









2014-05-27 Tue
スクロールチャックの爪を外してみて,しげしげと眺めると,なんと一つだけワークと接触する部分の一番奥の所に,
幅0.2~0.3mm程度のバリがありました。
ヤスリ削ってとりあえず取りましたが,なんとも気持ち
悪いので,かねてからやろうと思っていた爪の研磨を
することにしました。
必要なエアリュータ-等はこのために以前に買っておいたの
があり,刃物台への固定用のアダプターも作っておいたの
で,さっそくやることにしました。
これも,YUSAさんHPの「芯だしバーを作ろう」に記載が
あったチャックの研磨を見てやりました。
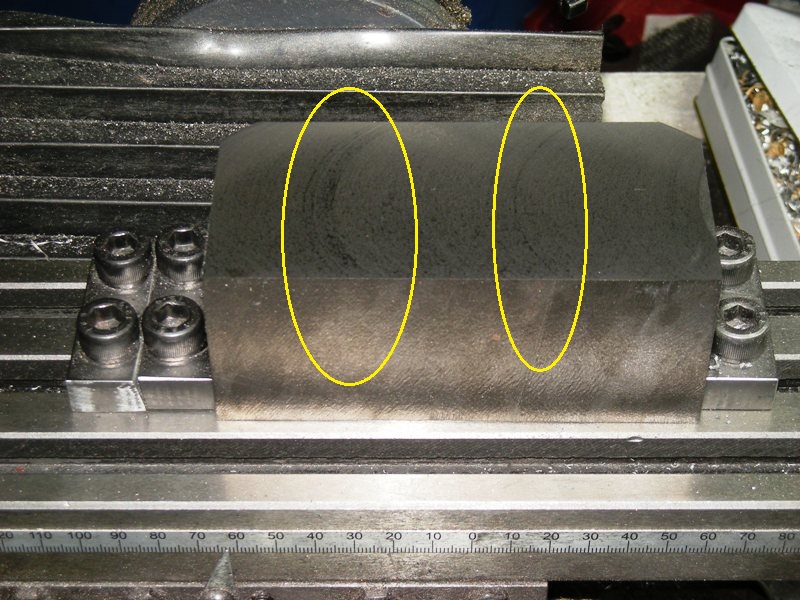
まず,爪の奥になる部分をグラインダーでけずりました。

黄色の○の部分です。焼きが甘いのか,あっという間削れ
ました。この部分で,ボックスレンチのコマを咥えます。
旋盤は,500rpmぐらいの低速で回し,リュータ-は,
結構高速で回します。
新聞紙で養生して,何度もリュータ-を出し入れします。
火花が出っぱなしです。

