







2014-07-08 Tue
今まで,旋盤の円周方向は,Y軸だと思いこんでいました。
今日,ネットで,たぐってみると,全然違っていて,
円周方向---X軸
長手方向---Z軸
とありました。
どおりで,DROのX軸には,1/2の機能がある訳で,今日,
その意味がやっとわかりました。
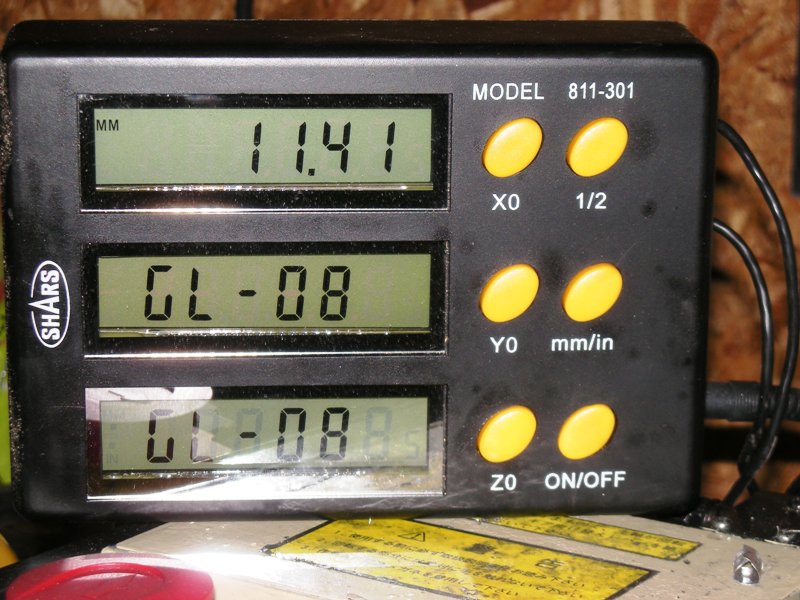
旋盤で,切削すると,切削した数値の2倍,直径が削られるこ
とになります。0.5mm切り込むと,直径は,1.0mm小さくなり
ます。
この意味で,1/2の機能があり,移動量が2倍に表記される
ようになってます。これだと,直径を1mm削るのに,0.5mm
削るという計算をしないで,済みます。
今日も一つ勉強しました。
2014-07-07 Mon
ぶっつけ作業で,固定用の部品を切り出し,旋盤に取り付けました。
セットしてみましたが,

うまくおまりました。ただ,コネクターの取り付け口が下側に来
るようにしましたが,差し込み口がゆるくなっているので,
固定方法を考える必要があります。とりあえず,輪ゴムで
固定してみましたが。
刃物台ももどして,動作を見て見ました。

多少,操作のじゃまになりますが,良さそうです。明日は,コード
を固定して,ねじ切りです。
2014-07-05 Sat
前回までの加工で,芯押し台と干渉するので,DROを取り外してました。横に寝かせてつけていたので,幅をとって,干渉し
てました。今回,旋盤で,ネジを切るのでどうしてもDROが必要
で,あれこれ検討して,縦に取り付けることにしました。
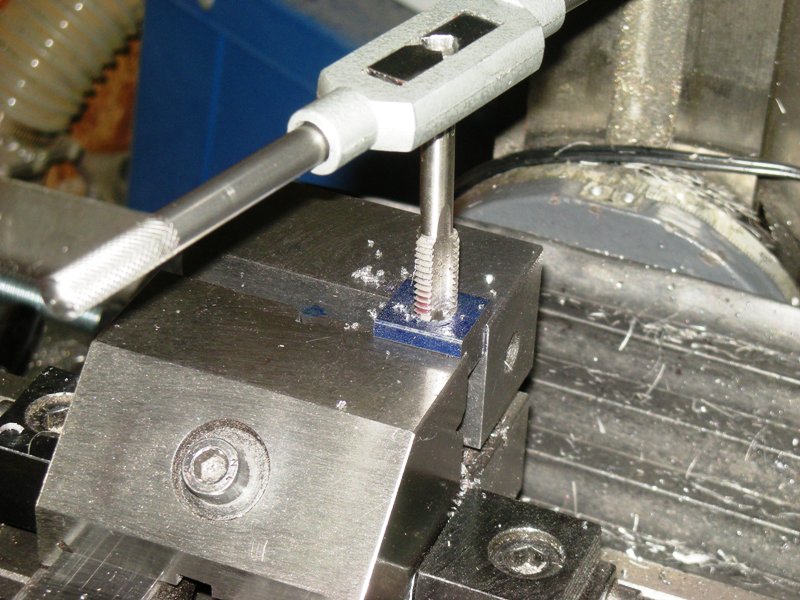
複式刃物台の台座にネジを切って,DROのサポートを取り付け
ます。例によって,DROのサポートは,sable2015で切り出しまし
た。
ネジを切るのに,また,3mmのタップを折ってしまいました。
プールタップで取ろうとしましたが,プールタップも破損。
なくなく,隣に,ネジを切り直して,なんとか完了。

