










2015-01-21 Wed
今まで、何度か見かけましたが、その意味が分かりませんでした。あるサイトでやっと意味が分かりました。
CNCのコントローラーでは、
差動(ライン)ドライブ・・・・差動信号
オープンコレクタドライブ・・・・シングルエンド信号
という言葉を見かけます。オープンコレクタは何となく理解で
きていたのですが、差動(ライン)ドライブが理解できませんで
したが、やっとその意味が分かりました。
オープンコレクタの信号伝達は、シングルエンド方式と呼ばれ、
グランド(0V)を基準に、信号のの電圧レベルで、”H”と”L”が
決まる、とありました。
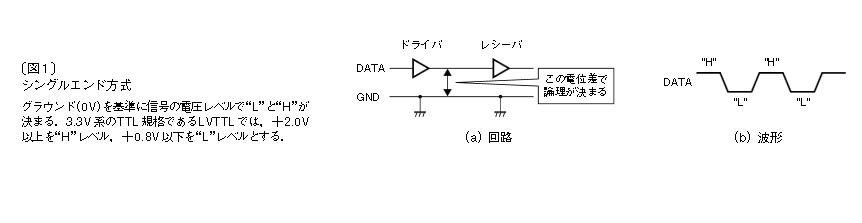
シングルエンド信号は、一つの信号あたり、1本の線が使われ
るようです。
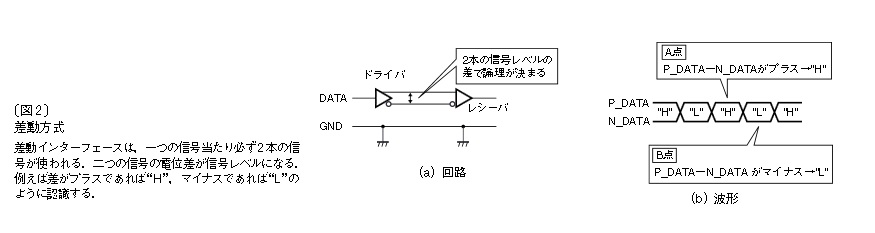
これに対して、差動信号は、文字通り、二つの信号の差で動き
ます。一つの信号あたり、必ず2本の線を使うとあります。
2本の信号線は、+側(ポジティブ)、ー側(ネガティブ)として、
結線します。この二つの信号の電位差が信号レベルになり、
差がプラスであれば”H”、マイナスであれば、”L”の様に認識
します、とありました。
今日も一つ勉強しました。
2014-12-16 Tue
今までは、Sable2015の刃高を合わせるのに、10mmの真鍮の丸棒を使ってました。
某オークションを眺めていると、プリセッターなるものが目に
とまりました。

Z軸ケージの存在は、以前から分かっていましたが、値段が高かった
ので、購入しないでいました。
某オークションのものは、もともとは、某中華製のようで、同じ
ものが、AliExpressで販売されてます。

Machとの組みあわせで、刃高の調整が、半自動でできるよう
です。
このほかにも

などがありますが、高いです。まだ、かの有名なYUSAさんは。
ダイヤルゲージとの組みあわせで、自作なさってます。

今、不明な点を質問中です。回答がありししだい、購入
しようかなと思います。
2014-12-06 Sat
いつの間にか、Mach4が発売になってました。検索してみると、木製CNC自作の先輩のHPがヒットします。
Mach4は三つのバージョンに分かれたようで、値段も違います。
Mach4 Lite OEM
Mach4 Hobby 200$
Mach4 Industrial 1000$~2000$
それに、下記の注意書きがあります。
IMPORTANT NOTE: The LICENSE will only work for the Computer
for which you supplied the PC ID.
Each PC has a unique ID code and
the license works in coordination
with this code.
