






2016-05-09 Mon
何度か修正をして,知人からの依頼品の切削ができました。
結局,3mmの厚みのアルミに目的の1.2mmのアルミを
嫌気性接着剤で貼り付け,さらに表面に0.5mmのアルミ
を貼り付け,目的のものをサンドイッチにする形で,切削し
ました。

こうすることで,まず,ビビリがなくなり,表裏にでていたバリ
も少なくなりました。
研究課題は,表面についた嫌気性接着剤の剥がし方です。
写真では,桃色に嫌気性の接着剤が残ってます。
瞬間接着剤を使って,専用の剥離剤を使うか等,さらに検討
が必要です。
2016-05-01 Sun
知人より工作の依頼がありました。PCIスロットの固定具?の制作です。Fusion360で,
モデリングし,パスを作成し,試作してみました。
固定がうまくいかず,びびりまくりで,輪郭の切削面は,惨憺
ものです。

固定方法を考えて,再度挑戦です。
今までは,花子→JWCAD→NCVCという順番で,切削パス
を作成してましたが,修正が面倒でしたが,Fusion上で全て
できるので,便利です。
2016-04-09 Sat
まだよくわからないのですが,Fusion360のクラウドから,ブログ等で表示するための3DViewerの埋め込みコード
が作成できるようです。
さしずめ,ユーチューブの3D版でしょうか。
Fusion360の画面から,A360のHPに移動することができ,
そのHPにてViewerの埋め込みコードの作成ができます。
どうすればクラウドに作成したものがupされるか,
不明です。
2016-03-28 Mon
64ビットのノートを購入してから,環境を少しずつ作ってい
ます。
NCVCも入れておこうとアクセスしましたが,ダウンしているよう
で,アクセスできません。
サーバーの不具合でしょうか。NCVCのHPは確かXOOPSを
使ってたと記憶しています。
私も以前XOOPSでHPを作成したことがありますが,結構難し
かったように思います。
VECTORでもDLできますが,早く復活してくれないか
なあ。
2015-10-15 Thu
MPGをステッピングモーターに直接つないでコントロールするアダプターを作成するにあたって、LEDを使った表示を