サポートにDROを取り付け,台座に取り付けてみました。
良い具合です。
前回は,表示部を固定して,スケールを動くようにしましたが,
今回は,表示部が移動するように変更しました。
前回は,反対側に表示部があり,切削油等がかかりやすく
なってましたが,少し離れたので,多少かかりにくくなると思います。
この旋盤は,小さいので,取り付けのスペースが狭いので,
苦労します。
本当なら,切削油よけのカバーもつけられるといいのですが,
なかなか難しいです。
ネジを切るには,自動送りを使いますが,クラッチを外せない
ので切削量をDROで確認しながらします。
逆回転でもどす時,バイトがワークに触らないように,Y軸を
手前に移動させますが,切削する時に,前回の切削量プラス
αにするのに,バッククラッシュがあるので,正確にαを決められ
ません。DROだよりです。
スケールの固定用のサポートを取り付けて,完成です。
2014-07-02 Wed
やりたいことは沢山ありますが,やり残しも。今日は,以前「くさびクランプ」を作成した時に,
Tスロットナット用にT字型に切り出した材料が残ってたの
で,今日は,長さをそろえ,10mmのタップを切って,
Tスロットナットを作りました。
10mmのタップは結構力がいりますし,気をつけないと,
斜めに入ってしまいます。タップのヤトイも早く作らないと。

無駄にしないで,Tスロットナットが二つできました。
フライス盤と旋盤を使うようになって,機械の部品が自分で
できるようになりました。フライス盤や旋盤は,本当に
マザーマシンですね。
2014-06-25 Wed
サーボテスターの波形をオシロで見て見ました。今まで,どんな信号でラジコンのサーボをコントロールしているか
分かりませんでしたが,オシロで見て見て,すっきりしました。
左にボリュームを回すと振幅が狭くなり,右に回すと
広くなります。
特別な信号でコントロールしてるのかと思いましたが,
なんと,単に,パルス幅の変化でコントロールしてることが
わかりました。PWMを使ったコントロールでした。
ゆくゆくは,スピンドルモーターもMACHでコントロールしようと
思ってましたが,一歩近づきました。
MACHのスピンドル設定には,よく見ると,PWM制御の項目
があります。多分,ここから出されるPWMの信号をを使えば,
DCモーターの制御も出来るような気がしました。
ラジコンのサーボの信号のPWMのは,
ここ
に詳しくかかれてました。
2014-06-24 Tue
あまり加工精度には影響ないように思うのですが,テーブルとコラムの平行を合わせます。

