









2015-02-11 Wed
SmoothStepperはやはり、優れものでした。あれこれ、悩みましたが、きちんと、PWMの信号が出ていました。
あの大きさで、ポート2.5個分ぐらいのインターフェースを
もっているのですから、しょうしょう高めでも納得です。
========================
でも、パラレルポートって、どうなんでしょうか。もう、そろそろ
時代の遺物の仲間入りでしょうか。もともとは、プリンター等
のインターフェースですし、今では、プリンターは、USBで、
パラレルポートは、使いませんから、パラレルポートの用途は
特殊なものになりつつあるような気がします。ネットで検索
すると、まだあるようですが、需要は、あるのでしょうか。
=========================
結局、SmoothStepperからのPWMの信号を確認できなかった
のは、初歩的なMACHの操作ミスでした。
今回も諸兄のHPをみながら、設定をしました。私の設定は、
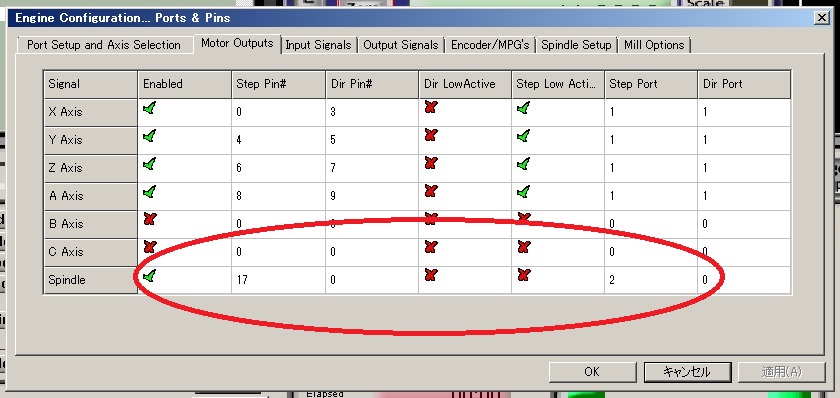
で、出力をSmoothStepperのポート2の17ピンに割り当てました。
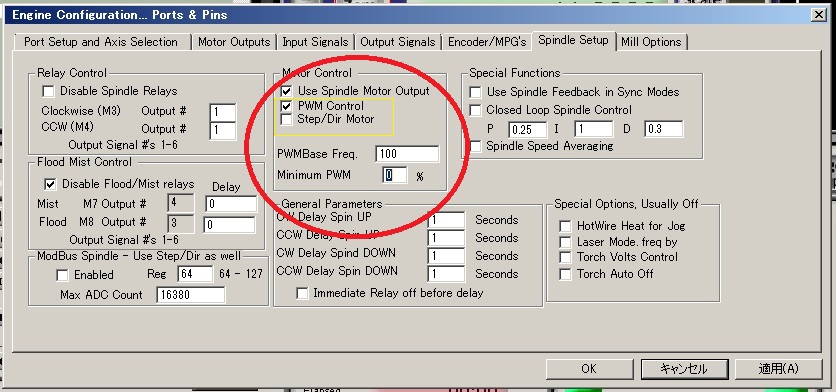
PWMを選択して、PWMBaseFreqを 100にしました。
PullySelectionを、
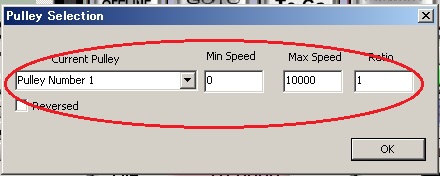
のように設定し、SmoothStepperのUSB SmoothStepper Configを、
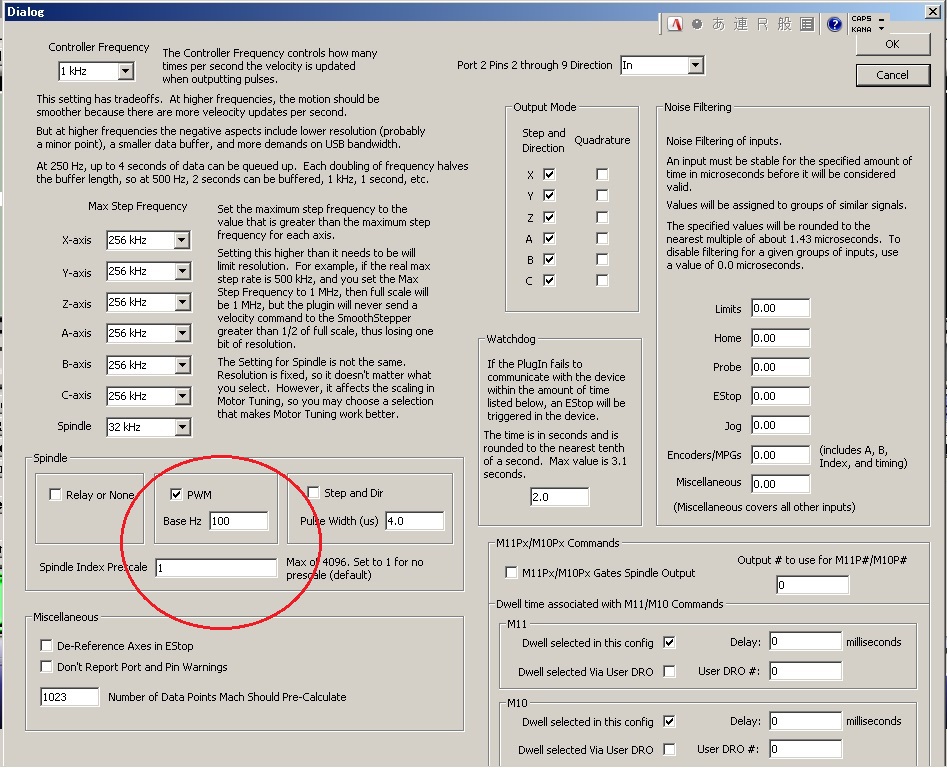
