







2014-06-06 Fri
4日ほどかかって,リテーナーの加工が終わりました。

ただの鉄の塊から,時間をかけて一つの部品ができるというのが,
一つの大きな喜びです。
エンジンなどを自作する方は,動いた時の感動はひとしおな
んでしょうね。
今回,いやというほど感じたのが,道具は,調整しないとだめ
だということです。
ロータリーテーブルも,調整なしで使い始めましたが,調整後は,
なんと,二倍ぐらいのスピードで作業がはかどりました。
毎回が勉強ですね。
調整ついでに,取説を読むと,バッククラッシュの調整の仕方
も書いてあったので,調整しました。きつめになりましたが,
殆どガタがなくなりました。
切り子よけのゴムカバー取り付けの穴の加工と座繰りが残
ってますが,ほぼ完成です。座繰りは,省略して,ゴムカバー
の穴だけを加工しようと思います。
2014-06-05 Thu
ロータリーテーブルを使って,部品作りをしています。最初,調子よくすすみましたが,本日,続けて,エンドミルを二本
破損させてしまいました。
テーブルの上に固定してある4つ爪チャックを手で揺すって
みると,明らかにガタがあります。
エンドミルの折れた原因は,このガタのようです。
調整すべく,あっちこっちを見て見ましたが,なかなか分か
りません。裏側を見てみると,4つの穴があいた円盤があり,
内側にネジが切ってあります。これだろうとあたりをつけ,
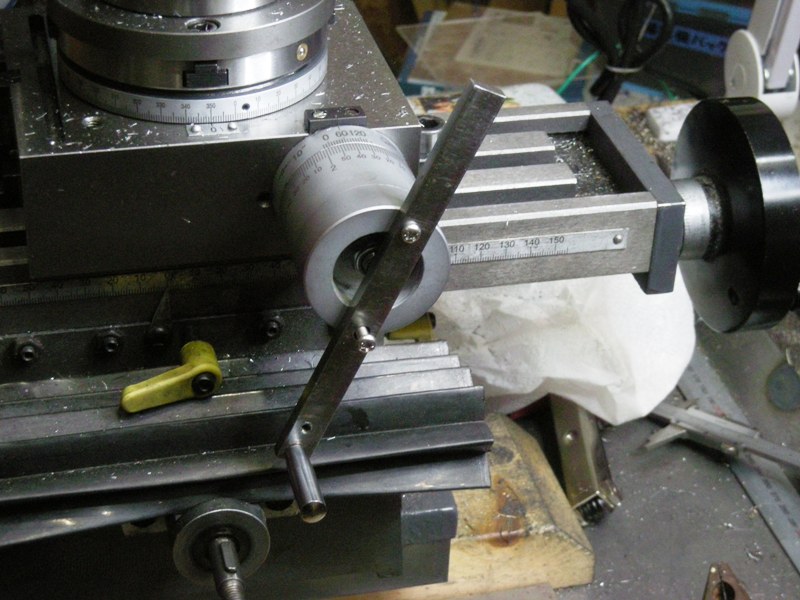
急遽,ヤトイを作って締めて見ることにしました。

構造は,デスクグラインダー刃を取り付けるナットと同じで,
磨き棒とボルトナットで,

間に合わせに作りました。このヤトイで,締めて見ると,
ゆるゆるでした。締めすぎると,テーブルが動かなくなります。
加減が難しかったですが,テーブルの回転がしぶめになる
ように調整しました。この調整で,ガタは,殆どなくなりました。
しかし,ハンドルの動きがかなり重くなったので,
これまた急遽間に合わせにハンドルを大きくするヤトイを
作りました。
今日も回り道しましたが,ワークをセットして,切削をしてみると,
ガタがなくなり,気持ちよく切削できます。
しうかし,切削してる時に,時々,ガタっと振動します。
考えられるのは,スピンドルのベアリングでしょうか。
一段落したら,ベアリングも見て見ようと思います。
間に合わせでハンドルをつくりましたので,Y軸のハンドルと
時々干渉します。後で,よく考えて,きちんとしたもの作ろうと
思います。ハンドル,電動で回せたらいいですね。
0から作るのは,ちょっと時間がかかりそうですが,X軸の
オートフィーダーが使えそうです。