精密スコヤをコラムにセットして,ダイヤルゲージ数値をみな
がら,コラムの向きを銅ハンマーでたたいて,合わせました。
テーブルの精度なのか,精密スコヤの関係なのか,ダイヤル
ゲージの数値が安定しませんでした。
両端での差が,1/100~2/100に調整しました。
その後,コラムの補強のプレートをもどしました。
コラムとテーブルの平行がでてないと,本体に余分な
力がかかるそうです。
ほぼ調整は終わりましたが,補強プレートの本締め後,
再度,コラムの前後の直角をみて,最終的な調整です。
2014-06-22 Sun
sable-2015のスピンドル作成に使った模型用のブラシレスモーターをコントロールするにあたって,利根川精工の
インテリジェントサーボコントローラーなるものを購入して使って
ました。
これがまた高かった。確か5,6千円したように記憶している。
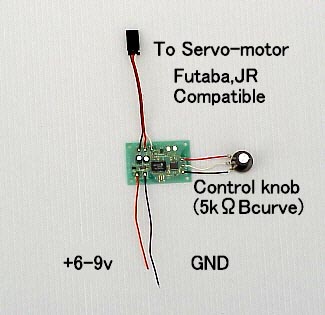
もしやと思い,共立電子から,サーボテスターキットなるものを885円
で購入,組み立てて,モーターに接続動かしてみた。

これがなんと見事に動いてしまった。
電気や模型に詳しいかたなら,当たり前のことなのかもしれな
いが,ブラシレスモーターを動かすのにあれほど苦労していたの
が嘘のようだ。
ESCと呼ばれるアンプを作るには,プログラムを含めて技術
と知識がいるように思うが,ESCにパルスを送れば,モーター
を動かせるので,パルスさえ発生させれば,コントロールで
きることがわかった。
パルスを発生させるだけなら,ハードルは高いが,それほど
難しくは,ないかもしれない。
あとで,サーボテスターからのパルスをオシロで見て見よう
と思う。
それにしても,知らないとは,恐ろしいものだ。
分かっていれば,はじめから,サーボテスターを
使っていたのだが。
2014-06-21 Sat
コラムの調整が終わりましたので,ハウシング(主軸)の調整をしました。ハウジングとマウンターの間に,フィラーテープを
入れて,調整しましたが,0.08mmのフィラーテープで前後
の転びが1/100程度におさましたました。
ハウジングの左右の傾き(首振り)は,ハウジングとマウンター
の連結ボルトの一本だけしめて,後は緩めておきます。

