









2015-03-11 Wed
NCVCは優れものです。CNCを始めるにあたって、以前、形を切り抜くためのソフトJMM-TOOLを○○ジナルマインド
さんから購入しました。便利に使ってましたが、複雑な図形
だと、形状の認識がうまくされなかったので、使うのを止めて
ました。
NCVCの解説を読んでいたら、なんとJMM-TOOLと同じ機能
があるでは、ありませんか。改めて、NCVCは優れものです。
通常は、DFXファイルを作成するのに、エンドミルの直径を考慮
して作図します。
直径の半分だけ、外側にずらしたり、内側にずらしたしておか
ないと目的の大きさになりません。JMM-TOOLでは、これが
できるのですが、NCVCでは、機能の一部になってました。
次のような手順になるようです。
DFXファイルを読み込みます。

編集--加工指示--形状認識処理 をクリックします。
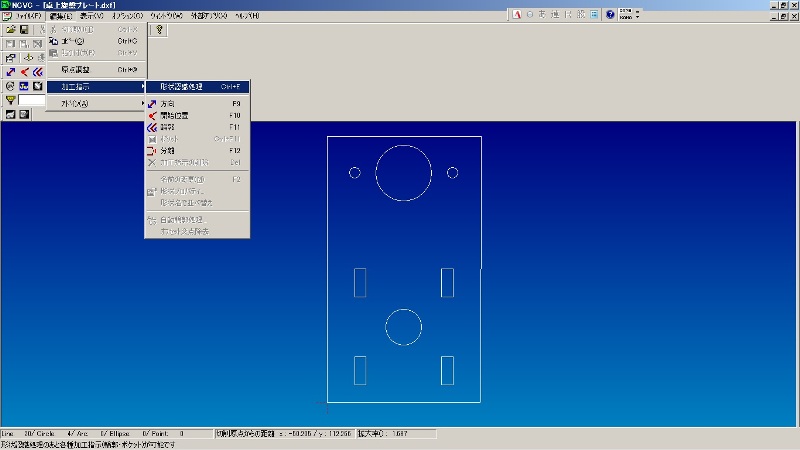
すると形状やら、加工やらの情報が読み込まれます。
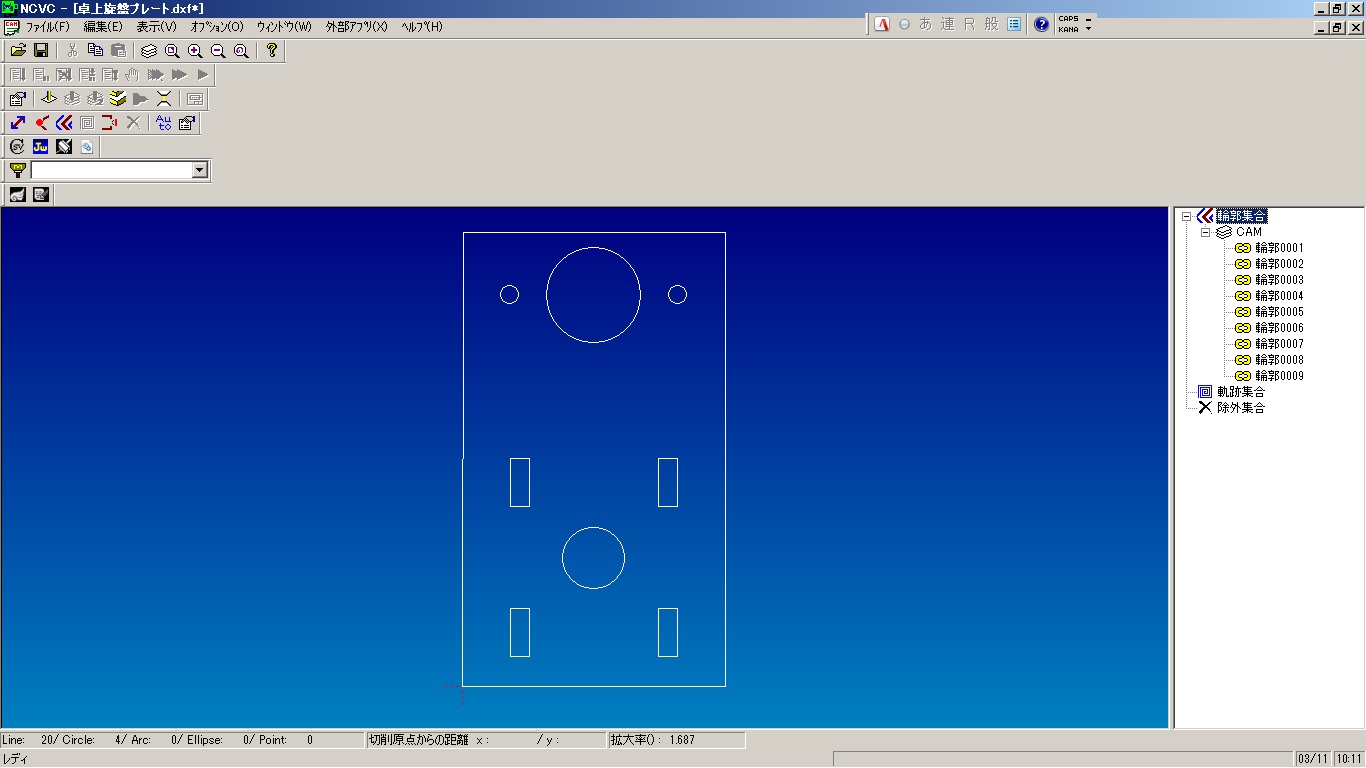
必要に応じて加工内容を個別に編集する必要がありますが、
ここから、自動処理をクリックすると、
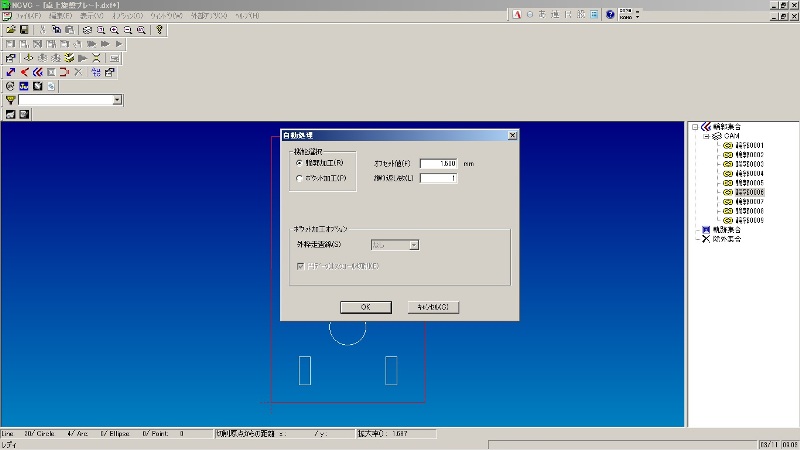
処理内容のウインドウが開きますので、エンドミルに応じた
オフセット値をセットします。OKをクリックすると、
加工パスが作成されます。