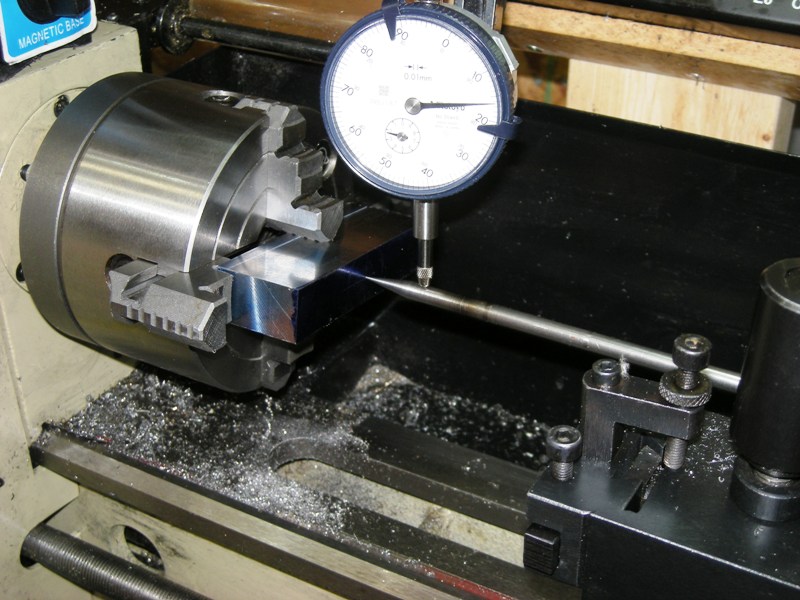
研磨後,咥えたコマと同じ程度のものを咥えてダイヤルゲージ
で測定すると,1/100程度のブレにおさまりました。咥えなおして
も私の旋盤の主軸の精度の5/100程度におさまりました。
10cm程度ワークを咥えた時の先端のブレを少なくしたかったの
ですが,これは,大きな変化はありませんでした。
主軸の精度が上がらないと,チャックの精度もあがりませんね。
それにしても,「寿貿易さんの整備してからの出荷」に惚れ込
んで購入しましたが,チャックの爪のバリには,がっかりでした。
主軸のブレの原因は,主軸の精度・ヘッドの精度,どちらでしょうか。
ベアリングは日本のものを使っているので考えにくいのですが,
できれば,精度を上げたいものです。
2014-05-26 Mon
とりあえずフライカッターが完成です。今日は,フライカッターの端面のR加工を旋盤で行い,
チップの取り付け部分をフライスで切削,ねじ切りをしま
した。

やはり,チップの取り付け穴は,テーパーがかかっていて,
出口が3mmでしたので,3mmのキャップスクリューを使うと,
中間がすかすかです。後で,専用のものにするようですね。
切削をしてみると,結構大丈夫でしたが,半径が大きくなるため
結構力がかかるようで,2度ほど,食い込みでとまりました。
写真,黄色丸部分です。
材料は,デンスバーですが,表面がこのチップだとあれますが,
これで,大きめワークを一度に加工できます。
2014-05-25 Sun
ボールねじの換装で使うリテーナーを作るのに,手持ちのフライカッターはちょっと小さいので,80mmの切削ができる
ものを作ることにしました。
材料は,手持ちのSSのプレートをスライスしたのと手持ち
SSの磨き棒16mmを使います。
20mmにスライスした物の高さをつめ,テーパーのついた
穴を開けます。
旋盤を購入したときにセットで購入してあった4つ爪チャックを
初めて使います。
諸先輩のHPを参考にしながら,丁寧に芯を出します。
それほど手こずらないで,1/100程度に調整できました。
複式刃物台は磨き棒のテーパー切削のために2度ほど傾けて
ありますので,そのまま中繰りをします。
磨き棒を入れながら,現物あわせで削ります。

削り終わってみると多少削りすぎで,ちょっとゆるめですが,
何とか,体裁が整いました。

諸兄のHPには詳細な写真等が載ってますので,そちらが
参考になると思います。
チップを取り付ける溝の加工と,端面にRをつける加工が残って
ます。チップは,以前,某オクで,まとめて落札したチップが
使えそうなので,それを使います。
チップを止めるためのネジも専用のものが販売されている
ようですが,取り合えず,キャップスクリューで代用して,
後日,交換します。
2014-05-23 Fri
組み立て終わったので,電池につないで見ました。ところが,LCDに「1」しか表示されません。イモハンダが原因
かと思いハンダ部分を全部再加熱して見ましたが,同じです。
組み立てマニュアルを見ると,VR3周辺を点検すべしとあります。
よく見てもおかしいところはないので,再度,組み立てマニュアル
と熱電対のマニュアルを見てみると,ありました。
熱電対マニュアルでは,
VR3--1MΩ
RT---470KΩ
に変更するとあるのに,本体のマニュアルでは,
VR3---470KΩ
RT---1MΩ
と反対の表記でした。熱電対のマニュアル通りに組み立てたので,
本体のマニュアルのように変更したら,動きました。
マニュアルの間違いでした。
氷水とお湯で,おおざっぱに更正しました。
うまく動いています。