のようにしました。Base Hzがここにもあるので、SpindleSetup
の数値と一応そろえました。
この設定で、MACHのエラーもでなくなりました。
PWMの信号が確認できなかったは、出力するための、
Spindle Speedに希望の回転数を入力しないで、操作したから
でした。ここで、はまったようです。
設定を済ませた後、Spindle Speedをクリック、数値を入力リターン、
F5(Spindle CW F5をクリック)で、あっけなくパルスが確認
できました。
たくさん参考になるHPを諸兄が作ってあります。
ここや、ここ(11ページ~13ページ)、
を参考にしました。
全部のピンを確認した訳では、ありませんが、Ports and Pin
の設定で、PWMの設定をするのに、ポート1を選んで、Step
だけの設定をして、Dirの設定を0のままにしておっくと、MACH
に設定をしてくださいと怒られてしまいます。ポート2だと、そのま
ま通ってしまいますので、もしかして、SmoothStepperは、Spindle
の設定で、ポート1は考えてないのかな、と思いました。
基本周波数の設定やらプーリーの設定やら、意味が分からず
に設定しました。システムに見合った設定できるように、また、
勉強です。
2015-02-06 Fri
パルスジェネレーターの出力をオシロに入れてみましたが、メーカーサイトを見ると、いくつかの種類があるようです。
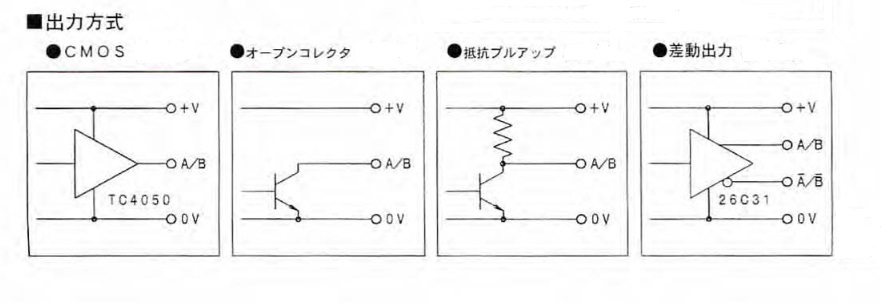
プルアップしなくても、出力がでたので、オープンコレクタで
はないのかな。CMOSかプルアップの出力なんでしょうか、
この辺は、ちょっと分かりません。詳しい方は、きっと、すぐ
分かるのでしょうが。
2015-02-05 Thu