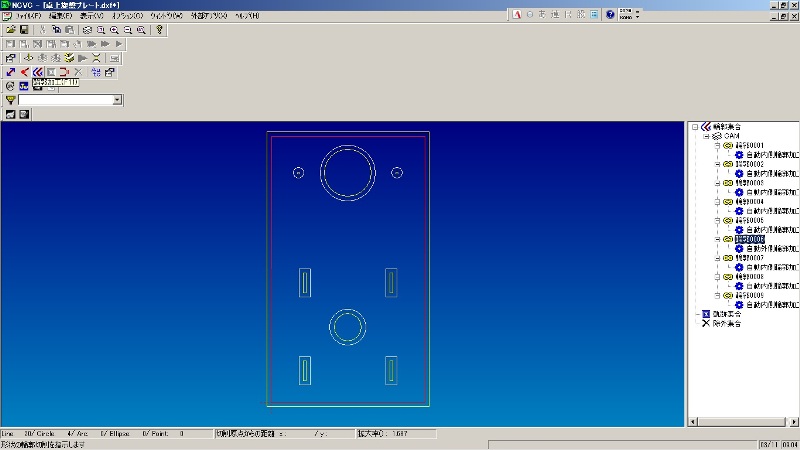
一番外側の切り抜きの部分では、オフセットの分
(エンドミル半径の半分)だけ外側に、円の切削加工等
では、オフセットの分だけ内側に作成されます。
ここから、
NCデータの生成--形状加工生成--形状加工によるNCデータ作成
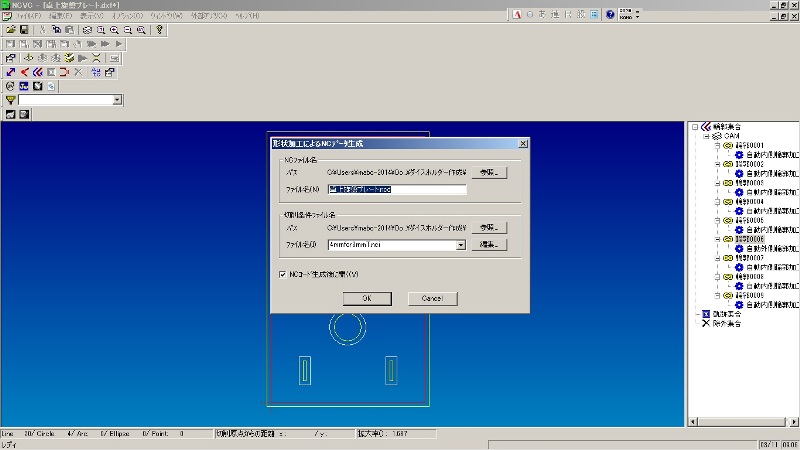
を選んで、必要に応じて、切削条件ファイルの編集をししてOKをクリック
すると、

NCデータが作成されます。
いままでJMM-TOOLを使わないで作成するときは、
DFXファイルの作成段階で、エンドミルの半径の分だけ、
外側や内側にずらした図形を作成してましたが、NCVCの
形状認識を使うと手間が省けます。
もっと、JW_CADにも、オフセットの線を引く機能がある
ようですが、使い方が今一歩です。
2015-03-04 Wed
フリーのCAMソフトNCVCを使ってます。sable2015のGコード作成用です。
旋盤用のCAMソフトはないかあさってましたが、なんと、
NCVCにその機能がありました。
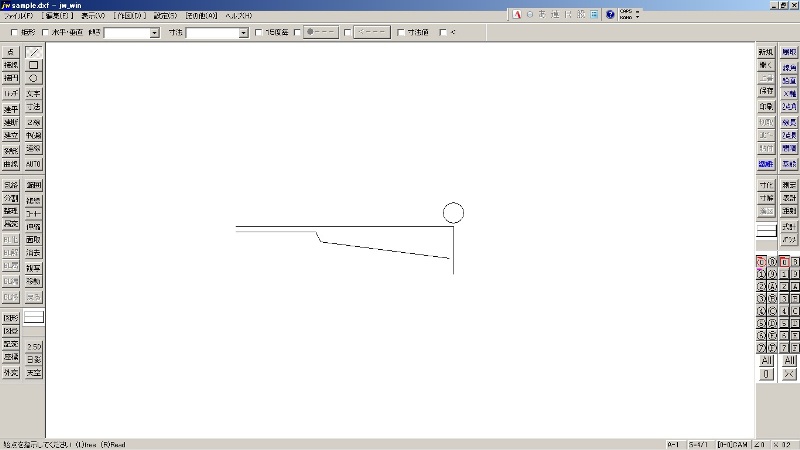
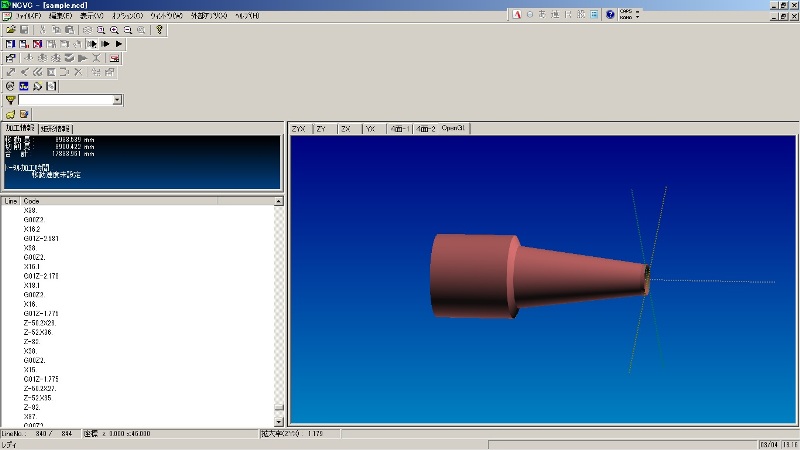
旋盤の加工面の図形を入力すると旋盤用のGコードが作成
されます。
おまけに、オプションの設定で、切削終了後の図形
も立体表示できます。
多少プログラムの変更が必要ですが、拡張子を「tap」に変更