ルーレット風にしましたが、同じようなもので、製品版が
あるんですね。
また、○ジナルマインドさんにも、A相B相をCW・CCWの信号
に変換するIC(16F84A)が販売されているようです。
ドライバーの入力がCW・CCW(DIR)しかないもののアダプター
にするようです。
私と同じ目的にも使えそうです。
全部ソフトでコントロールしてるんですね。
ソースリストでも見てみたい気がしますが、きっと、
アセンブラーでしょうね。
2015-09-01 Tue
Mach3のスクリーンのボタンには、いろいろな機能が割り振られています。
この中に、GOTO ZEROのボタンがあります。この
ボタンをクリックすると、「0」点にスピンドルが移動しますが
X→Y→Z軸の順に移動します。
Z軸がワークの中に位置していると、そのまま移動するため
エンドミルを折ったりの事故になります。
これをZ→X→Y軸の順に移動するように変更します。
まず、Screen4をダウンロードします。
リンク先の中程にScree4がありますので、
ここにカーソルを合わせるとダウンロードできます。
Machのホルダーに解凍します。
Scree4ホールダーのScreen4.exeを立ち上げます。
念のたコピーをしておいた1024.setのファイルを
読み込み、下記の画面で編集します。
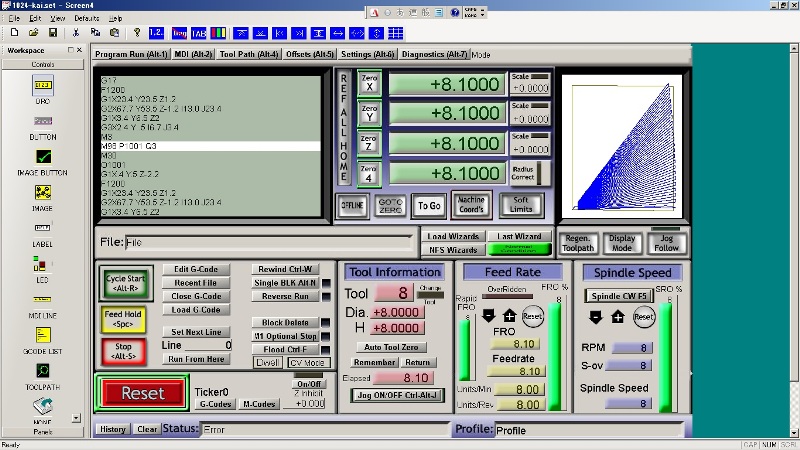
GOTO ZEROのボタンを左クリックすると次の画面が立
ち上がります。
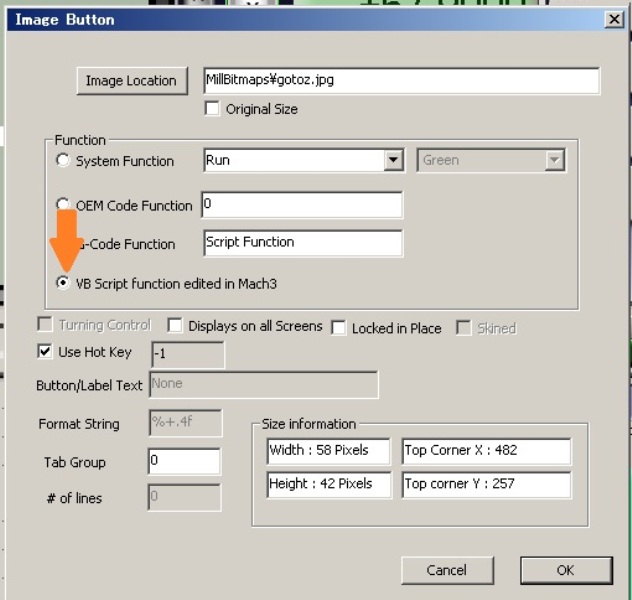
一番下のラジオボタンの
VB Script function Editted in Mach3
にチェックを入れOKをおします。編集したものを保存して、
Scree4.exeを終了します。
「Save As」で、別名で保存しておいた方がいいと思います。
Scree4を終了して、Mach3を立ち上げます。
View→Load Screenで、先ほど編集したファイルを読み込み
ます。
Operator→Edit Button Script