某オクでは,21000円程度で出てます。写真のは,
184$ちょっとです。悪い虫がまたおきそうです。
2014-06-04 Wed
便利な道具を見つけて使い始めましたが,使い方を誤って破損,再購入となりました。
忘れないために,使い方をまとめておきます。
(1)まず,コレット等に黒矢印のシャンクを咥えます。
(2)中心を見つけようとする穴(円の外径)の中心にシャンクが
くるように,X,Yテーブルのハンドルを動かしておおざっぱに
合わせます。
(3)中心見つけようとする穴(円の外径)を端子の先端
(黄色矢印)がなぞるようにセットします。
(4)緑矢印の回転止めを固定し,フライスの左側にくるように
セットします。
(5)ごく低速でフライスを回転させて,端子の先端が穴(円の外径)に
常に接しているか確認します。必要に応じて,赤矢印のネジを緩め
端子の固定されている根本に角度を持たせます。

(6)フライスを低速で回転させ,Y軸のハンドルを1目盛りか2目盛り
わずかに動かします。この時インジケーターの針の動きに注意します。
針は120度ぐらい左右に激しく動いています。フライスのハンドルを
右回りか左回りに動かした時に,この左右に動いている針の動きが
わずかに変化します。左右のふれがわずかに少なくなる方向に
少しずつハンドル回していきます。
(7)少しずつハンドルを回していくと,振れ幅が小さくなっていきます
が,ある場所から逆に針のふれが大きくなります。一番針のふ
れが小さくなったところで,Y軸のハンドルを回すのを止めます。
(8)針のふれが最小になった所で,回すハンドルをY軸からX軸に
変更し,同じように注意しながらハンドルを回していきます。
(9)針のふれが殆どなくなるまで,
Y軸→X軸→Y軸→X軸→・・・・・・・・・
と繰り返しますが,一度か二度の交代で針が振れなくなる場所
が見つかるずです。この位置が穴(円の外径)の中心の座標です。
X2の互換機だと懐が狭いので使いにくいのですが,便利に使って
ます。
下記の動画は,針が殆ど振れなくなった中心の座標をしめしてます。
今回のフライスのミニ改造でも,便利に使いました。
2014-06-02 Mon
これも以前から気になっていた,Y軸の改造を行いまます。改造といっても新しくリテーナーを作って,スラストベアリング
を入れるだけです。現行のフライスには,スラストベアリング
が入ってないので,調整がうまく行きません。
プレートを切断します。

フライスでおおざっぱな形に切削します。
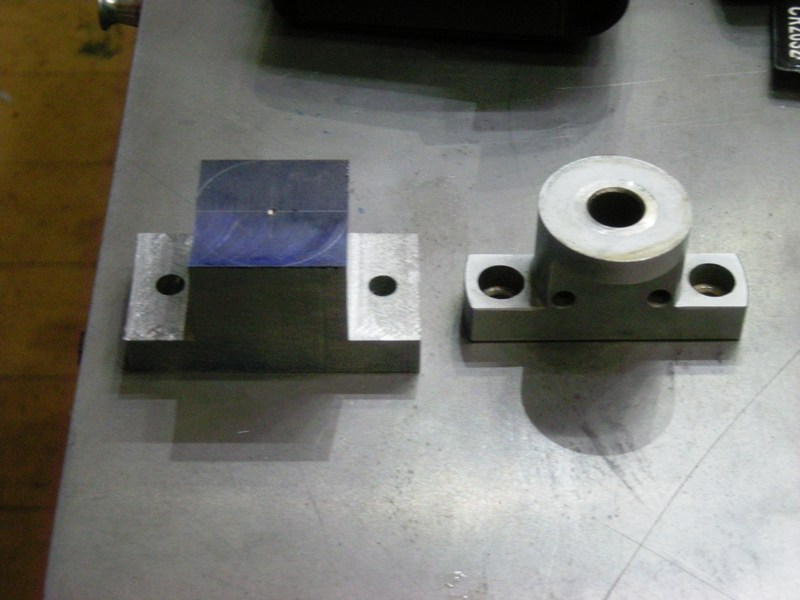
旋盤に咥えて,ハンドルの付く部分の加工をします。