すると、Mach3Turnの旋盤用のCNCソフトでもよみ込めます。
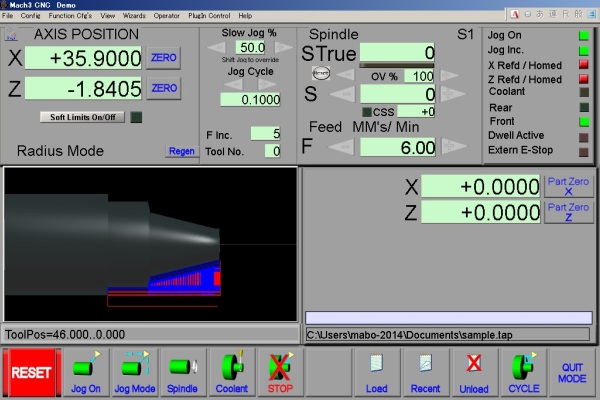
それにしてもNCVCは、優れたフリーのソフトです。
2015-02-06 Fri
パルスジェネレーターの出力をオシロに入れてみましたが、メーカーサイトを見ると、いくつかの種類があるようです。
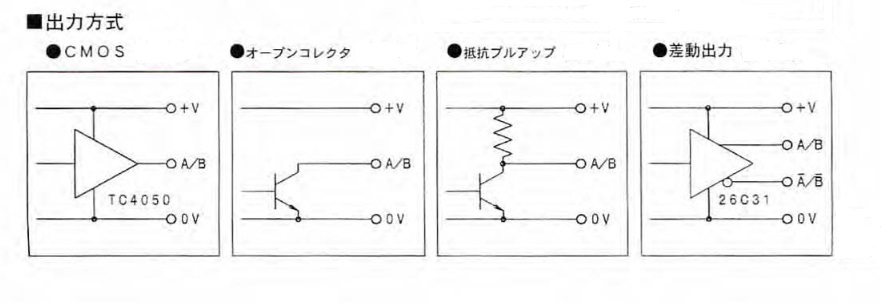
プルアップしなくても、出力がでたので、オープンコレクタで
はないのかな。CMOSかプルアップの出力なんでしょうか、
この辺は、ちょっと分かりません。詳しい方は、きっと、すぐ
分かるのでしょうが。
2015-02-05 Thu
思わずポチってしまいました。安くでていたパルスジェエレイターが目にとまりました。


100パルス/一回転のもののようです。早速、オシロに入
れて遊んで見ました。
クリックの数に応じて、パルスがでます。
今回は、A相だけオシロに入れましたが、B相も一緒に入れると

回転方向に応じて、A相とB相のずれが観察できるはず。
後日、確認してみたいと思います。
2015-02-03 Tue
SmoothStepperをケースに入れるにあたって、将来のバージョンアップ?にそなえて、ポート2のインターフェース
の基盤(たんなる変換)を作りました。
でも、やってしまいました。左右を間違えて、しまいました。
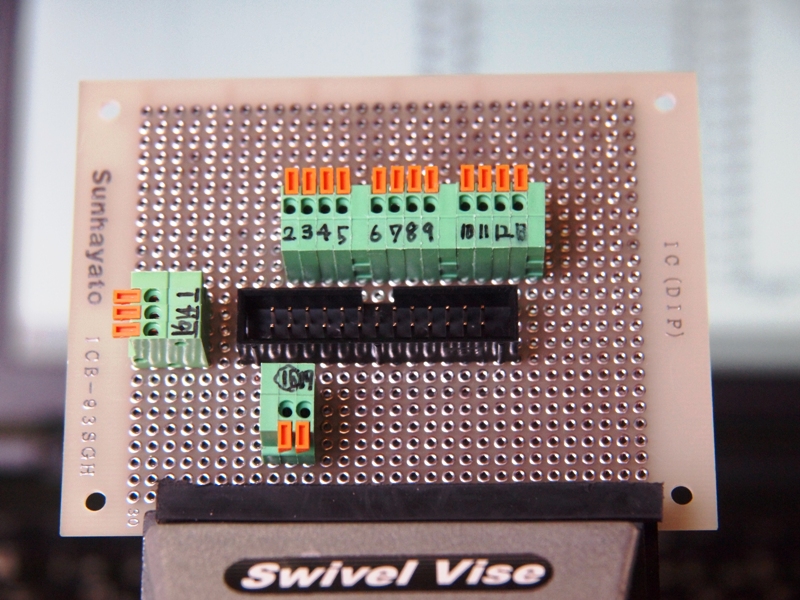
