










2015-03-18 Wed
旋盤のベアリング交換をするために、スペーサーを注文しました。
今内蔵されているスペーサーを加工してもよいのですが、
分解すると、旋盤が使えなくなります。
フライスで、ロータリーテーブル等で加工するようになるの
で、分解する前の旋盤を使って、加工するために、同じ部品
を注文しました。
今まで、間違いがなかったのですが、今回は、部品の取り
違えがあって、メールしたところ、すぐ送るとのことで、部品
待ちです。
スペーサーの加工は、スペーサーの肩を段違いに落とす
だけで、精度が要求されないので、ベアリングのいかれた、
旋盤でも可能です。

それと、ネットであさった資料では、4.8mmと2.8mmのスペーサー
もいるようです。部品の流用をする予定ですが、薄いスペサーは
切り出すようですね。
2015-03-15 Sun
iphonを便利に使ってます。アプリを自動実行させたくて、調べてみました。
自動実行させるには、アプリの「URLスキーム」を知る必要
があります。
この「URLスキーム」はWINDOWSのショートカットキー
と同じような働きをして、「URLスキーム」で、アプリを自動
実行させることができます。
この、「URLスキーム」を調べるサイトも、アプリもあります。
自動実行させたいのが、「通信量チェッカー」というアプリで
調べてみると、このURLスキームは、
traficchecker:
でした。サファリのアドレスに、「traficchecker://」と打ち込む
と、見事、起動させることができました。
Lunch Center Proのアプリも購入して、設定をしました。
毎日23時に起動するように設定しました。先ほど、確認をしたら
起動されていたようです。
それから、「ULRスキーム」を調べる、Sevastian も購入しまし
た。
もうちょっと早ければ、無料か安い料金で購入できましたが、
需要があったのでしょうね。
どちらも有料になってました。
2015-03-11 Wed
NCVCは優れものです。CNCを始めるにあたって、以前、形を切り抜くためのソフトJMM-TOOLを○○ジナルマインド
さんから購入しました。便利に使ってましたが、複雑な図形
だと、形状の認識がうまくされなかったので、使うのを止めて
ました。
NCVCの解説を読んでいたら、なんとJMM-TOOLと同じ機能
があるでは、ありませんか。改めて、NCVCは優れものです。
通常は、DFXファイルを作成するのに、エンドミルの直径を考慮
して作図します。
直径の半分だけ、外側にずらしたり、内側にずらしたしておか
ないと目的の大きさになりません。JMM-TOOLでは、これが
できるのですが、NCVCでは、機能の一部になってました。
次のような手順になるようです。
DFXファイルを読み込みます。