後で温度計と比べながら,正確な更正をしてみます。
マニュアルが間違っていたのでは,動きませんね。
2014-05-23 Fri
焼き入れをしましたが,正確な温度が分かればと思い,秋月電子の温度計のキットを購入,組み立てました。
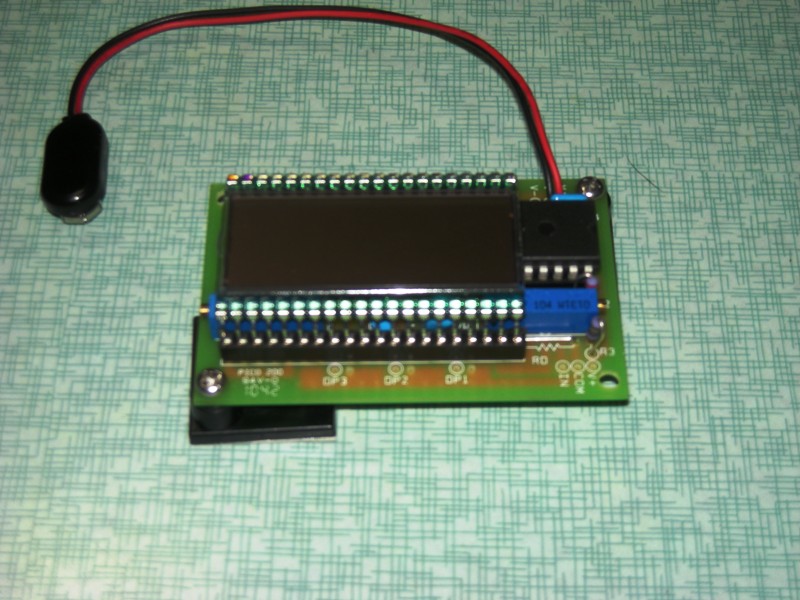
9Vの電池仕様です。
ケースが加工中なので,まだスイッチは入れていませんが,
いくつかの抵抗とコンデンサーをつけて,後は,ICと液晶を
つけて完成です。
ちょっと面倒と言えば,ICソケットを加工しなければいけないので,
そのところだけが,ちょっと緊張しました。
完成後,更正をしなければなりませんが,楽しみです。
熱電対(温度プローブ)の取説には,-200度から1250度まで
測定できるとあります。
2014-05-18 Sun
オフセットセンターのセンター部分の焼き入れをしました。
輝く赤い色が目標でしたが,明るい赤ぐらいまでしか加熱
することができませんでした。バーナー二つぐらいやると
良いのかもしれません。
でも,輻射熱はすごいもので,バーナーのプラスチックのノブ
が熱で,とけてしまいました。(赤色矢印)

ワークは,真っ黒に酸化物?(黄色矢印)がつきました。
この後磨いて,焼き入れしてないものとならべてみました。

右側が焼き入れしたものですが,黒い酸化物が凸凹の凹の部分
に入り込んで,磨いてもとれないので,斑になってます。
鏡面の加工には,ほど遠いです。
耐火煉瓦とバーベキューの鉄板で焼き入れの炉?を組み立てました。
といっても,並べただけですが。

コンクリートなどで,きちんと組んでおくといいのでしょうね。
焼き入れしたのを磨き棒にはめ込み,接着材で固定の予定でしたが,

クランプした時の傷がうまい具合に聞いて,圧入状態になって
とれないので,そのままです。
芯押し台にセットしてみました。ちょうどいいようです。

後は,センターなどの加工精度でしょうか。
練習あるのみですね。
2014-05-18 Sun
今日は,我が家の看板犬のシャンプーを予定していたので,5月の連休からオープンしていたドッグランのプールに行って
来ました。