気をとりなおして、作り直しです。
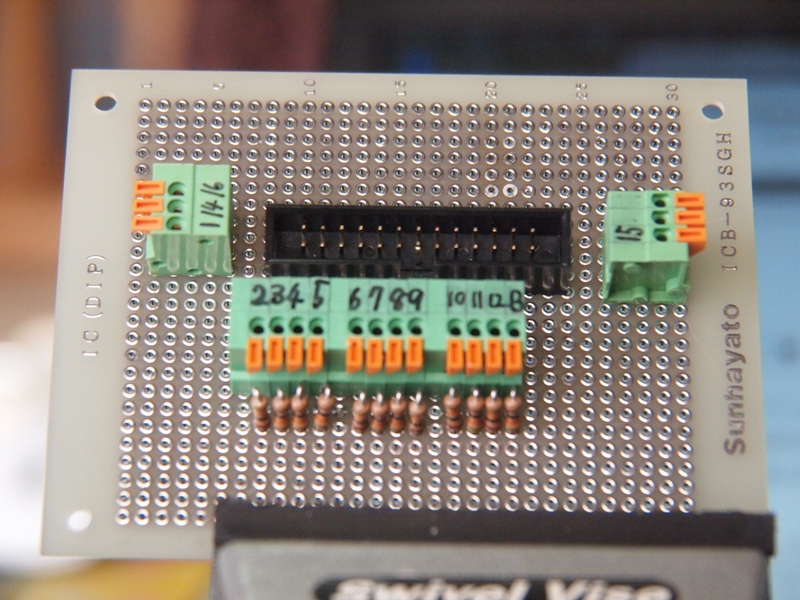
難しいことはわからないので、取り合えず、プルアップできる
ように、抵抗もいれておきました。
2015-02-02 Mon
SmoothStepperのポート2のPINアサインを調べていました。ヘッダーのピン番号は分かりましたが、機能について今い
ちでしたが、MACHのフォーラムで、
「Same as the parallel port, 1, 14, 16, 17」の書き込みがあ
りました。パラレルポートと一緒なんですねえ。パラレル
ポートの入出力は、ここ
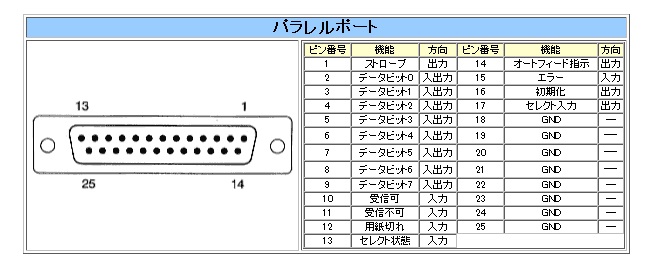
にありました。
これで、諸兄がインターフェース基盤で、PINをいくつかの
グループに分けていたのと、PIN1には、入力していなか
た訳がわかりました。
諸兄は、多分次のように、グループ分けしていたと思います。
X2----2ピンから9ピン
X3----10ピン・11ピン・12ピン
X4----16ピン・17ピン・18ピン
X1----1ピン・14ピン・15ピン
JP1----19ピンから26ピン
パラレルポートのピンアサインと比べてみて、やっとその意味
がわかりました。
パラレルポートでは、18ピン~26ピンまで、グランドに
落としてるようで、多少違ってるようです。なぜ、ちがうのか
は、分かりませんでした。