をおすと、Screen4で編集する前は、点滅していなかった
GOTO ZERのボタンが点滅するようになります、
ここをクリックすると、VBのエディターが開きますので、
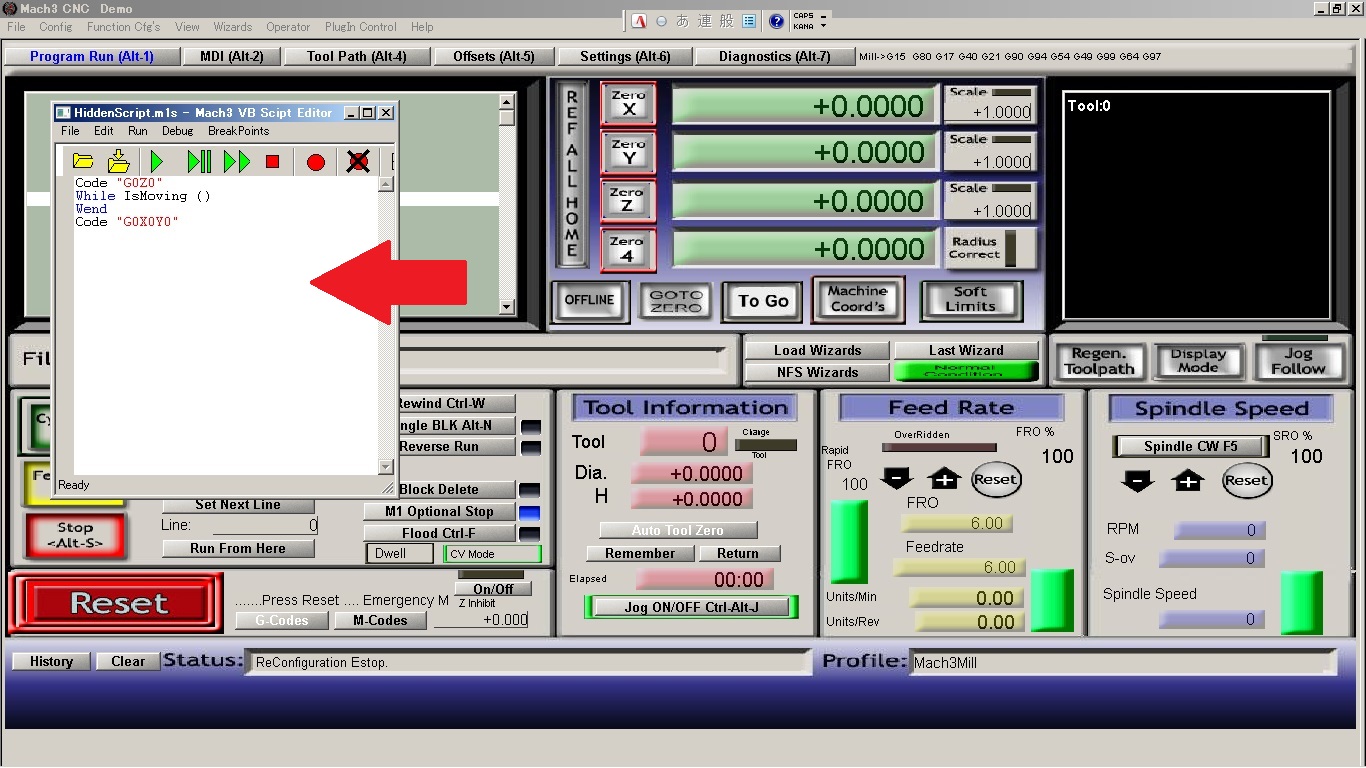
ここに、
Code "G0Z0"
While IsMoving ()
Wend
Code "G0X0Y0"
をコピペして、保存します。これで、Goto Zero,で
Z軸が先に0点に移動するようになります。
スクリプトの先頭や文末に空白が入るとうまく動きません
ので、注意が必要です。
Screen4を使って編集すると、手動のjogが使えなくなる
とのHPの記載も見かけましたが、大丈夫なようです。
Scree4を使って編集すると、オリジナル画面のボタンの
機能をカスタマイズできるようになります。
2015-08-26 Wed
今まで、Mach3を操作していて、左ドラグで、立体表示になり回転できることは分かってましたが、あらためてマニュアルを
読んでみました。といっても眺めただけですが。
次のことが何となく分かりました。
左ドラグ---切削画像の立体の回転。
左ダブルクリック---画像をもとに戻す。
シフトキー+左上方ドラグ---切削図形の拡大
シフトキー+左下方ドラグ---切削図形の縮小
右ドラグ----------切削図形の表示位置移動
画像にとって見ました。
今日も、また、一つ勉強しました。
2015-06-16 Tue
電源周りの最低限の配線をして、ケース組み込みが完了しました。
ロッカースイッチの電源は、JP3を短絡して、ポート2の26番
ピンからとることにしました。
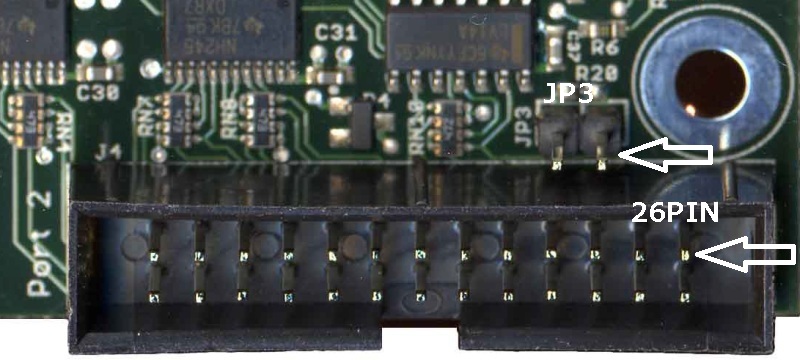
実際は、フラットケーブルで接続したインターフェース基板の
ピンヘッダーの裏側に結線し、26ピンの5Vと、24ピンのGND
に接続することにしました。
USBが接続されるとスイッチに関係なくロッカースイッチの
LEDが点灯します。外部電源にしたときは、基板に入る電源
をON・OFFしますので、ロッカースイッチに連動して、LEDが
点灯することになります。
USBでも連動させようと思いましたが、USBをPCに接続した