一つのライセンスで、一台のPCでしか動かせないようです。
ソフトをインストールすると、ソフトがPCに個別のIDをふって、
そのIDに対してのライセンスを買うという形なんでしょうかね。
ちなみに、Mach3は、一ドル80円の時に買いましたら、値段
比べてみると、
Mach3 175$× 80円=14,000円
Mach4 200$×120円=24,000円
1万円と高くなります。今は、何台かのPCで使ってますが、
そんな便利な使い方もできなくなります。また、基本的に
PCのパラレルポート使わないようです。使う場合は、有料の
プラグインのソフトをさらに購入する必要があるみたいです。
今回は、見送りですね。
2014-12-01 Mon
ヘリカル切削のGコードを自分流に作れるようになったので、旋盤の自動送りの使うステッピングモーターを旋盤に取り付け
るマウントの切削データー(Sabl-2015用)を作りました。
サブルーチンの作り方等が分かったので、繰り返しの部分は、
サブルーチンにしました。
また、NCVCで、読み込んで、その都度、シュミレートしながら
デバッグをしました。
NCVCでは、サブルーチンや変数の処理はそのままではでき
ないので、掲示板で教えてもらったマクロをつかいました。
その成果、NCVCが何度か固まりました。
サブルーチンの威力はすごいもので、コンパクトにまとめるこ
とができます。マクロで展開したものを見ると、コメントを含め
ても約1300行オーバーになります。サブルーチンを使った
ものは、135行程度です。
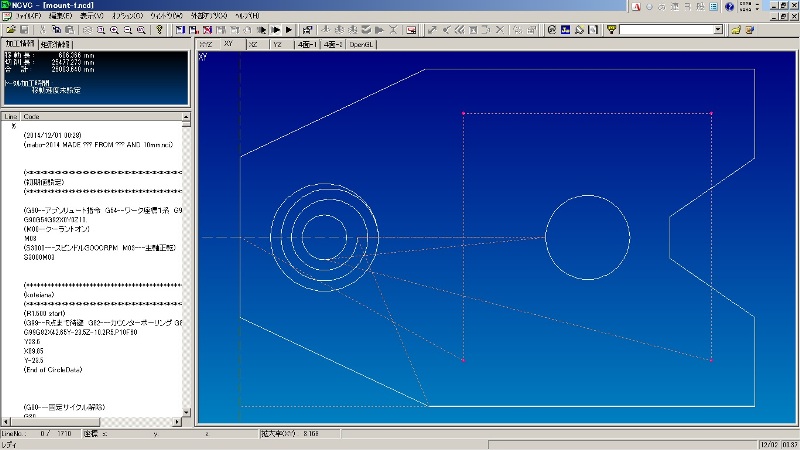
サブルーチンを使ったプログラム。
展開したプログラム。
非力なSabl-2015用ですので、切り込み量が0.2mmですので、
今回使用予定の10mmのアルミを切削するのに、同じこと
を最低でも50回行うことになります。一筆書きできるのであれ
ば、50回ですすみますが、離れている箇所の切削をする
には、切削箇所×50回同じことをするこになりますので、
プログラムの行数もかなりになります。
本番の前に、MDF等で、試し切削をするようです。
2014-11-30 Sun
NCVCのサポート掲示板で、変数は使えないのか、問い合わせてみました。早速の回答があり、スクリプトを使うと、マクロや
変数を含んだGコードを使えるようになるとのことで、早速ため
してみました。
O2
G00X18.Y5.
G00Z#1F100(#1の深さで切削)
G02X12.I-3.
X20.I4.
X10.I-5.
X22.I6.
X8.I-7.
X24.I8.
X6.I-9.
X24.I9.
#1=[#1-0.2](#1の値を-0.2だけ増やす)
G00Z10.
G00X18.Y5.