まあ、このパラレルポートのPINアサインにしたがって、
インターフェースボードを作ります。
2015-02-02 Mon
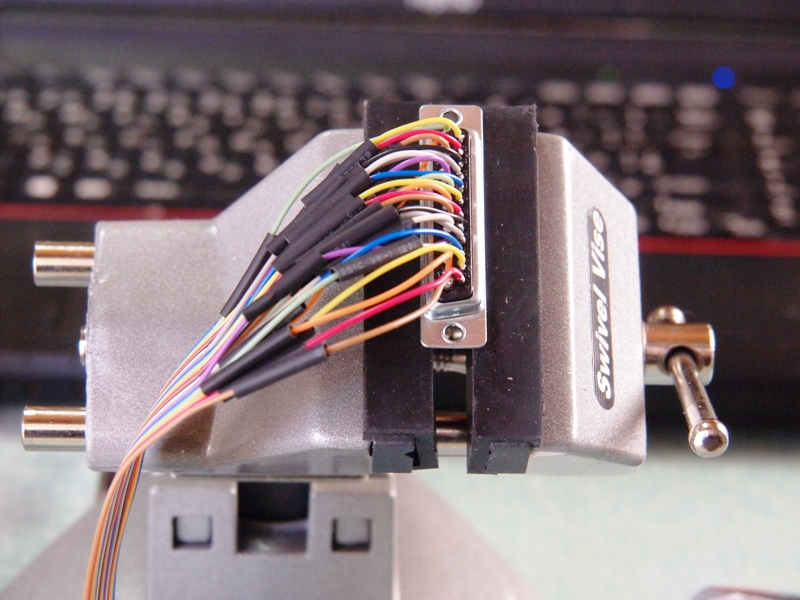
26PのフラットケーブルのヘッダーをDSUB25Pのコネクターへの変換ケーブルを作成します。
といっても、片側にしかコネクターのついてないケーブルに
DSUB25Pのコネクターをつけるだけです。

圧着は、今回は、しません。
PINアサインは分かてるので、間違えないようにハンダ付け
です。
準備として、25本の端のビニールを剥きます。

皮を剥くのに名前がよく分からないのですが、細い線の
ストリッパーを使います。

ドイツ製のようで、とても高かったですが、細い線には、最適で。
DSUB25Pはベアリングのついでがあったので、MonotaROから
の購入です。
DSUB25Pをスイベルバイスに挟んで作業です。
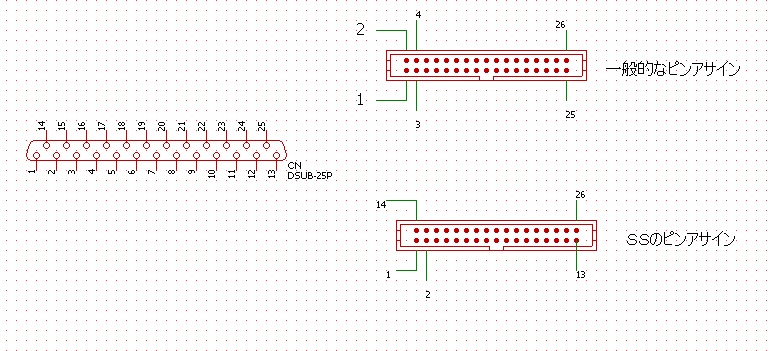
SSのフラットケーブルは、
1
14
2
15
3
16
4
・
・
・
のようになっているので、一本おきに1~13PINを
DSUB25P上に、残りを順番に下にハンダ付けで
す。次のようになります。SmoothStepper、イーサネット盤
マニュアルより引用しました。
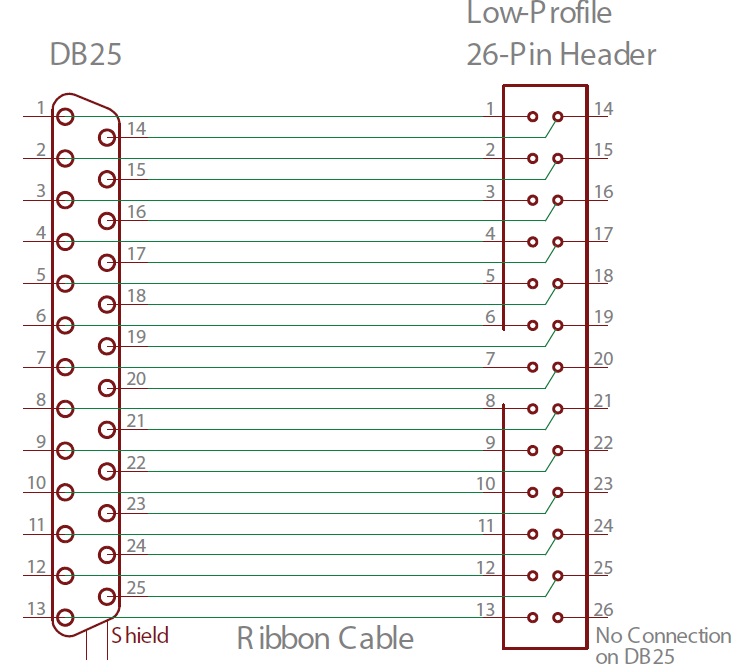
26PINは、接続しないので、途中でカットです。