編集--加工指示--形状認識処理 をクリックします。
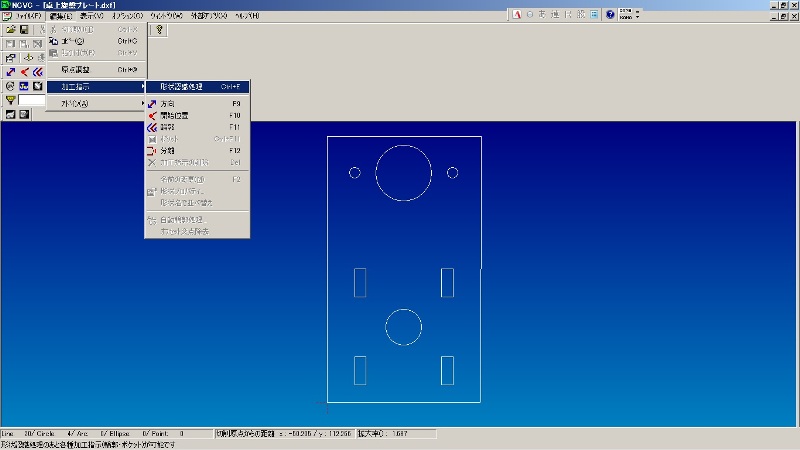
すると形状やら、加工やらの情報が読み込まれます。
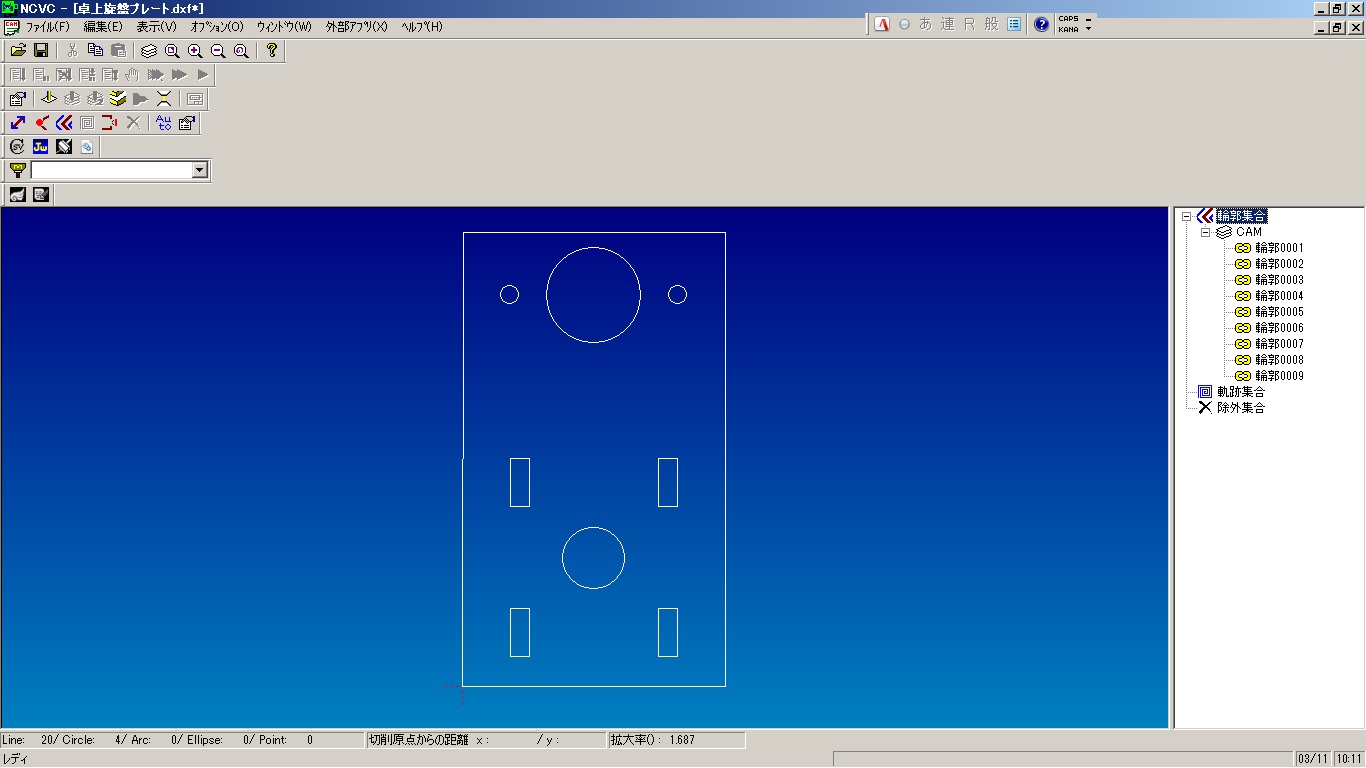
必要に応じて加工内容を個別に編集する必要がありますが、
ここから、自動処理をクリックすると、
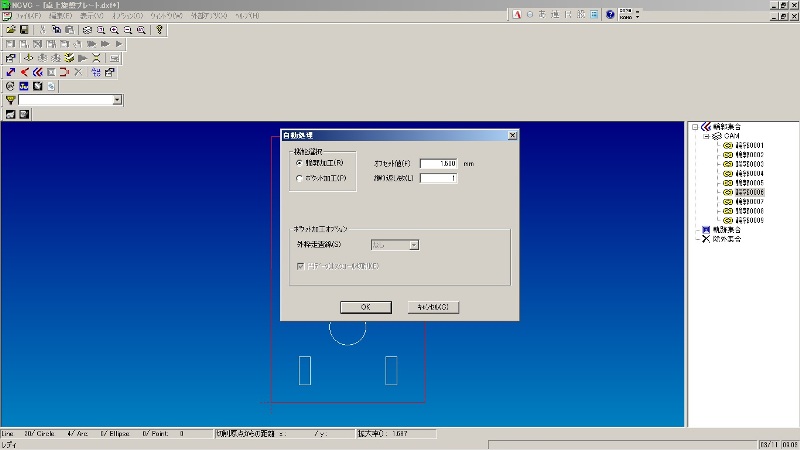
処理内容のウインドウが開きますので、エンドミルに応じた
オフセット値をセットします。OKをクリックすると、
加工パスが作成されます。
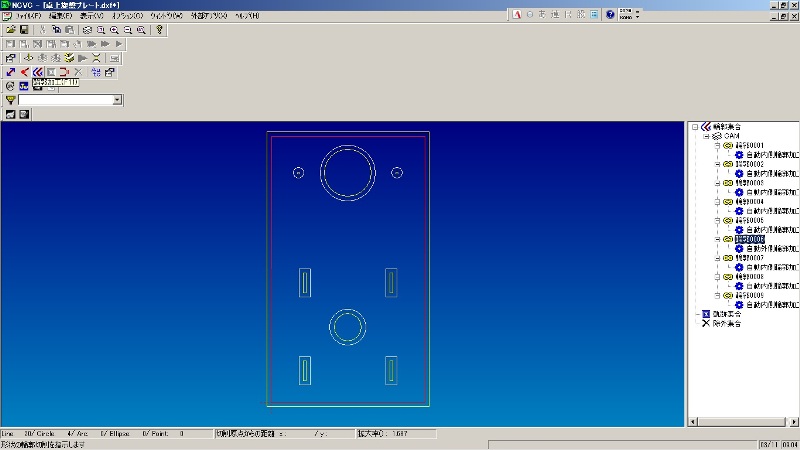
一番外側の切り抜きの部分では、オフセットの分
(エンドミル半径の半分)だけ外側に、円の切削加工等
では、オフセットの分だけ内側に作成されます。
ここから、
NCデータの生成--形状加工生成--形状加工によるNCデータ作成
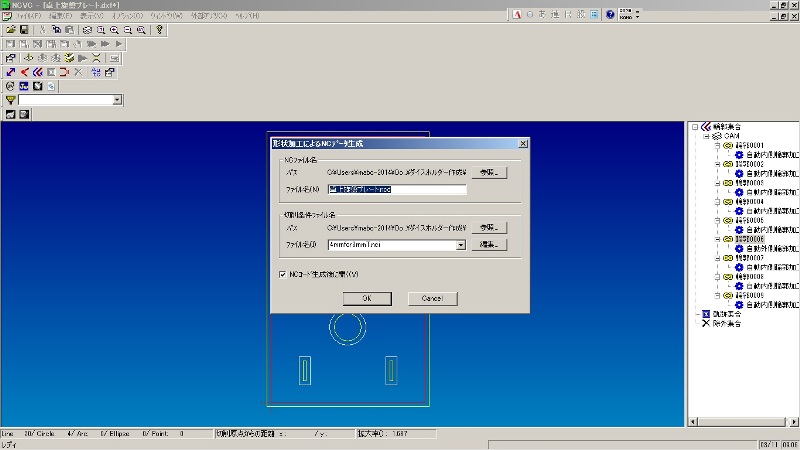
を選んで、必要に応じて、切削条件ファイルの編集をししてOKをクリック
すると、