そのままコラムにつけて,プラハンで傾きを調整しては,一番上に
もっていって4本のボルトの2本をしめて調整しました。

調整が終わって,3本のネジが閉まりますので,ハウジングを
取り外して,締めてない1本のネジと,後から締めた2本と,はじめ
に締めておいた1本のネジを締めまししました。
ハウジングの傾きは,前後左右とも,
1/100程度(てこ式ダイヤルゲージの半径8cmぐらいの範囲)
に調整が終わりました。
私のX2互換機は,ハウジングの前後左右の調整機能がついてない
ので,調整に足かけ,3日ほどかかりました。
これで,以前よりは,精度よく加工ができると思います。
明日は,テーブルとコラムの平行を調整します。調整後,
補強のプレートを元通りにします。
2014-06-16 Mon
部品を作るにあたって,フライカッターで,表面をならし,両端で厚さを測ってみると8/100程度約0.1mm程度
の狂いがありましたので,以前から気になっていたフライス
の調整をします。
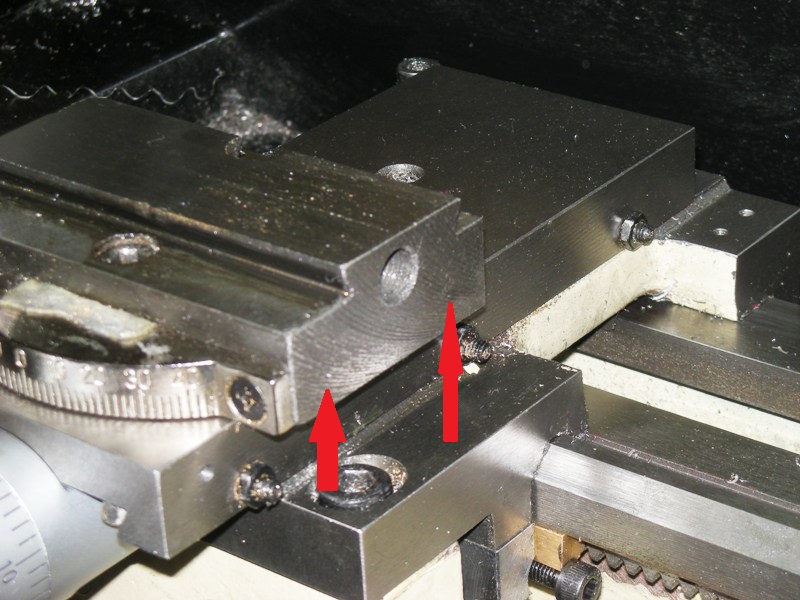
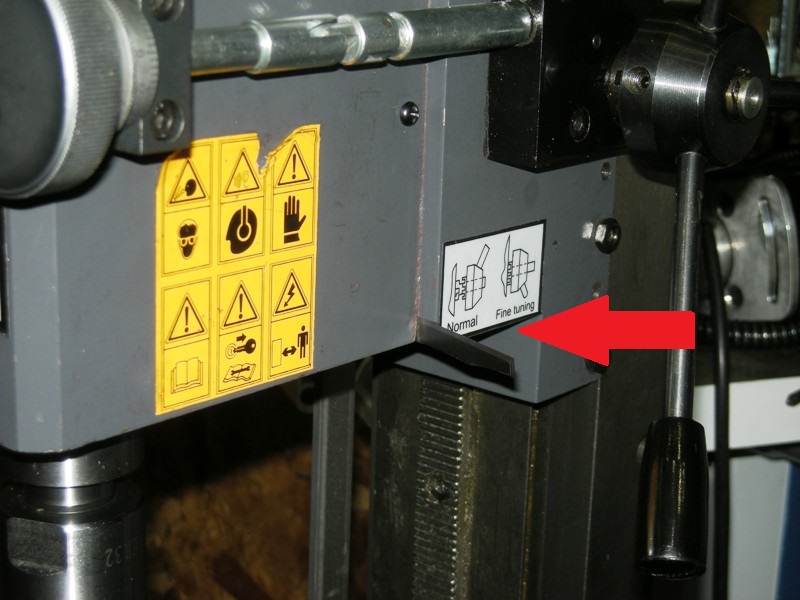
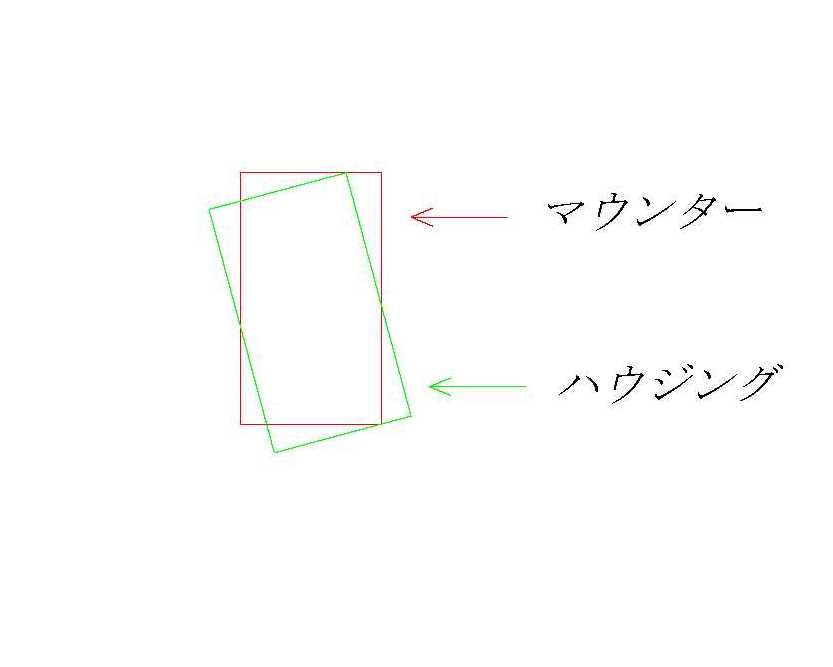
私のX2互換機は,
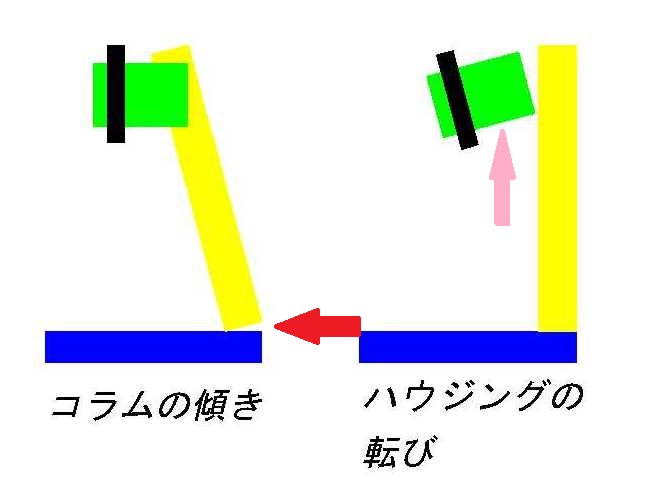
前後方向で,コラムが傾いていて,ハウジングの転びも
あります。
コラムの傾きは,赤矢印にフィラーテープを入れて,調整します。
ハウジングの転びは,桃色矢印のハウジングとマウンターの
間にフィラーテープを入れて調整します,
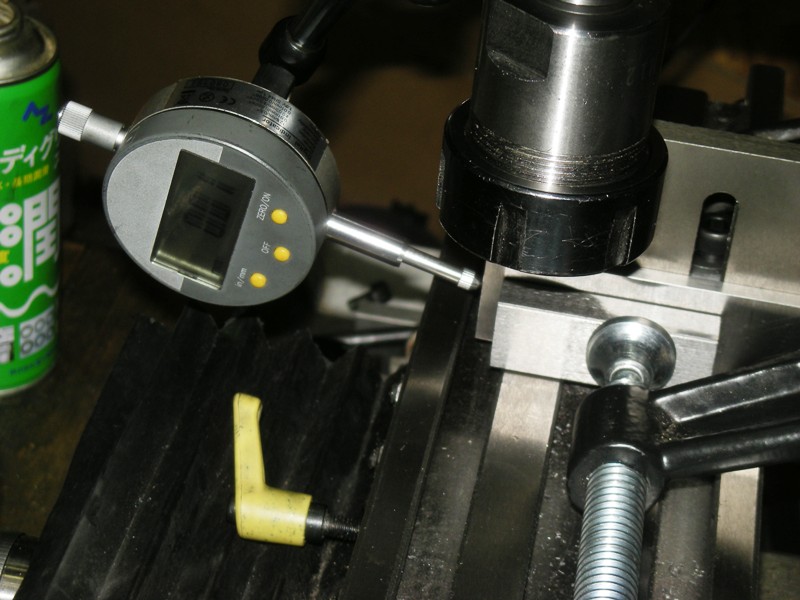
コラムの前後方向では,15cmの精密スコヤの上下で,
約0.17mm程度,お辞儀をするように傾いています。