例によって,一回は自分からプールに入って泳ぐのですが,
後は,おやつでつって,やっと泳ぎます。
今日は,5往復したら,終わりです。

プールサイドで一休みです。
その後家に帰ってシャンプーでしたが,泳ぎとシャンプーで

今は,疲れ果てて,わきで寝ています。
2014-05-16 Fri
20mmの四角の角を落とすのにあれこれ考えたり,やって見たりしましたが,スイベルバイスを使うのが一番のようです。
(加工後の写真)
そこで,いろいろ探しましたが,専用のものは,軽く1万円超えるので,
ホームバイスなるものを3000円で購入しました。
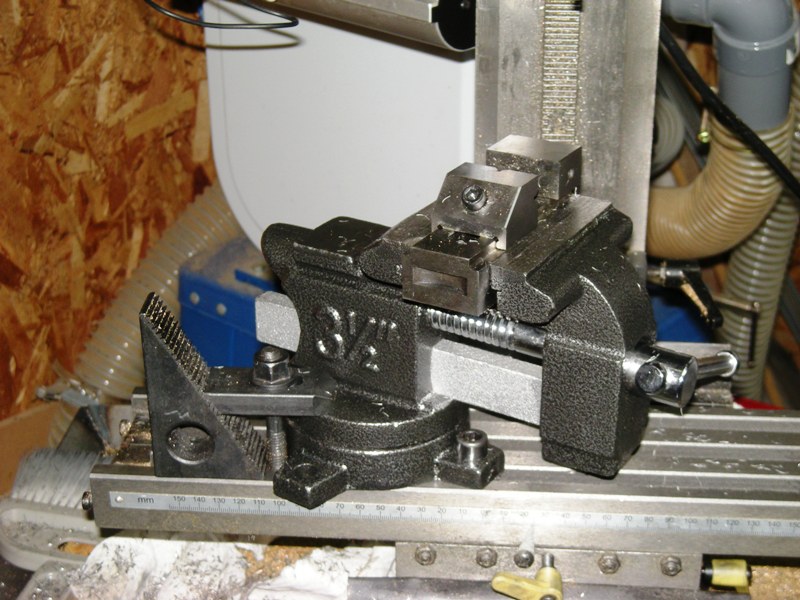
うまい具合にフライスに固定出来ますし,固定ネジをしめてもガタ
が残るので,クランプで締めて使うとちょうどでした。
精密バイスを挟んで使うので,うまい具合です。
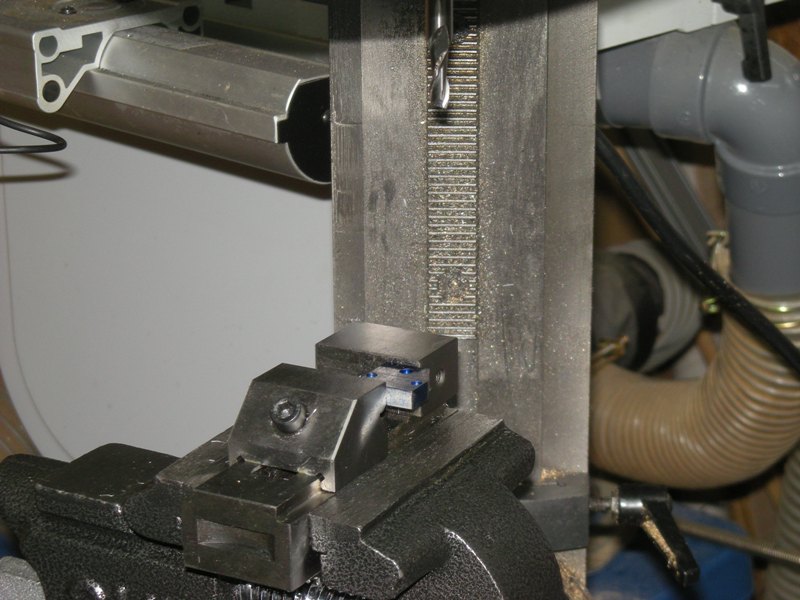
