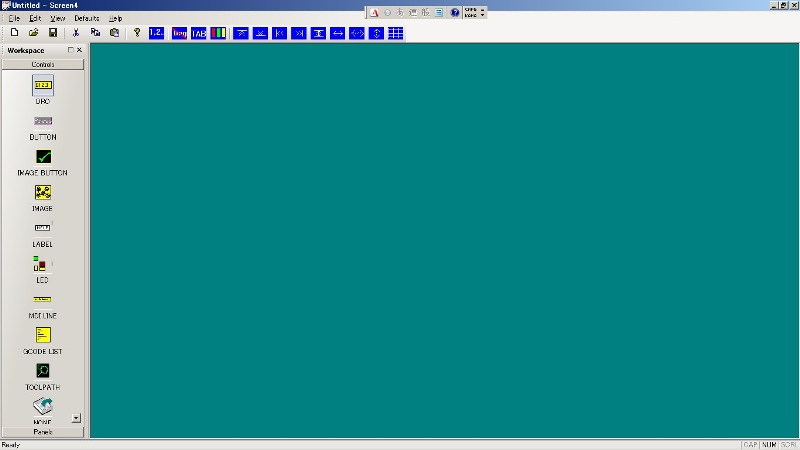
念のたコピーをしておいた1024.setのファイルを
読み込み、下記の画面で編集します。
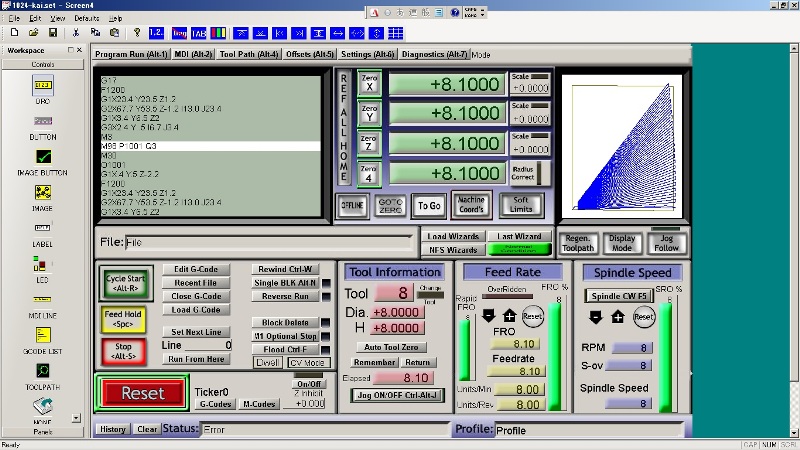
GOTO ZEROのボタンを左クリックすると次の画面が立
ち上がります。
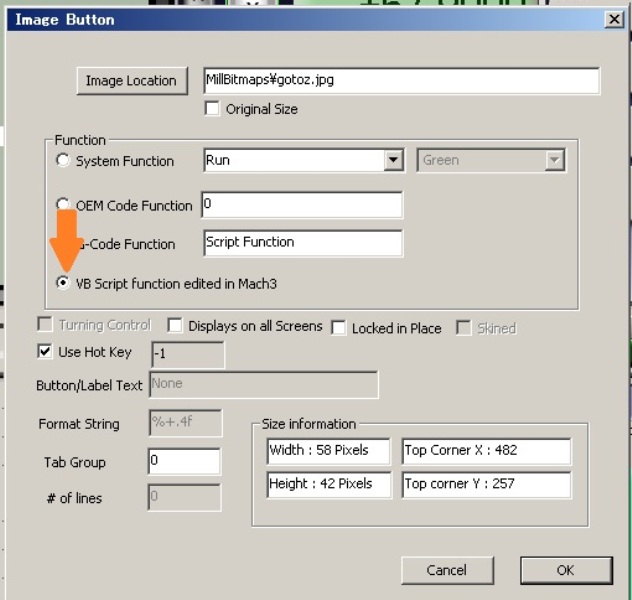
一番下のラジオボタンの
VB Script function Editted in Mach3
にチェックを入れOKをおします。編集したものを保存して、
Scree4.exeを終了します。
「Save As」で、別名で保存しておいた方がいいと思います。
Scree4を終了して、Mach3を立ち上げます。
View→Load Screenで、先ほど編集したファイルを読み込み
ます。
Operator→Edit Button Script
をおすと、Screen4で編集する前は、点滅していなかった
GOTO ZERのボタンが点滅するようになります、
ここをクリックすると、VBのエディターが開きますので、
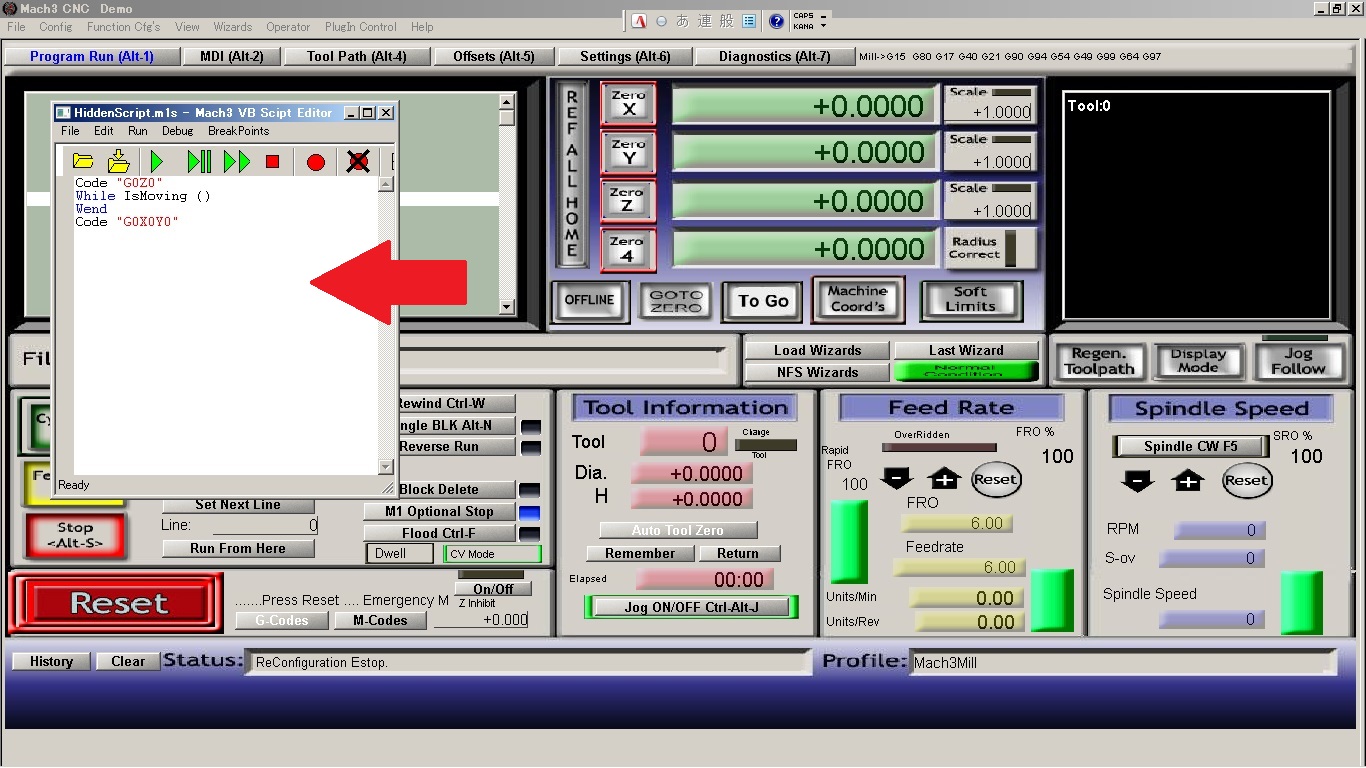
ここに、
Code "G0Z0"
While IsMoving ()
Wend
Code "G0X0Y0"
をコピペして、保存します。これで、Goto Zero,で
Z軸が先に0点に移動するようになります。
スクリプトの先頭や文末に空白が入るとうまく動きません
ので、注意が必要です。
Screen4を使って編集すると、手動のjogが使えなくなる
とのHPの記載も見かけましたが、大丈夫なようです。
Scree4を使って編集すると、オリジナル画面のボタンの
機能をカスタマイズできるようになります。
2015-08-29 Sat
プログラムがだいたい動作するようになったので、PIC基盤の作成を始めました。
いつも適当にしていましたが、ちょっと、データーシートを見て
みました。と言ってもLEDのデータですが。
電子工作を始められたばかりの方が確かめるようにみてみま