思わずポチってしまいました。安くでていたパルスジェエレイターが目にとまりました。


100パルス/一回転のもののようです。早速、オシロに入
れて遊んで見ました。
クリックの数に応じて、パルスがでます。
今回は、A相だけオシロに入れましたが、B相も一緒に入れると

回転方向に応じて、A相とB相のずれが観察できるはず。
後日、確認してみたいと思います。
2015-02-03 Tue
SmoothStepperをケースに入れるにあたって、将来のバージョンアップ?にそなえて、ポート2のインターフェース
の基盤(たんなる変換)を作りました。
でも、やってしまいました。左右を間違えて、しまいました。
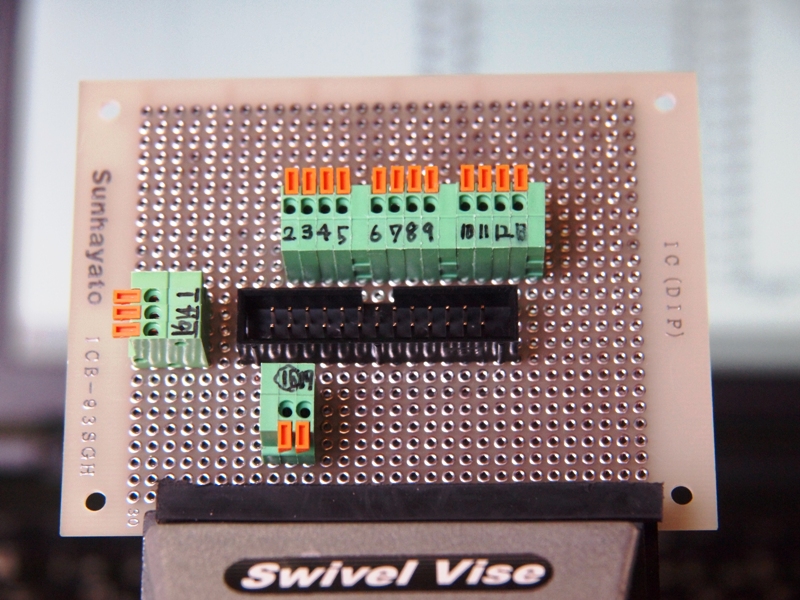
気をとりなおして、作り直しです。
難しいことはわからないので、取り合えず、プルアップできる
ように、抵抗もいれておきました。
2015-02-02 Mon
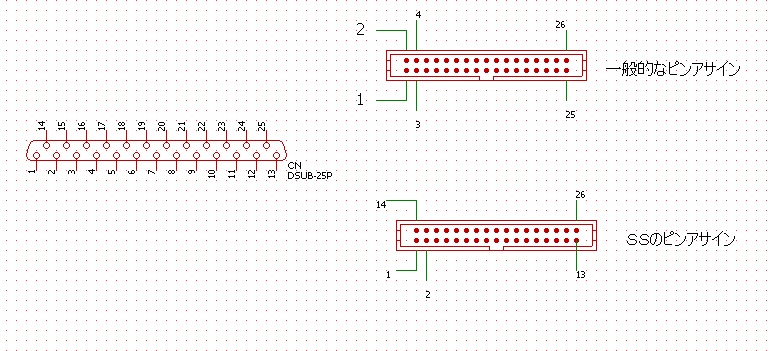
SmoothStepperのポート2のPINアサインを調べていました。ヘッダーのピン番号は分かりましたが、機能について今い
ちでしたが、MACHのフォーラムで、
「Same as the parallel port, 1, 14, 16, 17」の書き込みがあ
りました。パラレルポートと一緒なんですねえ。パラレル
ポートの入出力は、ここ
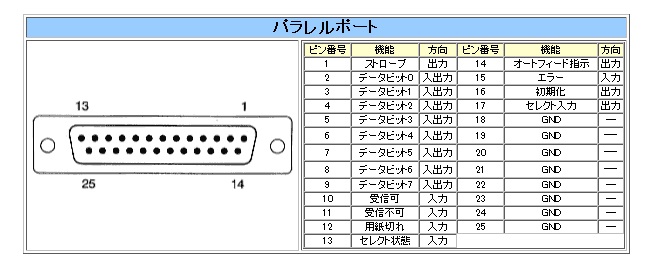
にありました。
これで、諸兄がインターフェース基盤で、PINをいくつかの
グループに分けていたのと、PIN1には、入力していなか
た訳がわかりました。
諸兄は、多分次のように、グループ分けしていたと思います。