0.05mmのフィラーテープを2枚入れると,コラムがおきすぎる
ようです。
コラムの固定する場所を見て見ると,「キサゲ」ではなく,
タガネで傷をつけたようなところが2カ所あります。
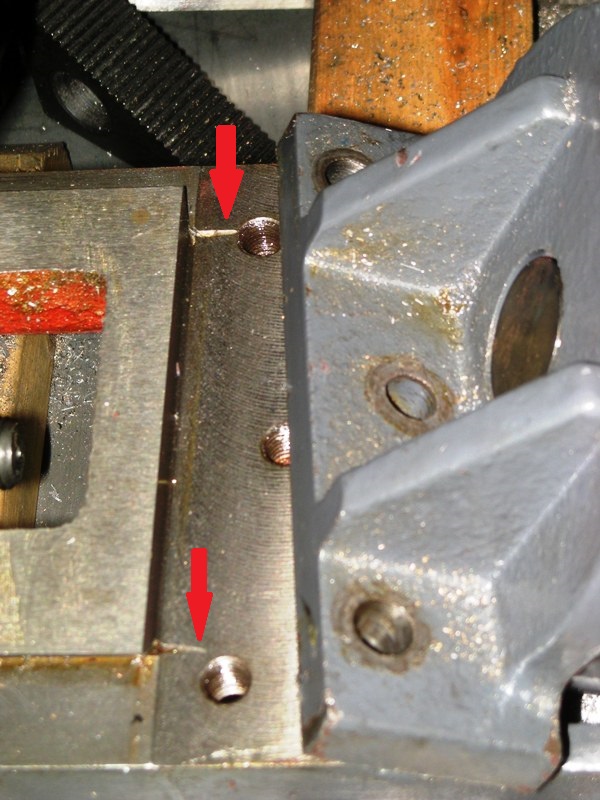
きっと組み立ての過程で,コラムの傾きを起こすのに加工
したんでしょうね。
0.05と0.01のフィラーテープで調整します。
本当は,「キサゲ」等の加工ができると確実
なんでしょうが。
調整後,約0.01mmまではおいこめました。
調整は,微妙で,0.01mmのフィラーテープを入れるかい
れないで,違いがでてしまいました。また,コラムの位置に
よっても違いがあります。
全部調整し終わってから,コラムの傾きは再度調整する
必要があるかと思います。
明日は,ハウジングの傾き,調整します。
2014-06-13 Fri
スピンドルのベアリングをオリジナルから,テーパーベアリングに交換しました。結果,切削しながらZ軸を下げた時の
ガタ(異常振動?)がなくなりました。
組み立てながら,細部の調整をすることにしました。