NCデータが作成されます。
いままでJMM-TOOLを使わないで作成するときは、
DFXファイルの作成段階で、エンドミルの半径の分だけ、
外側や内側にずらした図形を作成してましたが、NCVCの
形状認識を使うと手間が省けます。
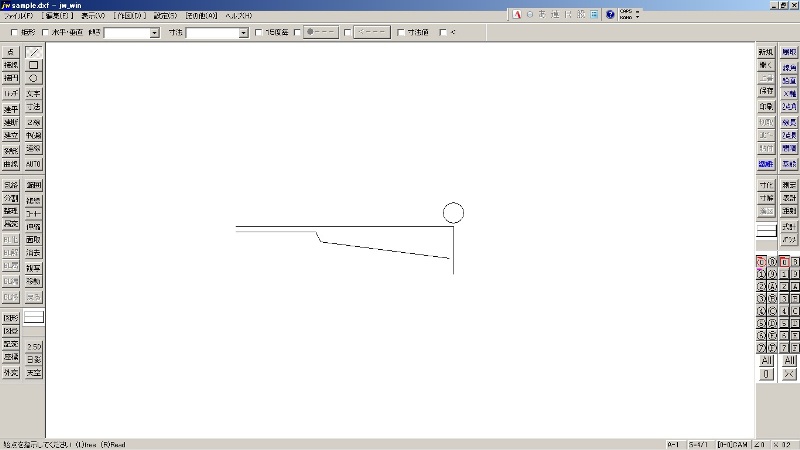
もっと、JW_CADにも、オフセットの線を引く機能がある
ようですが、使い方が今一歩です。
2015-03-09 Mon
部品の到着がまだなので、スラストベアリングが到着してから、ダイヤルの加工をします。
ロータリーテーブルを出したついでに、のびのびになっていた
旋盤のチャックのバックプレートを作成します。
しばらく前に、某オクで落札していたKITAGAWA(SC-3 85φ)
のチャックにつけます。