X2----2ピンから9ピン
X3----10ピン・11ピン・12ピン
X4----16ピン・17ピン・18ピン
X1----1ピン・14ピン・15ピン
JP1----19ピンから26ピン
パラレルポートのピンアサインと比べてみて、やっとその意味
がわかりました。
パラレルポートでは、18ピン~26ピンまで、グランドに
落としてるようで、多少違ってるようです。なぜ、ちがうのか
は、分かりませんでした。
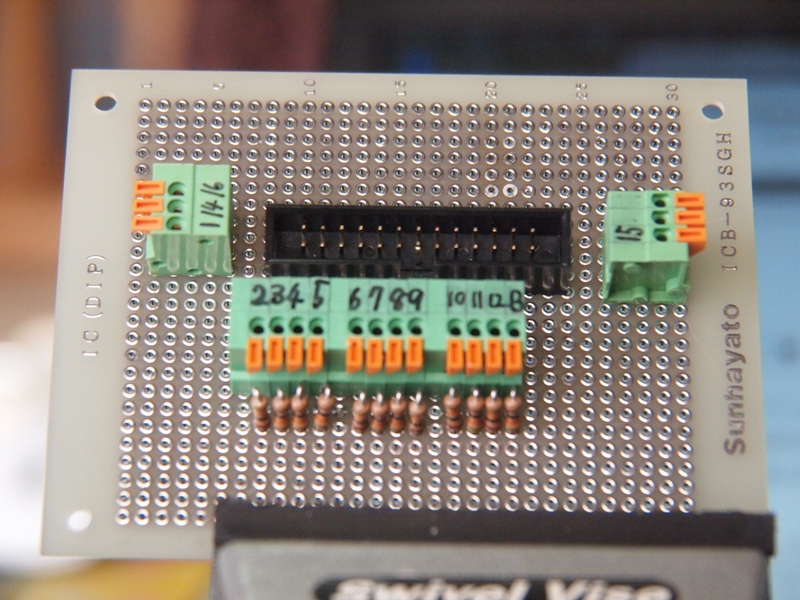
まあ、このパラレルポートのPINアサインにしたがって、
インターフェースボードを作ります。
2015-02-02 Mon
26PのフラットケーブルのヘッダーをDSUB25Pのコネクターへの変換ケーブルを作成します。
といっても、片側にしかコネクターのついてないケーブルに
DSUB25Pのコネクターをつけるだけです。

圧着は、今回は、しません。
PINアサインは分かてるので、間違えないようにハンダ付け
です。
準備として、25本の端のビニールを剥きます。

皮を剥くのに名前がよく分からないのですが、細い線の
ストリッパーを使います。

ドイツ製のようで、とても高かったですが、細い線には、最適で。
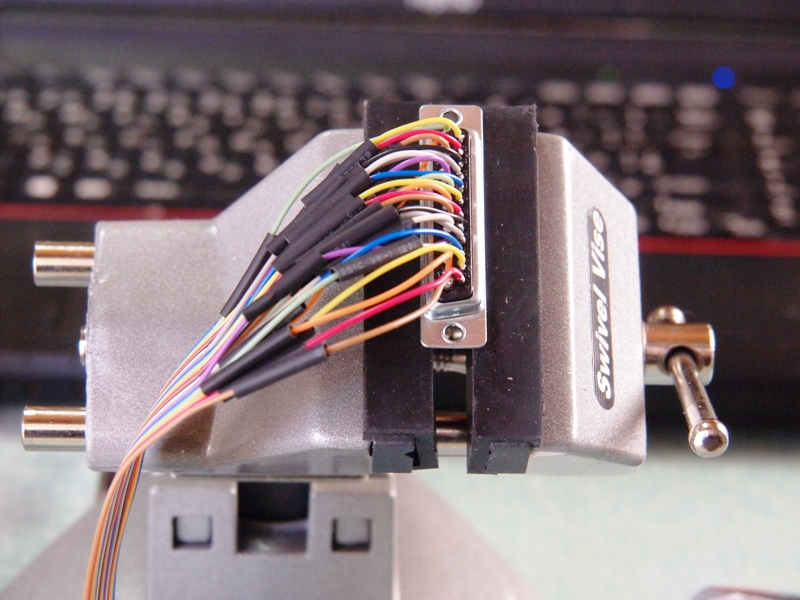
DSUB25Pはベアリングのついでがあったので、MonotaROから
の購入です。
DSUB25Pをスイベルバイスに挟んで作業です。
SSのフラットケーブルは、
1
14
2
15
3
16
4
・
・
・
のようになっているので、一本おきに1~13PINを
DSUB25P上に、残りを順番に下にハンダ付けで
す。次のようになります。SmoothStepper、イーサネット盤
