









2014-04-30 Wed
初めてのお店で,トラッキングナンバーもなかったので,何時届くか不安だったが,本日無事到着。
20日の注文で,今日30日なので,約一週間というところ。
それほどストレスなく買い物ができた。

梱包も問題なく,無事届いた。
今回は,メタルギアー+プーラーのキットをたのんだが,
このお店は,模型関係の品揃えがあるお店で,それほど
頻繁に利用する訳ではないが,一つ新しいところの開拓
ができた。
2014-04-23 Wed
初めてのお店に注文をした。対応がどうなのか心配だったが,レスポンスは,良さそうだ。
4月20日 WEBから注文(自動返信メール)
4月21日 受付メール
4月22日 出荷のメール
4月23日 AM11:00 トラッキングナンバーの問合せをする。
PM10:35 問合せの返事
残念ながら,今回利用した輸送手段では,トラッキング
ナンバーには,未対応のようだ。
さて,どのくらいで手元に届くか。LittleMachineshop.comから
だと4~5日で,トラッキングナンバーも連絡があるので,
安心できるのだが。
お店によって使う運送会社も違うので,料金や配達日数・
追跡番号の有無等に結構な違いがでてくる。
今回頼んだのは,
Micro-Mark
で,

メタルギアー+プーラーのキットです。C3やX2の旋盤やフライス
に特化したものですが,私には,汎用のものはいらないので,
これにしました。
2014-04-23 Wed
頼んでおいた品物がなかなか届かないので,HPにて確認する
と出荷済み。おかしいと思い配達の宅急便の会社の受け取り
の伝票を送ってもらうと,ちゃんと私のサインが。
うーん,とあれこれ考えても記憶がよみがえらない。
荷物を探しても,見当たらない。
いよいよ,ぼけが始まったののか。
困ったものだ。
2014-04-22 Tue
我が家の看板犬の遊び場にもなるように,庭に芝生の植え付けをしました。
楽天から,ティフトンという西洋芝を購入しました。

成長が早く,3ヶ月ほどで,植え付けの間をふさげるようです。

約50cm間隔で,植え付けしました。全部で,300株ほど使いました。
ちゃんと成長してくれるのか,多少心配です。

色が変わっているのは,目土です。
2014-04-19 Sat
卓上旋盤(寿貿易FL350E)の主軸のブレがあり,原因がベアリングらしいので,オリジナルのベアリングから,
テーパーベアリングに変更すべく,いろいろあさってます。
分解・組み立ての手順等は,だいたい理解できたのですが,
ポン付けとはいかないようです。
テーパーベアリングを使うと,厚みが16mmから17.25mm
に増えて,なおかつインナーへのあたり部分が1.25mmほど
外側に広がります。そのため,エンコーダーをはさんでいる
スペーサー黄色矢印A・Bつくらないと,エンコーダーデスク
がずれてしまいます。
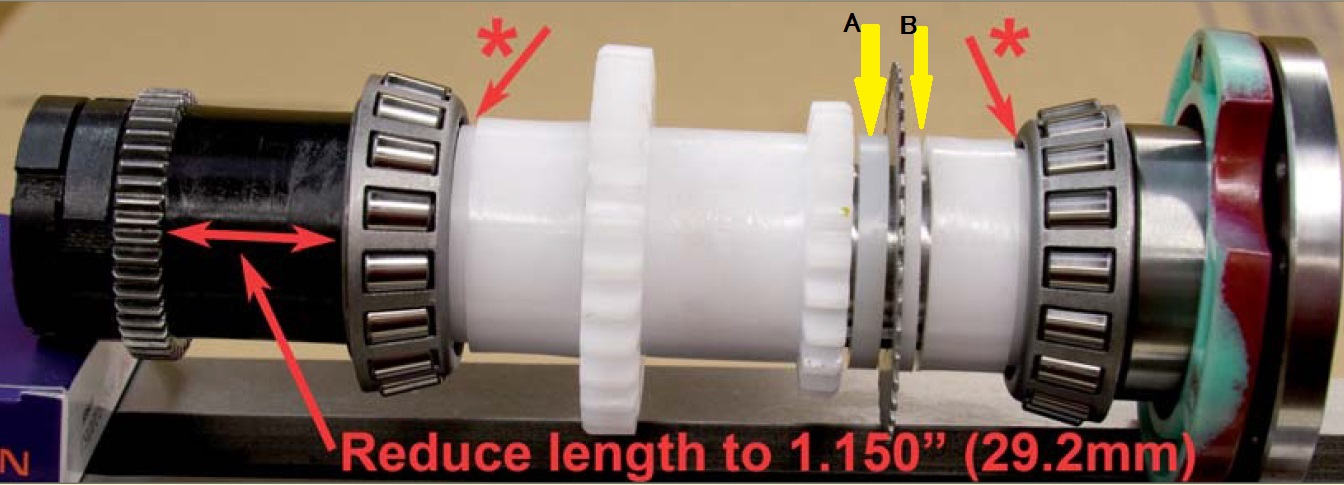
なおかつ赤*印のスペーサーのショルダーの加工が必要
です。それに,左側のスペーサーを2.5mmほど短くしないと
ギアーの位置がずれてしまうようです。
交換するには,分解前に,少なくともスペーサーの加工が
必要ですねえ。
2014-04-18 Fri
寿貿易に主軸のブレの問合せをしたら,翌日に電話があり,ました。7/100はぶれすぎということで,考えられるのは,
ベアリングの不具合か,スピンドルナットの緩みということで
した。
早速ベアリングナットを締めて見ましたが,大きな変化はあ
りません。