段階でPCとリンクされることになるので、意味がないかなと
思い止めました。
黒いボディーに赤のLED結構映えてます。写真ではよく
感じがでませんが。

手パの接続等するときは、また、手パの接続に従って、配線し
ます。
2015-06-15 Mon
実験するのに基板のままでやっていたSmoothStepperと
自作のインターフェース基板(ただの端子台)をやっと
ケースに組み込みました。
先達のまねをして、タカチのUC17-5-12GXを使いました。
当初、前面と後面パネルの穴開けをCNCでやろうと思っ
てましたが、Gコードを書くのが面倒になってしまい、
半田ごてを握り始めた頃にもどり、ドリルとヤスリで、
仕上げました。

ポート2の配線と外部電源、ロッカースイッチの照光LEDの
配線をしていませんが、やっとケースに収めることが
できました。ロッカースイッチは、外部電源にしないと意味
ないのですが、とりあえず、USB電源でも外部電源でも
使えるようにしました。
一つでもよかったのですが、将来の拡張にそなえて、
16ピンのコネクターを2個つけておきました。

通常だときっと白ぽい方が全面でしょうけど、好みで、
逆にしました。
2015-06-04 Thu
ネットで検索するとAuto Tool Zeroの記事は、それこそあふれるほどあります。自作のプローブを作成
されてる方も居ます。
http://www002.upp.so-net.ne.jp/hard-and-soft/Auto_Tool_Zero/Auto_Tool_Zero.html
今更、という感じもするのですが、自分のために、まとめて
おきます。
しばらく前に某オクで、プリセッターなる原点合わせのToolを
購入しました。

複雑な回路など内蔵されてなくて、早い話、金属のプレートに
導線を結線しただけの構造で、単なるスイッチの働きをするだ
けのものです。
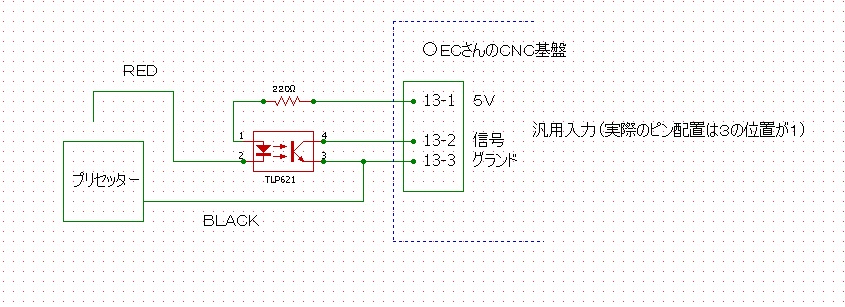
これを使って、Z軸の原点合わせをしますが、○ECさんの
CNC基板に結線します。私は、汎用入力の13番を使いま
した。
汎用入力は、5Vにプルアップされてますので、入力端子を