マニュアルより引用しました。
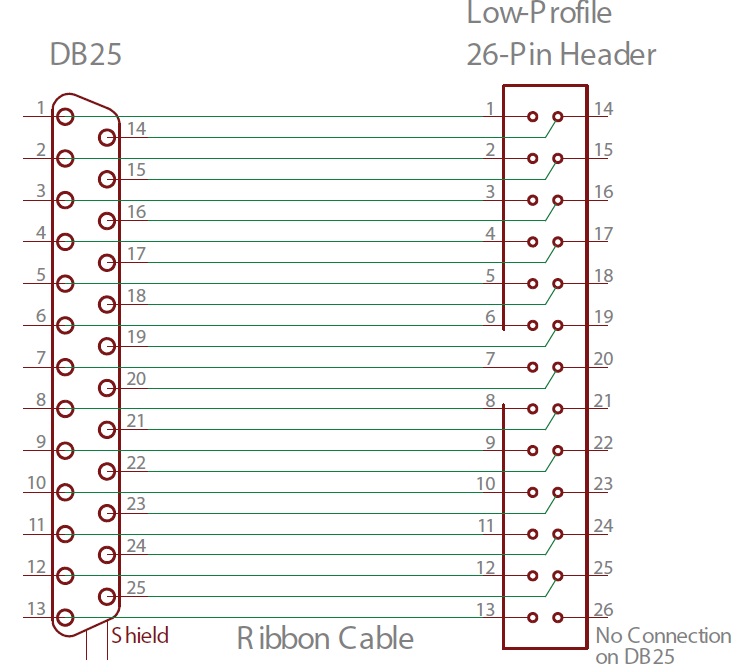
26PINは、接続しないので、途中でカットです。
この後、フラットケーブルのインターフェース(ただの中継)
基盤をつくります。
その基盤を使って、結線をテスターで、確認です。
2015-01-31 Sat
SmoothStepperをテストしました。SmoothStepper
↓
S○CさんのCNC基盤
↓
キ○ッシュさんからの2相ドライバー
↓
キ○ッシュさんからのステッピングモーター
の接続で、iphonの手パでコントロールしました。
SmoothStepperには、動いているようですが、私のPCでは、
多分グラフィックドライバーの負荷がおおきいのだと思いますが、
動作中にPC画面を動かすと、MACHが止まってしまいます。
とりあえず、USB経由で動かすめどがたちました。
パラレルポートのあるPCを探さなくもよくなりました。
イーサネット経由のSmoothStepperはどうなんでしょうか。
PCへの負荷は、USBよりかるいんでしょうかね。
2015-01-30 Fri
SmoothStepperを購入してしまいました。ネットで検索してたら、日本の代理店?らしきところがあったので、そこから購入しま
した。試運転するにあたって、CNCのコントロール基盤と接続
するのに、フラットケーブルが必要でした。SmoothStepperと
一緒にフラットケーブルを購入しましたが、片側にしかコネク
ターがついてなくて、試運転ができませんでした。

ネットで検索したら、26ピンのフラットケーブルが、
秋月電子にあったので、急遽代引きで購入しました。
本体150円、送料と代引き手数料あわせて、