したが、あらためてびっくりです。それは、青色と緑色では、
がかなり違うことです。データばかりか、値段も約倍です。
ちなみに、次のようになってます。
順電圧 動作電流
緑LED 2.05V 15mA
青LED 3.5V
(5mAでした。)
今更、と言われそうですが、やはり未熟者です。
今回は、結構小さめの基板にもりこんだので、細かい作業
に時間がかかりました。

久しぶりに、ポリウレタン導線をひっぱり出してきました。
半田付けにコツがいりますが、絶縁されているので、
接触させても大丈夫です。まあ、極力、接触、交差のないよう
にしますが。
配線をしていて、CNCで、基盤のパターンの切削をされてい
た諸兄のこと思いだし、切削の方法をちょっと調べて見ました。
元データーを作るのがちょっと、大変でしょうかね。
ガーバーデータ作成→→Gコードへ変換の手順になるよう
です。
2015-08-26 Wed
今まで、Mach3を操作していて、左ドラグで、立体表示になり回転できることは分かってましたが、あらためてマニュアルを
読んでみました。といっても眺めただけですが。
次のことが何となく分かりました。
左ドラグ---切削画像の立体の回転。
左ダブルクリック---画像をもとに戻す。
シフトキー+左上方ドラグ---切削図形の拡大
シフトキー+左下方ドラグ---切削図形の縮小
右ドラグ----------切削図形の表示位置移動
画像にとって見ました。
今日も、また、一つ勉強しました。
2015-08-25 Tue
実際にプログラムのコーディングをして、PICに書き込んで動かしてみました。
PICを始められた方が最初に取り組むLEDを点灯させる
プログラムと大きな違いはありません。
一応、プログラムで、チャタリング防止のルーチンをいれて
いますが、タクトスイッチだけだと、タイミングによって影響
を受けます。画像の右側の基盤には、シュミットトリガーを
組み込んだタクトスイッチがセットしてあります。
シュミットトリガーを組み込んだものは、誤動作も少なく動作
しました。
シュミットトリガーを組み込んだスイッチでは、4つのLEDを
順次点滅させています。スイッチを押すたびに、隣のLED
に移ります。