フライスのロータリーケーブルにセットして,中繰りを行います。

本当は,旋盤でやろうと思いましたが,残念ながら,中心の12mm
のドリルとリーマが咥えられません。
中繰りを旋盤でしてから,フライスで中心の加工をしてもよか
ったのですが,練習がてら,ロータリーテーブルを使います。
5mmほど掘り下げましたが,時間がかかります。
同じように反対側も中繰りして,中心を12mmに加工します。
やはり,機械の限界をよく考えないと,加工手順の無駄がでてしま
います。
旋盤でも,もうちょっと径の太いドリルを咥えられるといいのですが。
ロータリーテーブルで加工ですが,やはり,フライスのガタがでて
しまいます。ヘッドのがたもう一度調整するようです。
2014-05-26 Mon
とりあえずフライカッターが完成です。今日は,フライカッターの端面のR加工を旋盤で行い,
チップの取り付け部分をフライスで切削,ねじ切りをしま
した。

やはり,チップの取り付け穴は,テーパーがかかっていて,
出口が3mmでしたので,3mmのキャップスクリューを使うと,
中間がすかすかです。後で,専用のものにするようですね。
切削をしてみると,結構大丈夫でしたが,半径が大きくなるため
結構力がかかるようで,2度ほど,食い込みでとまりました。
写真,黄色丸部分です。
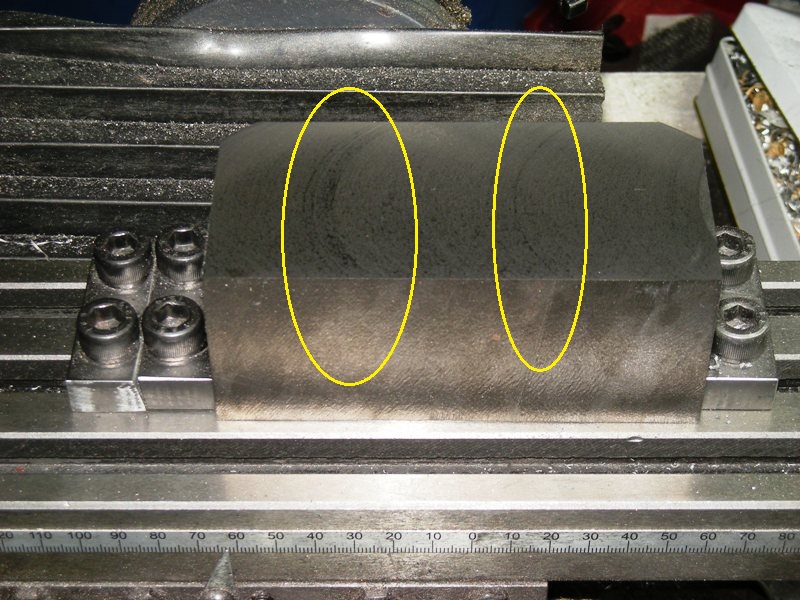
材料は,デンスバーですが,表面がこのチップだとあれますが,
これで,大きめワークを一度に加工できます。
2014-05-25 Sun
ボールねじの換装で使うリテーナーを作るのに,手持ちのフライカッターはちょっと小さいので,80mmの切削ができる
ものを作ることにしました。
材料は,手持ちのSSのプレートをスライスしたのと手持ち
SSの磨き棒16mmを使います。
20mmにスライスした物の高さをつめ,テーパーのついた
穴を開けます。
旋盤を購入したときにセットで購入してあった4つ爪チャックを
初めて使います。
諸先輩のHPを参考にしながら,丁寧に芯を出します。
それほど手こずらないで,1/100程度に調整できました。
複式刃物台は磨き棒のテーパー切削のために2度ほど傾けて
ありますので,そのまま中繰りをします。
磨き棒を入れながら,現物あわせで削ります。