M97
「#1」というMACH3でも使える変数を使って過日の
プログラムを書き換えたものですが、私には、わかりや
すくなりました。「G92Z0.」という基準点をその都度変えて
いたのでは、大本の原点が分からなくなるので、
メインテナンスがしづらくなると思います。「IF」文も
使えると、回数を数えなくてもいいのですが、MACH3でも
「IF」文を使うには、マクロ(VBスクリプト等)を使う必要
があるようなので、変数が使えるだけで、デバックが
しやすくなります。
2014-11-30 Sun
MACH3のサポートフォーラムをあれこれ探しました。サブルーチンの呼び出し方と、ループの方法が分かりま
した。サブルーチンの先頭には、「O」(オー)と番号をつけます。
たとえば「O1」のようにします。呼び出すには、「M98」を
使い、「M98 P1」のように記述います。「P1」は、
サブルーチンの「O1」を呼び出すという意味です。
また、呼び出す時に、繰り返しの回数も記述できます。
「L」を使い、繰り返す回数を「L5」のように記述します。
「L5」だと5回サブルーチンを呼び出すということになります。
この繰り返しを使うと、やりたいことに一歩近づきました。
% (プログラムの開始)
(2014/11/29 15:43)・・()はコメント
G90G54G92X0Y0Z10.
M08
S3000
M03
O1・・メインルーチン名
M98 P2 L5 (L ha,kurikaesi,kaisu)・・サブルーチンO2を
5回呼び出す
M98 P3・・サブルーチンO3を呼び出す。
O3は終わりの処理
O2・・サブルーチン「渦巻き処理」
G00X18.Y5.(START-POS)
G00Z-0.2F100.(0.2mm DEPYH)
G02X12.I-3.
X20.I4.
X10.I-5.
X22.I6.
X8.I-7.
X24.I8.
X6.0I-9.
X24.I9.
G92Z0.・・(0.2mm掘り下げた位置を基準点0にする)
G00Z10.
G00X18.Y5.(START-POS)
M99・・(サブルーチンの終わり)
O3
M09
M05
X0Y0