左の基盤に組み込んであるタクトスイッチは、3つのLED
を順次点滅させます。後半の画像ですが、チャタリング
をうまく吸収できなかった画像になり、一瞬光っただけで
となりに移ってしまいました。
一応動作したプログラムをアップします。
MPG.C
メインでは、割込等の初期設定だけで、TIMER0の割込の
ルーチンで、ほとんど処理してます。
かなり冗長な部分が多いですが、一応うごいたものです。
今回、動かすにあたって、画像には入っていませんが、
基板のタクトスイッチで点灯させるLEDが、電源投入して
1,2秒するとおかしな動きをします。
シュミットトリガーを入れたスイッチの方は、問題がなく、
接続を反対にすると、症状がうつりますので、基板の
ハードの問題のような気がします。
2015-08-24 Mon
ロータリースイッチの機能をPICに分担させるのに、ちょっと工夫します。
ロータリスイッチの場合隣り合った数字の移動しかできません。
4接点だと4までの隣同士の数字にしか移動できません。
1←→2←→3←→4
1→→4はできません。
スイッチ一つをPICに分担させると、ダブルクリック等の技を
(「長押し」も可のアドバイス受けました。)
検出しないと逆戻りをさせることはできませんので、次のよう
にします。
スイッチが1回押されるとカウンターを1加算するようにします。
一方参照テーブルは、
1←→2←→3←→4←→3←→2
のように、6個作っておきます。
このテーブルにカウンターを次のように割り当てます。
1←→2←→3←→4←→3←→2
↓ ↓ ↓ ↓ ↓ ↓
1 2 3 4 5 6
こうすることで、カウンターを加算することで、常に隣の数字
に移動ができます。カウンターが6になったら、
ます。
(1ではだめでした。割込処理を抜けるとき0にします。
if(counter==6){counter=0;}は、swtch文の後です。
割込処理のキーチェックで必ず、1加算されます。)
これをCのプログラムにすると、
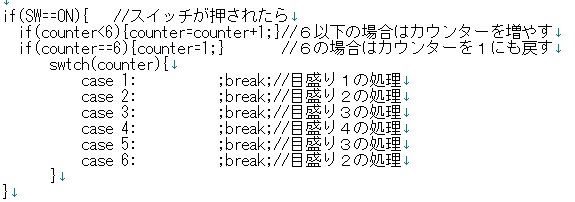
みたいな感じになります。実際には、「待ち時間を作る」、
「スイッチが押されたフラグのSWをクリアーする」等の