900円オーバー。高い買い物でした。
試運転は無事終了しましたが、SmoothStepperの基盤をケース
に入れるにあたって、26ピン→25ピンの変換コネクターが必要
です。アメリカの本家には、あるのですが、日本にはないようなの
で、自作するようですね。
CNCのコントローラーには、幸いSmoothStepper接続用の
ボックスヘッダーがついているので、回路図やらなんやら
で、ピンアサインを調べました。SmoothStepperのボックス
ヘッダーは、D-SUBのヘッダーに順じているようです。
これまた諸兄のHPを参考しながら作成します。
2015-01-29 Thu
アプリが1.5野口英世ということで、多少ためらってましたが、思い切って、購入、遊んでみました。
アプリは、なんなくインストールできて、設定も簡単でした。
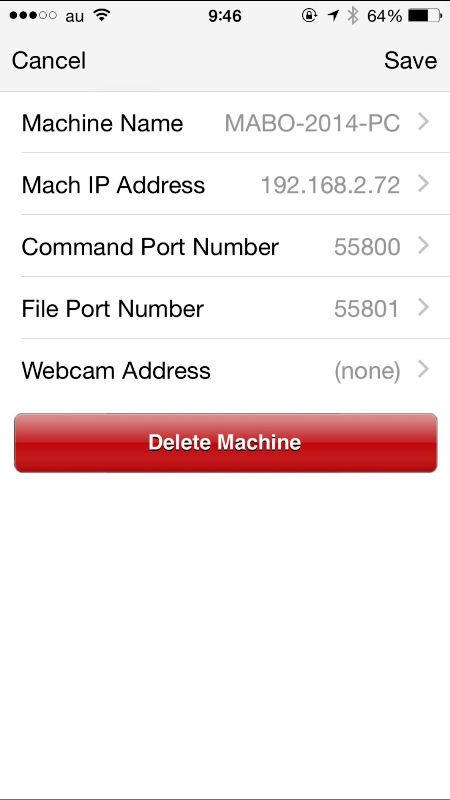
ただ、iPhoneの手パは、WiFi経由なので、家で使う場合、
無線LANの設定がすんでいること、それから、Mach3を動か
すPCのIPアドレスが、固定でふってあることが必要だと思
います。インストールすると、
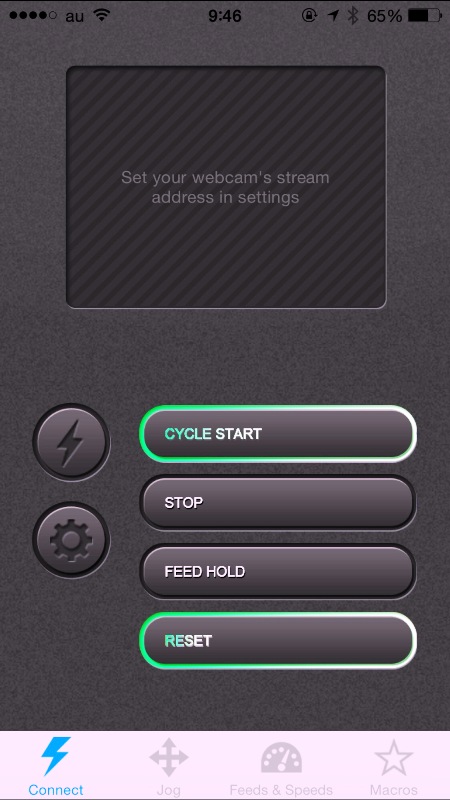
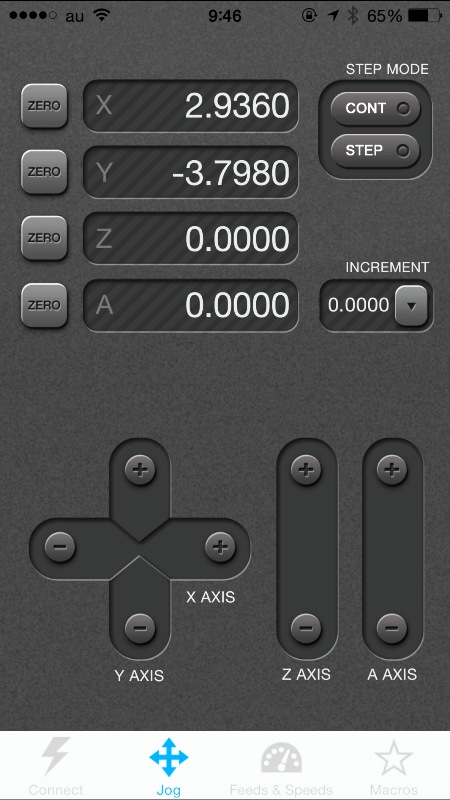
の画面でMachが操作できるようになります。
アンドロイドの手パのアプリもあるようですが、操作画面が
ダサイ感じで、プレビューの評判もいまいちのようです。
インストールがすんだら、PCのIPアドレスを設定して準備
完了です。
iPhone側は、簡単ですが、PC側がちょっとてこづりました。
Mach Pendantというソフトをインストールしますが、