M30・・(プログラム実行の終了)
%(プログラムの終わり)
このような、Gコード(NCコード)で、渦巻き状に1mmほり
下げるプログラムにできました。「IF」と「変数」が使えると
楽なんですが、変数は、MACH3では、使えるようですが、
NCVCでは使えませんでした。後で、サポート掲示板で、
問い合わせしてみようと思います。
ちなみにMACH3で変数は、「#1」のように数字に#を
つけると、変数の扱いにできるようで、この変数の操作は、
#1=[#1-1](変数を1減らす)
#1=15(変数に15を代入)
のようにします。これで「IF」が使えると楽なんですが。
「IF」が使えないので、0.2mm掘り下げて、その位置
をその都度「0」(ゼロ)の基準点に変更することで、
だんだん切削点を下げてます。
NCVCで、上記のプログラムを読み込んでみると、
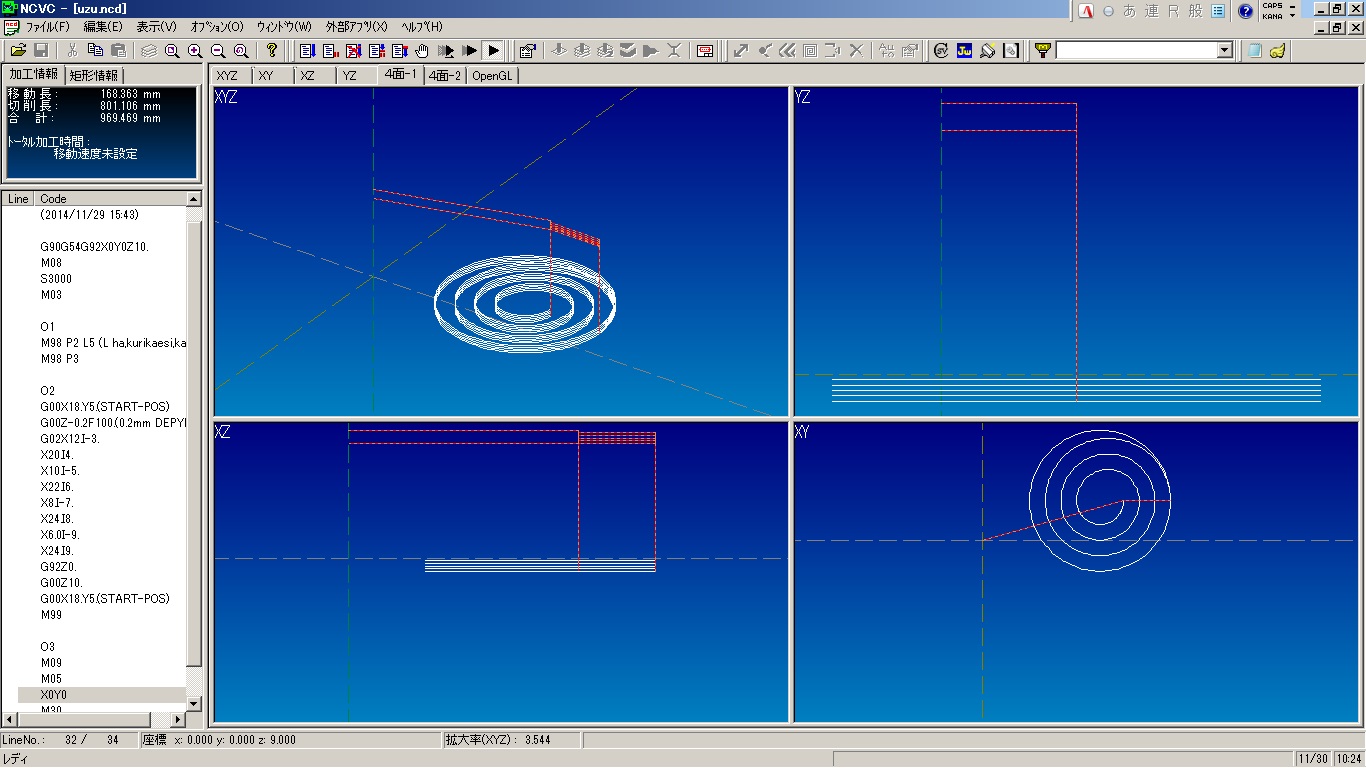
のようになります。エミュレートしてみても、
いいようです。
2014-11-29 Sat
渦巻き状に切削するNCコードの作成がしたくて、検索しましたが、お手軽にできるものは、見つかりませんでした。
NKさんのHPに「渦巻きソフト」がありましたが、WINDOWS7では、
動きませんでした。
MACH3のプラグインソフトの「Circular Pocket」で渦巻き
のNCコードを作成できるようでしたので、いろいろ作って、
動かしてみました。コードと、逐次変化する画像をみていると、
円を半分にしたものを組み合わせていることに気付きまし
た。もうちょっと難しいことをやってるのかと、思いましたが
円の組み合わせということで、目から鱗でした。
MACH3で作った渦巻きのコードは、NCVCでは、うまく読み
込めないようでしたので、NCコードをいろいろいじって、
渦巻きを作ることができました。
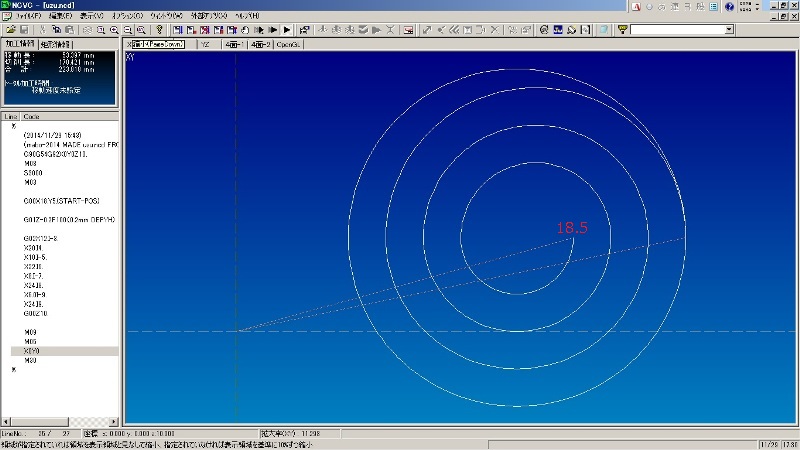
この渦巻きのコードの一部は、
G00X18.Y5.(18.5のXY座標に移動)
G01Z-0.2F100.(-0.2mmまで、垂直に切削)
G02X12.I-3.