今ついている旋盤のチャックの精度がいまいちなので、使って
みようと思います。ただ、精度よくバックプレートが作れるか
ちょっと疑問です。
バックプレート用の部材をロータリーテーブルにセットします。
芯だしをしなくても、影響はないと思うのですが、一応
芯だしをやります。芯だしをしないと、外形を切削するため、
半径が小さくなります。スピンドルのBCDの位置決めには、
芯だしをしておくと、楽です。
四つ爪だと、それほど苦労しなくても、1/100程度までなら、
芯だしが可能です。もっとも、1/1000まで、計測できる
ダイヤルゲージがありませんので・・・・・。
そして、現物あわせで、スピンドルの凸形状に合うように、
凹を削ります。

このあと、スタッドボルトをつけて、旋盤のスピンドルに
セットして、チャック側の切削をします。
このバックプレートの部材は、LittleMachinShop.comからの
個人輸入です。一から作成するのは、ちょっとなので
ついでに購入したものです。
中心に穴が開いてないと、正確なけがきができるのですが。
後で、穴を埋めて、スタットボルト用のけがきをするようです
ね。本当は、けがきをしてから、切削ですが、いつも行き
当たりばったりです。
2015-03-07 Sat
過日、町工場で、旋盤を使っている番組がありました。ダイヤモンドチップを使っていて、一回切削すると、鏡面の
ようになりました。うらやましい限りです。
我が、卓上旋盤では、道具も技術もですが、鏡面には、
ほど遠いです。機械そのもに細かい振動もあるようで、
この振動がなくならないと、表面がきれいにはならない
でしょうね。
ということで、切削が終わった部材をせっせと、ダイヤモンド
砥石で、なめらかにしました。

まあ、表面はかなりなめらかになりましたが、このくらいの
表面に、切削だけでなると言うことないのですが、難しい
です。
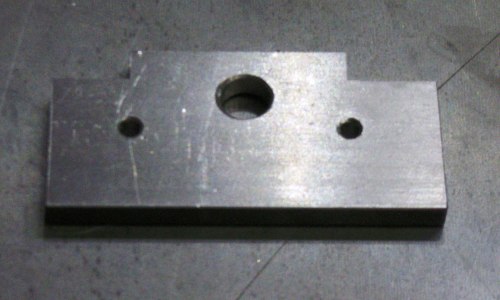
この部品は、X軸のダイヤルの部分ですが、この後、フライスで、
スラストベアリングの座繰りと、仕上げをします。
以前、同じように、クロススライドの目盛りにスラストベアリング
を挿入していた先達がいるのを思い出しました。
この方は、目盛り部分の部品をドーナツ状に加工して、
送りネジより大きめのスラストベアリングを使って、目盛りも
回転させて0点を変更できるようにしてあります。
DROがあるので、0点が動かなくてもいいかなと思います。
内径12mmのスラストベアリングを使う予定です。
---追記---
送りネジをよく見たら、バネの入っている部分があります。
やはり、先達と同じ構造にしないと、スラストベアリング
が不安定になりそうです。一つ上の内径15mmを使う
ようですね。
2015-03-05 Thu
背面のプレートの加工が終わり、仮組です。 .
.多少の修正が必要でしたが、だいたい思った位置にセット
することができました。
後から、ステッピングモーターをつけてもいいように、3カ所
ネジを切っておきました。
どの程度の力で回すことができるのか、モンキースパナで
咥えて、バネばかりではかって見ました。
動き出すのに、15cmのところに加えた力は、約0.45kg
でした。これ、正式の単位で表すとどうなるでしょう。
また勉強です。
2015-03-04 Wed
毎日少しずつ、旋盤のミニ改造をしています。やっと、送りネジの加工が終わりました。延長した部材が柔らかいのか、旋盤
で加工していると、変形(曲がる)ってしまうようです。