精密スコヤで,主軸を上下させ,コラムの直角を見ています。
これは,すんなり,調整できます。

ハイス丸バイト(6mm)を咥えて,これまた,主軸を上下させハウ
ジングの左右の傾きを見ています。結果,正面からみて,
ハウジングが,やや左に傾いています。さて,どうやって調整
したもんか,思案してます。
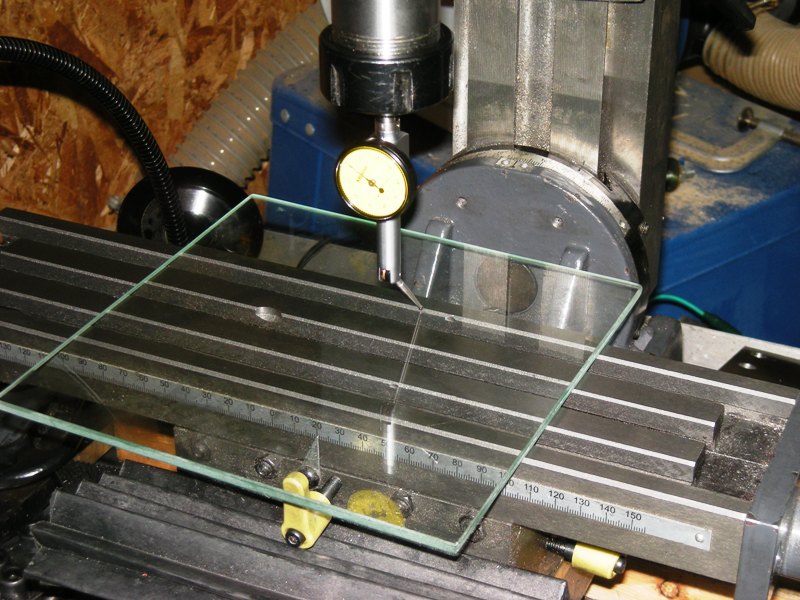
ガラス板をしいて,スピンドルを手で回転させ,コラムの前後の
傾きを見ています。これは,以前から,前に傾いていることが
分かってましたので,思い切って調整することにしました。
それにしても,ハウジングの傾き,どうやって調整するか,
頭いためてます。私のフライスは,マウントとハウジングには,
ノックピンが使ってなくて,ボルトだけの固定ですので,
接合方法とボルトの締め方によって,傾きがでます。
TOP PAGE △