この後、フラットケーブルのインターフェース(ただの中継)
基盤をつくります。
その基盤を使って、結線をテスターで、確認です。
2015-01-31 Sat
SmoothStepperをテストしました。SmoothStepper
↓
S○CさんのCNC基盤
↓
キ○ッシュさんからの2相ドライバー
↓
キ○ッシュさんからのステッピングモーター
の接続で、iphonの手パでコントロールしました。
SmoothStepperには、動いているようですが、私のPCでは、
多分グラフィックドライバーの負荷がおおきいのだと思いますが、
動作中にPC画面を動かすと、MACHが止まってしまいます。
とりあえず、USB経由で動かすめどがたちました。
パラレルポートのあるPCを探さなくもよくなりました。
イーサネット経由のSmoothStepperはどうなんでしょうか。
PCへの負荷は、USBよりかるいんでしょうかね。
2015-01-30 Fri
SmoothStepperを購入してしまいました。ネットで検索してたら、日本の代理店?らしきところがあったので、そこから購入しま
した。試運転するにあたって、CNCのコントロール基盤と接続
するのに、フラットケーブルが必要でした。SmoothStepperと
一緒にフラットケーブルを購入しましたが、片側にしかコネク
ターがついてなくて、試運転ができませんでした。

ネットで検索したら、26ピンのフラットケーブルが、
秋月電子にあったので、急遽代引きで購入しました。
本体150円、送料と代引き手数料あわせて、