部材には、大きな力がかかるようです。
背面の固定用のプレートも加工がほぼ終わりました。
あと、ネジを3カ所切れば完成です。
細かい精度を出すのは、やはり難しいですね。
2015-03-04 Wed
フリーのCAMソフトNCVCを使ってます。sable2015のGコード作成用です。
旋盤用のCAMソフトはないかあさってましたが、なんと、
NCVCにその機能がありました。
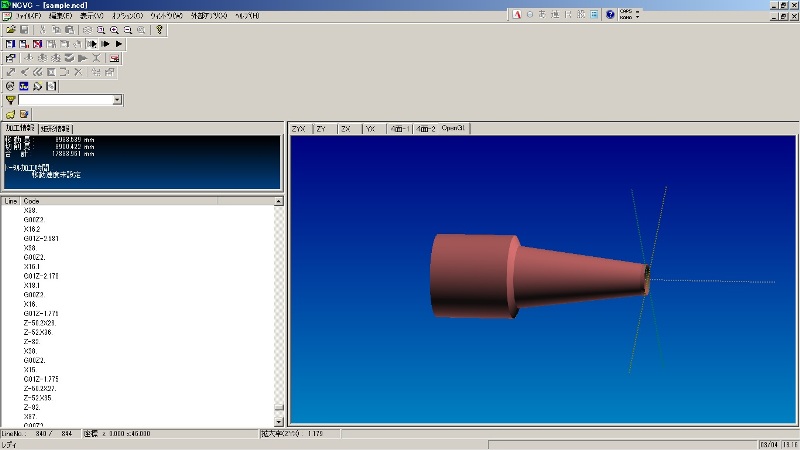
旋盤の加工面の図形を入力すると旋盤用のGコードが作成
されます。
おまけに、オプションの設定で、切削終了後の図形
も立体表示できます。
多少プログラムの変更が必要ですが、拡張子を「tap」に変更
すると、Mach3Turnの旋盤用のCNCソフトでもよみ込めます。
それにしてもNCVCは、優れたフリーのソフトです。
2015-03-02 Mon
旋盤のミニ改造です。旋盤の部品が届いたので、ミニ改造のための加工です。
部品でたのんだのは、X軸の送りネジです。改造に旋盤を
使うので、送りネジを外してしまうと、旋盤が使えないので、
部品を購入しました。
X軸のオーケー送りネジに穴を開けてネジを切る予定で
したが、寸法を間違えたので、穴にちょっときつめの部品を
圧入して、固定します。

強度が心配ですが、また、嫌気性の接着材で固定します。

曲がりもなくまっすぐに圧入できました。
この状態で、旋盤に加えて、圧入した部分を、目的の太さ
まで、削ります。こうやって、削れば、圧入の際に、多少芯が
がずれても、影響がなくなります。

もっとも、それほど高速回転をするわけでもないので、
大丈夫ですが。
このあとベアリング固定ようのネジきりと
Dカットをします。
2015-03-02 Mon
以前、R8 Easy Change Basic Holders というツールが販売されているサイトを見つけました。
R8というテーパーの規格で、日本では、一般的ではない
規格なので、使うには、主軸をR8のものに変える必要が
あるなと思ってました。
今日、いろいろみているとMT3の規格のものもあるようで、
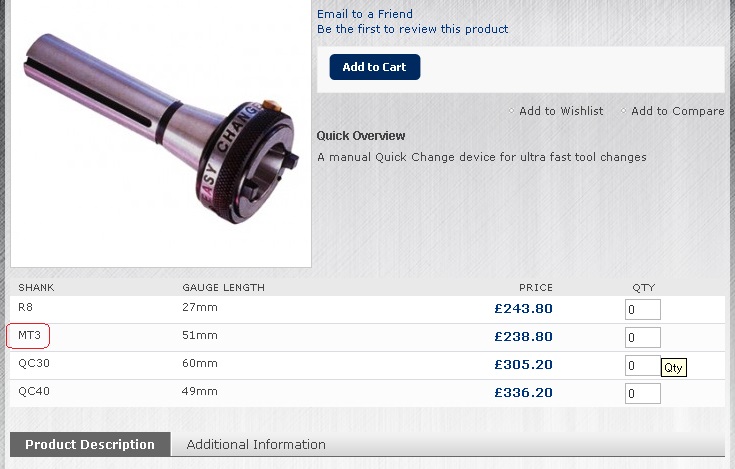
安ければ即購入でした。
QC30、QC40という規格もあるようですが、これは、NTや
BTとまた違う規格なんでしょうかね。
TOP PAGE △