インストール終了後、WINDOWS7やVISTAでは、
Mach Pendantがインストールされるホルダーに移って、
Mach3RegistryFix.reg
をダブルクリックしてレジストリーの追加が必要なようです。
さらに、これでもうまくいかないようなら、デフォルトの設定を
変更していないのなら、55800と55801のポートをひらい
てあげることが、ファイヤーウォールの関係で必要かもしれ
ません。開き方は、諸兄がたくさん書いてますので、ふれま
せん。
このMach Pendantのソフトを走らせて、Mach3を立ち上げ
て、iPhoneをアプリからコネクトするとiPhoneから操作がで
きるようになります。
ただ、肝心なのは、Mach3を右クリックから、管理者として
起動しないと、Mach PendantがMach3を見つけられない
ようです。私は、これで、はまりました。
それから、Mach Pendant、をインストールすると、デフォルト
で、スタートアップにMach Pendantのショートカットが作成
されて、WINDOWの起動で、実行されてしまうので、私は、
手動で起動できるように、スタートアップのショートカットは、
削除しました。
2015-01-29 Thu
さて、仮想手パですが、どうしましょうかね。「軸」の選択と「ステップスピード」の選択、二つのロータリースイッチで、
構成するようですね。
(追記 12番が結線していませんが、結線して、OFF
の位置にするようでしょうね。)
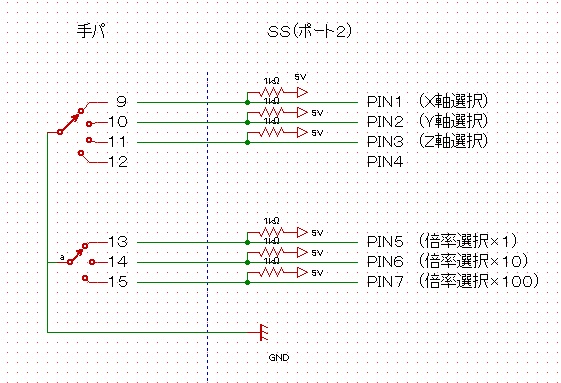
こんな感じでしょうか。
さて、問題のTRIGの割り当てですが、疑問点がまた一つ。
諸兄の割り当てでは、PINの一つに、