懐が狭くなるので,引きネジのコレットを使って,切削しました。
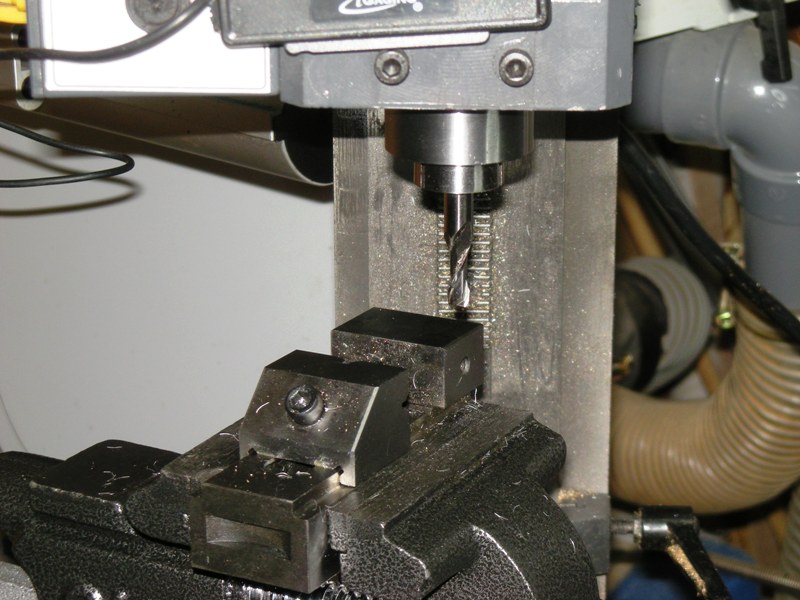
たかだか斜めの加工をするのに,1日かかりました。
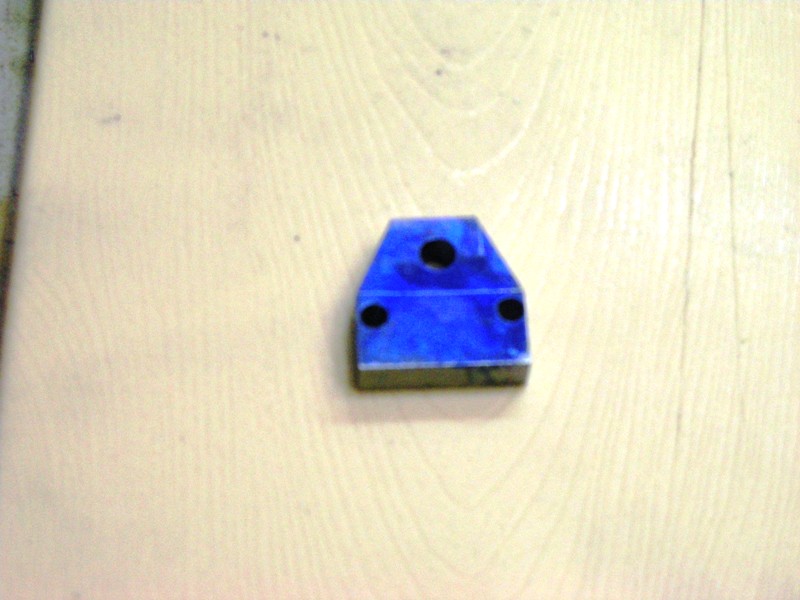
目的のものがやっと完成です。
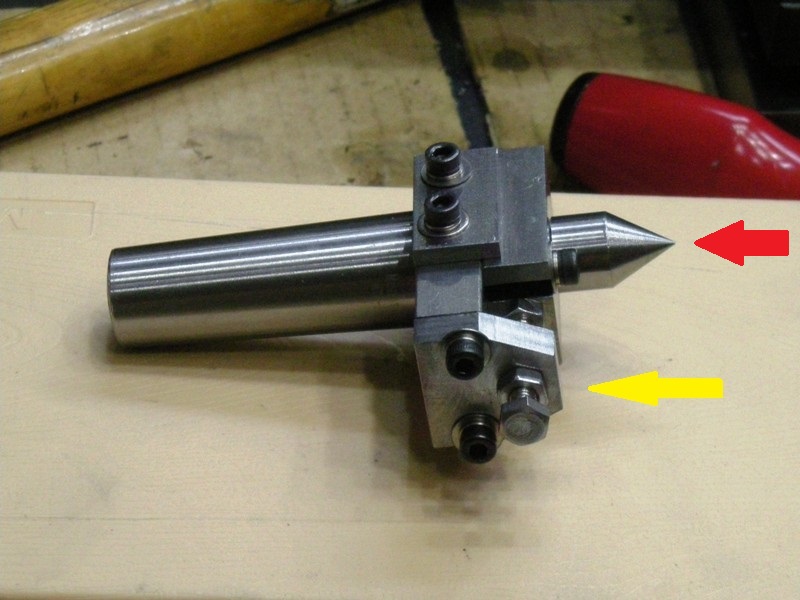
(黄色矢印の部分が組み込んだ最初の写真の部品です。)
完成といっても,先端のセンター部分(赤矢印)を焼き入れの
出来る素材で再工作する必要がありますが。何となくうれしい
です。
2014-05-05 Mon
芝生の植え付けをしてから約2週間。毎日,ドクダミとスギナを抜くのに手こずってます。
3ヶ月ぐらいで50cm間隔で植えた芝生の間にも芝生が生え
るというので,楽しみしてましたが,よく見ると,植えた苗から,
蔓状のものがわきに伸びているのがありました。