原因はベアリングのようです。対策は交換ですかね。
ベアリング交換となるとベアリングプーラー等,道具も
必要ですし,その手順の理解も必要です。ということで,
いろいろあさってみました。
YOUTUBEには,C3のベアリング交換の一連の映像がありました。
Part 1A of Fitting taper bearings to a 7x12 mini lathe.
Part 1B of Fitting taper bearings to a 7x12 mini lathe
Part 1C of Fitting the taper bearings to 7x12 lathe
Part 1D of Fitting the taper bearings to 7x12 lathe
Part 1E of Fitting the taper bearings to 7x12 lathe
Part 1F of Fitting the taper bearings to 7x12 lathe
Part 2A Fitting the modified spindle box to lathe
Part 2B Fitting the modified spindle box to lathe.
Part 2C Fitting the modified spindle box to lathe.
Part 2D Fitting the modified spindle box to lathe.
Part 2E Fitting the modified spindle box to lathe.
Part 2F Fitting the modified spindle box to lathe.
Taper bearings additional demos.mp4
arceurutrade.co.ukには,C3旋盤の分解組み立ての手順
のマニュアルがありました。
それから,C3のに特化したベアリングプーラーのキットも
ありました。
汎用のプーラーではありませんが,フライスのベアリング
交換にも使えそうです。ただ,主軸からベアリングを抜くには,
別なプーラーが必要です。
いろいろあさりましたが,ベアリングを交換するには,全部
分解するようですね。
2014-04-16 Wed
芯押台の固定センターと主軸の固定センターを合わせてみると,目に見えて分かるほど,芯押台の固定センターがずれてました。
確か,購入した時は,ぴったり合っていたような気がするのですが。
もしかして,切削しているうちに狂ってしまったのかもしれません。
マニュアルを見ながら芯押台をプラハンでたたいて調整しました。
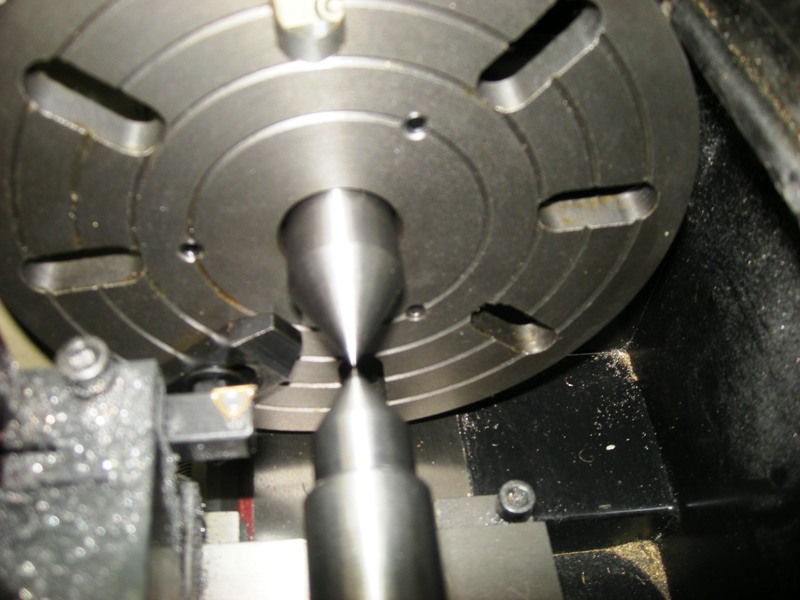
ピンぼけになってしまいましたが,調整後の写真です。
工作室(ツール編)
のHPやミニ旋盤を使いこなす本などを参考に両センターで,
テスト切削をします。
それにしても,主軸のフランジが,7/100程度のブレがあります。
こんなもんなんでしょうか。
念のためにメーカーに問合せ中です。
2014-04-15 Tue
なかなか先に進みません。道具の不具合を調整したり,調整のためのヤトイを作ったり。
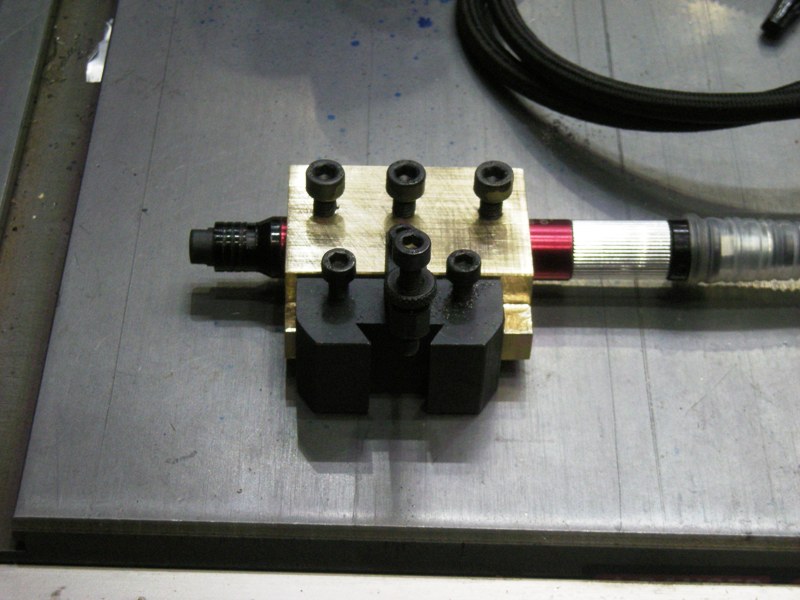
今日は,スクロールチャックのチャックを調整するために
以前に買っておいた,エアリュータ-のサポートの作成
をしました。
作成と行っても,以前切り出しておいた真鍮の片方をフライス
で削り,穴を開けて,ネジを切っただけです。
作る予定でいましたが,今日になってしまいました。
別角度の写真です。
のびのびになっていた原因の一つは,エアーリュータ-に附属
していたレギュレーター状の物の意味と使い方がわからなかった