削り終わってみると多少削りすぎで,ちょっとゆるめですが,
何とか,体裁が整いました。

諸兄のHPには詳細な写真等が載ってますので,そちらが
参考になると思います。
チップを取り付ける溝の加工と,端面にRをつける加工が残って
ます。チップは,以前,某オクで,まとめて落札したチップが
使えそうなので,それを使います。
チップを止めるためのネジも専用のものが販売されている
ようですが,取り合えず,キャップスクリューで代用して,
後日,交換します。
2014-04-30 Wed
便利な道具があるんですね。旋盤の主軸のベアリング交換にあたって,どんなグリスを使ったらいいか,同級生の自動車
屋さんに聞いたら,「つめてあげるよ。」ということで,つめて
もらいました。
赤矢印のところにベアリングをセットして,黄色の蓋状のものを
かぶせておすと,
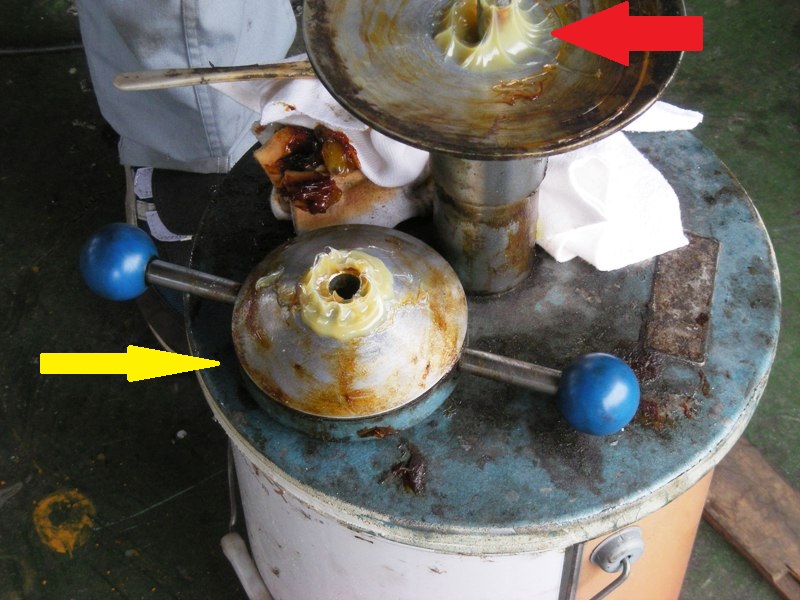
ベアリングのなかにグリスが圧入されます。