900円オーバー。高い買い物でした。
試運転は無事終了しましたが、SmoothStepperの基盤をケース
に入れるにあたって、26ピン→25ピンの変換コネクターが必要
です。アメリカの本家には、あるのですが、日本にはないようなの
で、自作するようですね。
CNCのコントローラーには、幸いSmoothStepper接続用の
ボックスヘッダーがついているので、回路図やらなんやら
で、ピンアサインを調べました。SmoothStepperのボックス
ヘッダーは、D-SUBのヘッダーに順じているようです。
これまた諸兄のHPを参考しながら作成します。
2015-01-29 Thu
アプリが1.5野口英世ということで、多少ためらってましたが、思い切って、購入、遊んでみました。
アプリは、なんなくインストールできて、設定も簡単でした。
ただ、iPhoneの手パは、WiFi経由なので、家で使う場合、
無線LANの設定がすんでいること、それから、Mach3を動か
すPCのIPアドレスが、固定でふってあることが必要だと思
います。インストールすると、
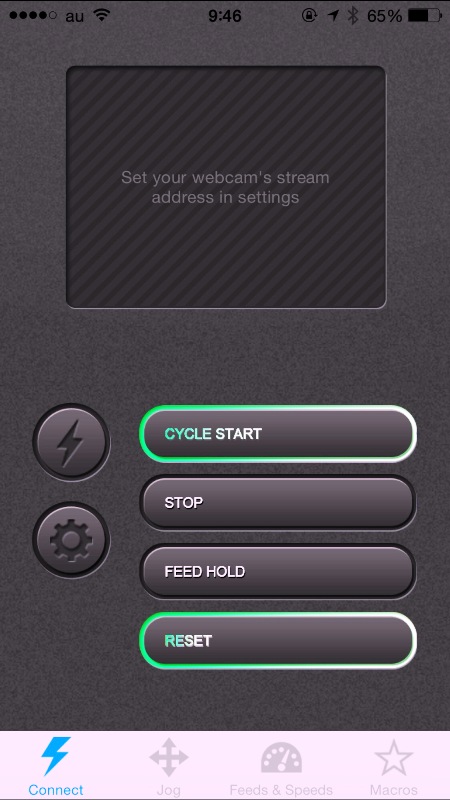
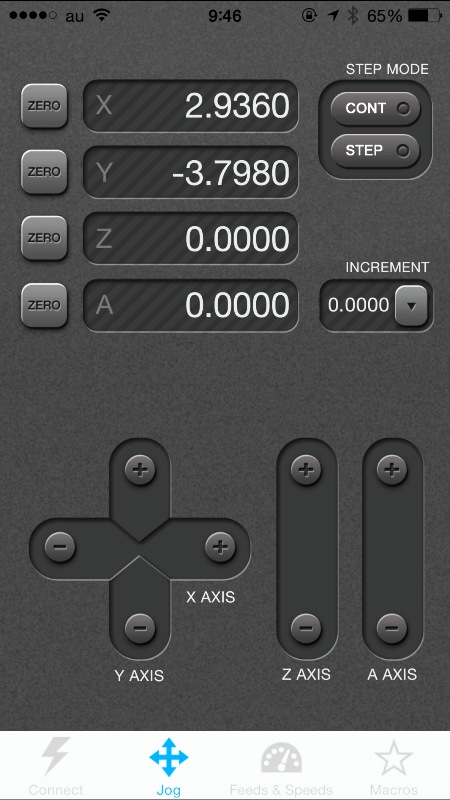
の画面でMachが操作できるようになります。
アンドロイドの手パのアプリもあるようですが、操作画面が
ダサイ感じで、プレビューの評判もいまいちのようです。
インストールがすんだら、PCのIPアドレスを設定して準備