ことです。
ネットをあれこれ検索して,ミニオイラーということが判明。分からな
いということは,恐ろしいことです。つけずに使うところでした。
チャックの爪を外して,調整してみようと思います。
長い道のりです。
2014-04-13 Sun
位置決めに使うヤトイの加工の続きです。ターレットスリーブにアーバーを差し込んで,そのアーバーにねじ切りをした12φの
磨き丸棒をセットして,10mmに切削します。
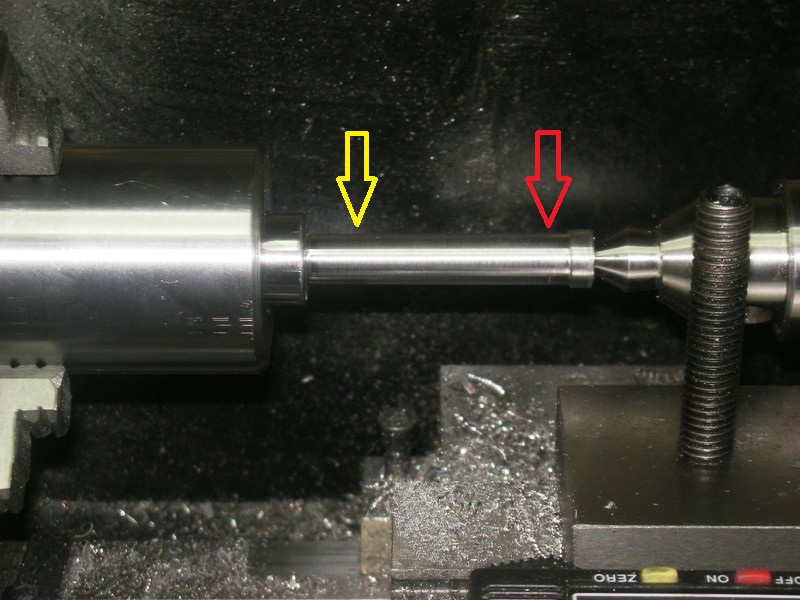
計測のため刃物台を外して,マイクロメーターで測ると唖然です。
赤矢印----10.157mm
黄矢印---- 9.845mm
根本と先端で0.3mmも違います。ちなみに,ちなみに,芯押し台
を使わないで,太めの磨き丸棒を切削してみると,10cm程度の
切削で,先端と根本では,5/100程度の違いです。主軸も多少
平行がずれてるようですが,ほぼ,出荷時の精度です。
マニュアルを見て見ると,切削で根本先端で太さが違う時は,
芯押台の調整をすると書いてあり,その方々も記載してあり
ました。芯押台を調整して,再度挑戦ですねえ。
それにしても,芯押台の加減で,ワークが曲がるんですね。
鉄もゆがむこと改めて理解しました。
2014-04-12 Sat
ワークを咥えさせてかなりブレがでることから,スクロールチャックをいろいろ見ています。
わんぱく工作室の先達は,
サカイの旋盤にレバーチャックをつけているようですが,
このレバーチャックの高いこと。

これで,9万円ちょっとします。趣味の世界とはいえ,
すごいなあと思います。
そのHPでは,このチャックで,3/1000ミリぐらいのぶれに
おさまったとありますので,かさねがさねすごいなあと思います。
精度あげるのにチャックだけ変えてみるのも,いいいのかなと
思います。いろいろ見ましたが,取り付けるには,自分で
アダプターを作る必要があるので,
ちょっと考えてます。
TOP PAGE △