細かい指示が必要です。
また、もう一つスイッチを使うなら、2→→1、等の逆戻り
もできますが、一つだけの予定なので、このままいきま
す。
2015-08-24 Mon
低価格の手パ(手動パルスジェネレータ=MPG)を購入しようと思いましたが、手持ちのジェネレーターがあるので、切り替え器
と組み合わせて、ケースにいれてみようと思います。
ロータリースイッチを使おうと思いましたが、忘却防止のため、
手持ちのPIC(16F88)を使って、切り替え器を作ります。
軸の切り替えに一応4(X,Y、Z、4)出力。スピード?の切り替え
に3(1倍、10倍、100倍)出力。これだけで、
ロータリースイッチ使うと、同じ数だけ
跳ね返りスイッチ2個をそれぞれの切り替えにわりあて、
出力は、プログラムで処理します。
それぞれの出力にLEDの表示もしますので、PICから直接
ドライブすると出力電流がオーバーしそうなので、今回、
トランジスタアレイ(ダーリントンドライバー)を使うことにし
ました。
(選定を間違ったようです。正解はTD62003でしょうか)
思いますが、大は小を兼ねる?でやって見ます。
細かい数値の意味の読み取りができないので、困ります
が、まあ、トライアンドエラーで、いつもの通りやって見ます。
PIC→TD62004APG→フォットカプラー→SS
|
→LED
の構成で考えます。
このTD62004APGは、優れもので、内部に抵抗があります
ので、PICの出力を直接接続できるようです。

7チャンネルなので、今回の目的にちょうどです。
昨日、今回は他にもほしいものがあったので、○ツに注文
しました。肝心のカプラー忘れました。
それと、多芯ケーブルをどうしましょうかね。
7芯+電源+グランド等で、9芯のものが最低でも必要です。
○タロウのロボットケーブルは、30Vの10芯2mで、
2600円程度します。ケーブルが一番高いです。
PICのプログラムは、一定時間ごとに割込をかけて、二つ
のスイッチの判定をして、それに応じて、出力を順次切り
替えればいいので、それほど難しくはないかなと思います。
さて、また、PICの復習からでしょうか。
TOP PAGE △