完了です。
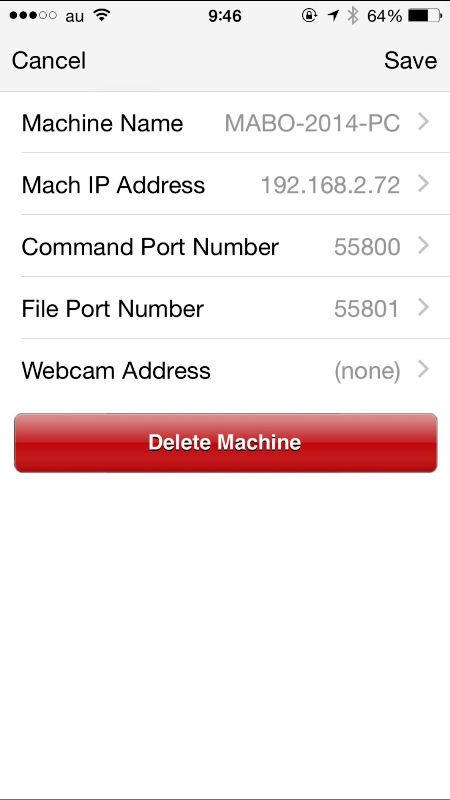
iPhone側は、簡単ですが、PC側がちょっとてこづりました。
Mach Pendantというソフトをインストールしますが、
インストール終了後、WINDOWS7やVISTAでは、
Mach Pendantがインストールされるホルダーに移って、
Mach3RegistryFix.reg
をダブルクリックしてレジストリーの追加が必要なようです。
さらに、これでもうまくいかないようなら、デフォルトの設定を
変更していないのなら、55800と55801のポートをひらい
てあげることが、ファイヤーウォールの関係で必要かもしれ
ません。開き方は、諸兄がたくさん書いてますので、ふれま
せん。
このMach Pendantのソフトを走らせて、Mach3を立ち上げ
て、iPhoneをアプリからコネクトするとiPhoneから操作がで
きるようになります。
ただ、肝心なのは、Mach3を右クリックから、管理者として
起動しないと、Mach PendantがMach3を見つけられない
ようです。私は、これで、はまりました。
それから、Mach Pendant、をインストールすると、デフォルト
で、スタートアップにMach Pendantのショートカットが作成
されて、WINDOWの起動で、実行されてしまうので、私は、
手動で起動できるように、スタートアップのショートカットは、
削除しました。
TOP PAGE △