見事,グリスがつまってます。
便利な道具があるもんです。
2014-04-15 Tue
なかなか先に進みません。道具の不具合を調整したり,調整のためのヤトイを作ったり。
今日は,スクロールチャックのチャックを調整するために
以前に買っておいた,エアリュータ-のサポートの作成
をしました。
作成と行っても,以前切り出しておいた真鍮の片方をフライス
で削り,穴を開けて,ネジを切っただけです。
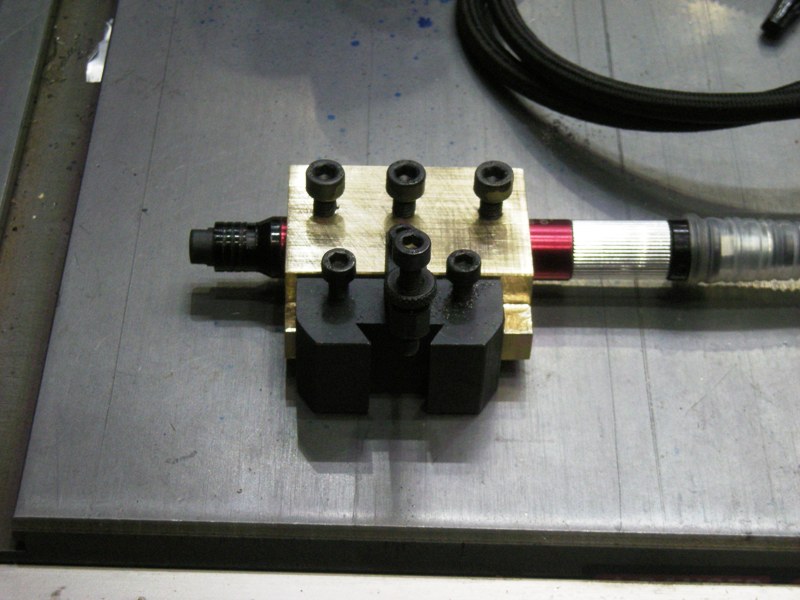
作る予定でいましたが,今日になってしまいました。
別角度の写真です。
のびのびになっていた原因の一つは,エアーリュータ-に附属
していたレギュレーター状の物の意味と使い方がわからなかった

ことです。
ネットをあれこれ検索して,ミニオイラーということが判明。分からな
いということは,恐ろしいことです。つけずに使うところでした。
チャックの爪を外して,調整してみようと思います。
長い道のりです。
2014-04-13 Sun
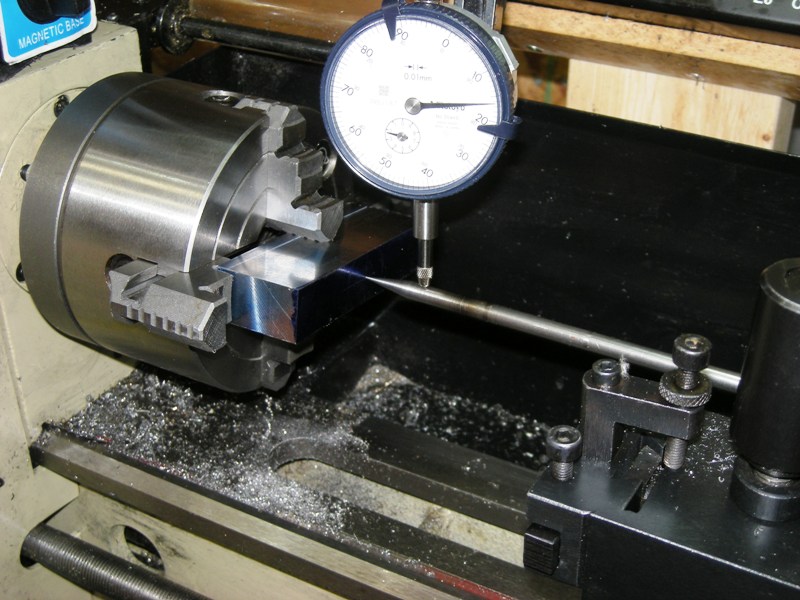
位置決めに使うヤトイの加工の続きです。ターレットスリーブにアーバーを差し込んで,そのアーバーにねじ切りをした12φの
磨き丸棒をセットして,10mmに切削します。
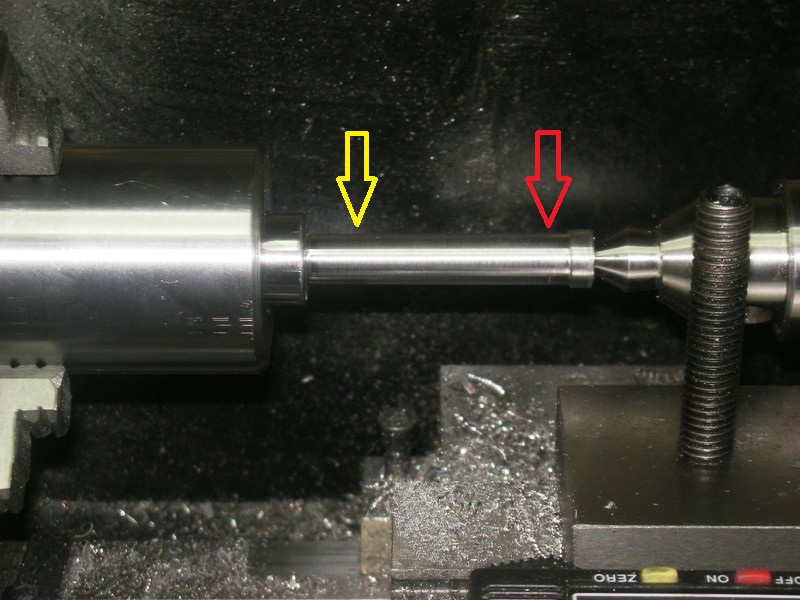
計測のため刃物台を外して,マイクロメーターで測ると唖然です。
赤矢印----10.157mm
黄矢印---- 9.845mm
根本と先端で0.3mmも違います。ちなみに,ちなみに,芯押し台
を使わないで,太めの磨き丸棒を切削してみると,10cm程度の
切削で,先端と根本では,5/100程度の違いです。主軸も多少
平行がずれてるようですが,ほぼ,出荷時の精度です。
マニュアルを見て見ると,切削で根本先端で太さが違う時は,
芯押台の調整をすると書いてあり,その方々も記載してあり
ました。芯押台を調整して,再度挑戦ですねえ。
それにしても,芯押台の加減で,ワークが曲がるんですね。
鉄もゆがむこと改めて理解しました。
2014-04-09 Wed
リテーナーを作成するのにヤトイを作成し始めました。ロータリーテーブルで,芯合わせをするヤトイです。
作業的には,生アーバーの先端を切り離して,中心に6mm
程度の穴をあければいいのですが,アーバーにはテーバーが
付いているので直接の固定は難しいので、
ターレットスリーブ(アダプター)を使います。
昨日、ターレットスリーブを旋盤に固定したところ,先端で,0.2mm