グランドにおとせば、スイッチがON状態になるので、直接
つないでもいいのですが、下図を参考に、間にフォットカプ
ラーを使った簡単な回路をいれました。
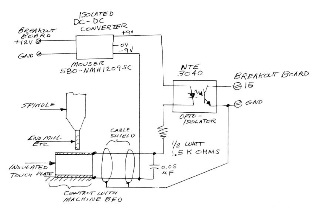
私が作った簡単な回路では、コンデンサーを省略しました。
このコンデンサーは、スパークよけなんでしょうか、ちょっと
わかりませんが、この回路でとりあえず、動きます。
====追記===
アドバイスいただきました。
チャタリング防止のためだそうです。
寿命にも影響するので、つけた方がいいとのことです。
早速、変更したいと思います。
=========
例によって、抵抗等は、細かい計算等していません。

結線後、MACHで確認してみます。
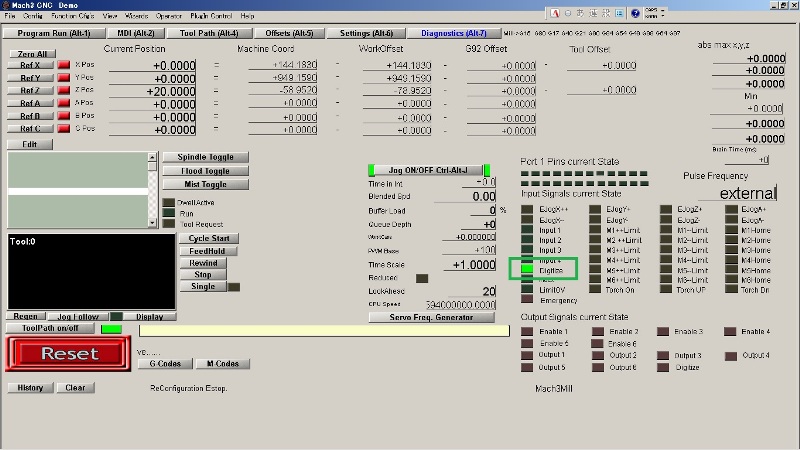
Config-Port and Pine でポートとピンにそれぞれ、
1と13(私の場合)を入力します。
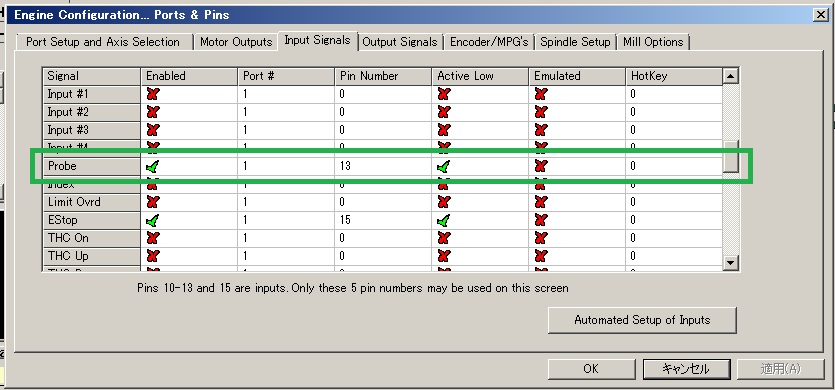
Diagnostic(Alt 7)の画面移ります。鰐口とプレートを
接触させることで、Digitizeの四角がグリーンの点滅をす
れば準備完了です。
下記のHPから、スクリプトを入手しました。
http://www.instructables.com/id/Mach3-Zero-Probe-Tool/
下記がスクリプトです。赤の部分を使うプローブや自分の
環境に合わせて変更します。
'VB Code Start
'-------------------
CurrentFeed = GetOemDRO(818)
DoSpinStop()
ZMove = 20.00 'Total lenght of Probe to move before Stop or no Contact Made.
ZOffset = 1.60 ' Plate Hight
ZSal = ZOffset + 2.00 '+ Free Hight, Will possition the Proble 2 MM over the Material.