(18.5の座標から、半径3mmで、
12のZ座標まで下半分の半円を切削)
X20.I4.
(半径4mmで、X20の座標まで、
上半分の半円を切削)
X10.I-5.
(半径5mmで、X10の座標まで、
下半分の半円を切削)
X22.I6.
(半径6mmで、X22の座標まで、
上半分の半円を切削)
X8.I-7.
(半径7mmで、X8の座標まで、
下半分の半円を切削)
X24.I8.
(半径8mmで、X24の座標まで、
上半分の半円を切削)
X6.0I-9.
(半径9mmで、X6の座標まで、
下半分の半円を切削)
X24.I9.
(半径9mmで、X24の座標まで、
上半分の半円を切削)
の意味のようです。
これをサブルーチンとして活用できれば、楽になります。
NCコードでも、サブルーチンの呼び出しができるようですが、
細かい文法が分かりません。研究課題です。
2014-11-17 Mon
ステッピングモーターのコントローラーをケースれるために、パネルの加工をしています。
形状のちょっと複雑な電源の差し込みコネクターの穴を開け
るのにsable2015を使おうと思い、Gコードの作成にかかった。
いつもの通り、「花子→JWCAD→NCVC」とデータを作成した
が、NCVCで「原点レイヤーが読めない。」と怒られてしまう。
あれこれやってネットでも検索して、JWCADのデーターを
そのまま読み込むときちんと原点レイヤーも読み込まれる。
JWCADで、DXFファイルに変更すると原点レイヤーが読み
こまれなくなる。
あれこれさがして、JWCADのレイヤーの書き込みか、と
あたりをつけて、設定のところを見てみると、

ありました。オプションのところに「レイヤーに番号を付加する」
オプションがあり、しっかりチェックが入っていました。
ここを外して、保存して、読み込むと、あっさりよみこめました。
めでたし、めでたし。
ちなみに、新しくNCVCとJWCADをインストールしたばかり
でした。デフォルトでは、だめだったんですね。
2014-06-22 Sun
sable-2015のスピンドル作成に使った模型用のブラシレスモーターをコントロールするにあたって,利根川精工の
インテリジェントサーボコントローラーなるものを購入して使って
ました。
これがまた高かった。確か5,6千円したように記憶している。
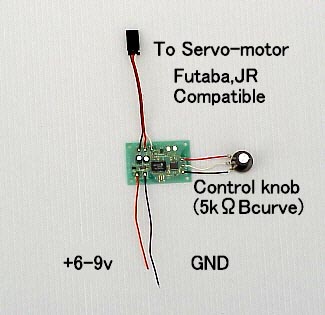
もしやと思い,共立電子から,サーボテスターキットなるものを885円
で購入,組み立てて,モーターに接続動かしてみた。

これがなんと見事に動いてしまった。
電気や模型に詳しいかたなら,当たり前のことなのかもしれな
いが,ブラシレスモーターを動かすのにあれほど苦労していたの
が嘘のようだ。
ESCと呼ばれるアンプを作るには,プログラムを含めて技術
と知識がいるように思うが,ESCにパルスを送れば,モーター
を動かせるので,パルスさえ発生させれば,コントロールで
きることがわかった。
パルスを発生させるだけなら,ハードルは高いが,それほど
難しくは,ないかもしれない。
あとで,サーボテスターからのパルスをオシロで見て見よう
と思う。
それにしても,知らないとは,恐ろしいものだ。
分かっていれば,はじめから,サーボテスターを
使っていたのだが。
2014-02-06 Thu
今日,部材が届いたので,サポートの作成です。40mm×80mm×210mmのSS材ですが,
55mmの長さに切ったあと,半分に切ります。

半分に切ってるところですが,けっこう時間がかかります。
この後フライスにて,38mm×50mm×30mmに加工します。
今日は,部材の切り出しだけ終わりです。
テーブルの裏側の加工もしなければなりませんが,既存のフラ
イスより大きいので,200mm×500mmのアルミで,一回り
大きいテーブルのアダプターを作って,固定します。
これも,まだ,材料が届かないので,
部材が届いてからです。
TOP PAGE △