程度のブレがありました。
どうしようかと思いましたが,約半分程径を詰めて,
貫通穴に通すようにしてみることにします。
2日かけて,片方の径を20mm程度にしました。


チャックに咥えて端面のブレを計って見ると,
2/100mm~4/100mmにおさまりました。これで,
アーバーに加工ができます。ヤトイを作るのにヤトイのヤトイ
の加工でした。
アーバーは,加工前のターレットスリーブを使って突っ切り
で先端を切り離しました。精度に関係ないので,先端のブレ
があるままで,芯押し台に固定センターをつけてやりました。

二つともオークションの購入したものですが,焼き入れが
入ってないので,加工はしやすいです。
ただ,ターレットスリーブは,径が44,5mm程度あるので,
私の旋盤では,荷が重かったです。
今回ターレットスリーブを旋盤に咥えましたが,直径が44.5mm,
長さが100mm程度だとどうしても先端がぶれるようです。
旋盤の爪の精度なのか,それとも,咥え方の問題なのか
分かりませんが,YUSAさんのHPのように,爪を研磨す
る必要があるかもしれません。エアリュータ-は,安いもの準備
してあるのですが,刃物台に固定するヤトイが必要です。
本体の改造よりも,ヤトイ作りに時間かかってます。
私が加工したターレットスリーブは,約44.5mmφと太いのですが,
モノタロウ等で販売している25mmφのものは,約7000円と

3倍もしてしまいます。多分,この高い方のは,焼き入れもはいり,
加工は難しいような気がします。
TOP PAGE △