StopZmove = 0
If GetOemLed (825)=0 Then
DoOEMButton (1010)
Code "G4 P2.5"
Code "G31 Z-"& ZMove & "F25"
While IsMoving()
Sleep(200)
Wend
Probepos = GetVar(2002)
If Probepos = - ZMove Then
responce = MsgBox ("**ERROR** " , 4 , "Probe **ERROR**" )
Code "G0 Z10"
StopZmove = 1
Code "F" &CurrentFeed
End If
If StopZmove = 0 Then
Code "G0 Z" & Probepos
While IsMoving ()
Sleep (200)
Wend
Call SetDro (2, ZOffset)
Code "G4 P1"
Code "G0 Z" & ZSal
Code "(Z zeroed)"
Code "F" &CurrentFeed
End If
Else
Code "(Check Ground Probe)"
End If
Exit Sub
'-------------------
'VB Code Stop
このスクリプトをMACHに書き込みます。
Operator-Edit Button Scriptをクリック
すると、Auto Tool Zero の四角が点滅します
ので、それをクリックして、下記の画面をだします。
赤矢印のウインドウの中身を削除します。
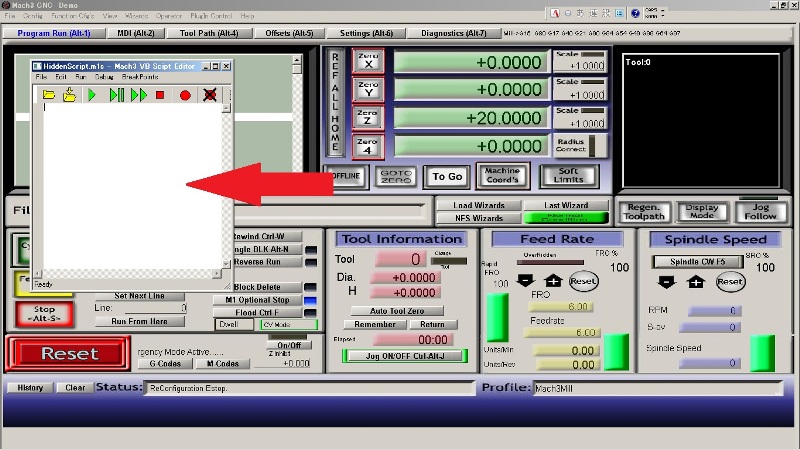
この窓に、先ほどのスクリプトをコピペします。
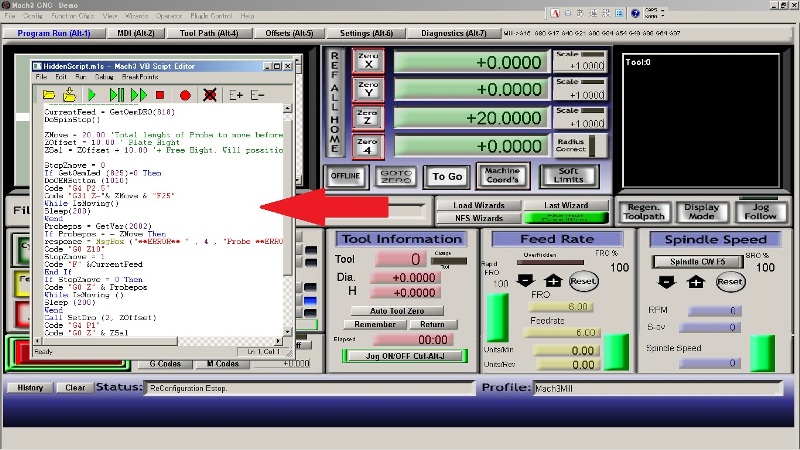
File-Saveをクリックして保存します。
これで、準備ができましたので、RESETを押して、
Auto Tool Zeroをおすと、MACHが自動で、
原点を決めます。
実際はスピンドルが下がってきますが、バラックなので、
適当なところで、鰐口をプレートに接触させると、ステッピング
モーターが止まって、反対方向に動き出します、実際は、
スピンドルが上がります。
実際に動かして見ると、スピンドルが高さがきちんと計測さ
れ、スクリプトに記述した高さでMACHに設定されます。
別なスクリプトを使うと、X軸、Y軸等も自動でセットできる
ようです。また、別な治具を使うと円の中心の設定も
できるようです。
TOP PAGE △