こうやって,どんどん新しい株が増えるんですね。
芝生も成長しますが,周りの雑草も伸びてます。
しばらく,草取りもするようです。
2014-04-30 Wed
便利な道具があるんですね。旋盤の主軸のベアリング交換にあたって,どんなグリスを使ったらいいか,同級生の自動車
屋さんに聞いたら,「つめてあげるよ。」ということで,つめて
もらいました。
赤矢印のところにベアリングをセットして,黄色の蓋状のものを
かぶせておすと,
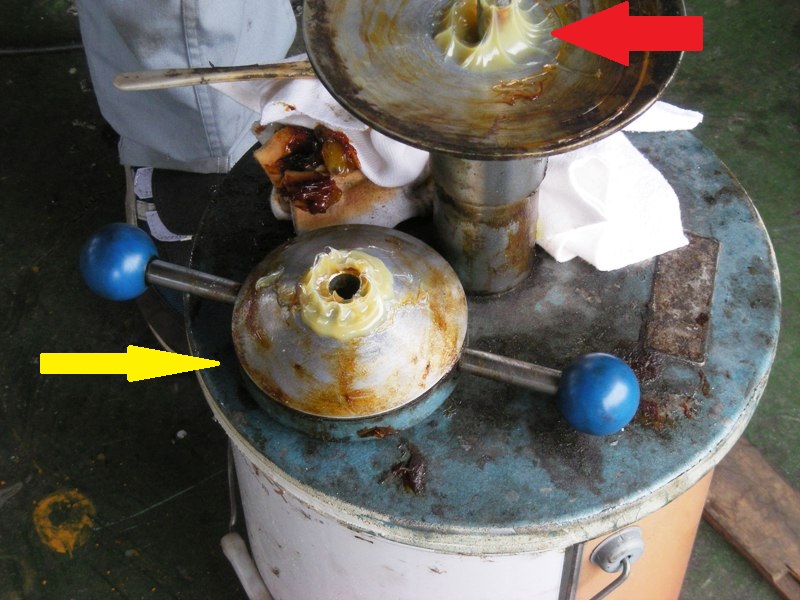
ベアリングのなかにグリスが圧入されます。

見事,グリスがつまってます。
便利な道具があるもんです。
TOP PAGE △