204:Jog mode Continuous
を割り当ててます。このピンから、移動することで、
327:Select MPG jog mode
に設定して、なおかつ、
185:Select X for MPG 1
この辺が疑問ですが、一つのピンにとりあえず3つ割り当てます。
の設定で、X軸を選ぶようになって、ます。
とりあえず次のように割り振って見ます。
Trig PinNo. OEMCode SWポジション
#1
(same as button 276)
#2
#3
#4
#5
(間違いの訂正です。)
#6
#7
#8
mode = do single eaxct steps
#9
mode = Velocity
実際の設定画面では、
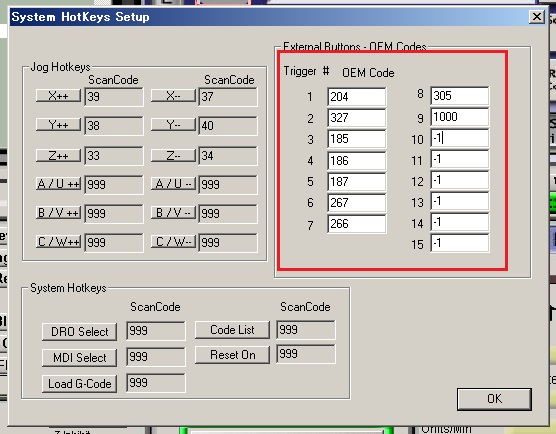
でOEMCODEの割り付けをして、
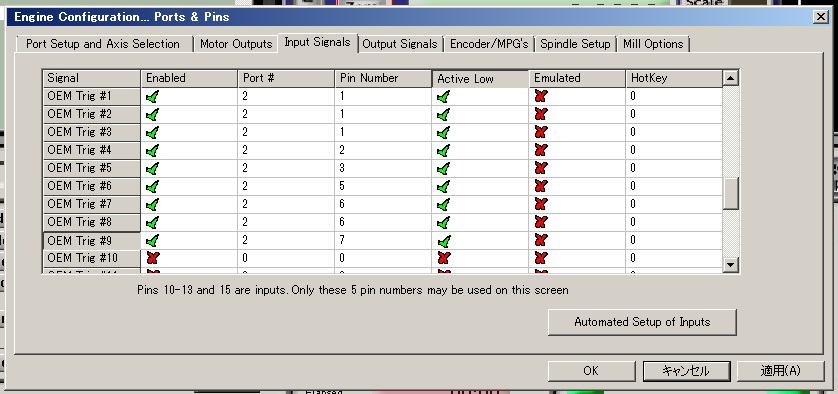
な感じで、ピンの割り付けでしょうかね。
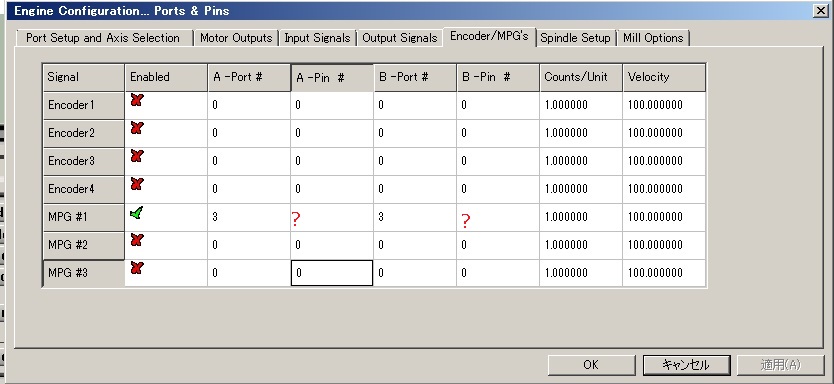
<<追記 2015-6-1>>
大事な設定を忘れていました。ポート3の
ENCORDER/MPG7’sの設定です。ここで疑問。
+A相・+B相の設定はできそうですが、-A相・-B相の設定
方法が分かりません。
それにマニュアルには、ポート3のピンアサインが、
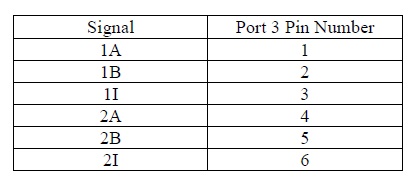
とあるだけで、-2A相・-2B相の記載がありません。
<<追記終了>>
疑問点は残りますが、手パを接続する方法と、MACHの設定
がおぼろげながら見えてきました。
改めて、諸兄は、すごいなあと思います。
TOP PAGE △