







2015-04-11 Sat
大先輩ともいえる方の書き込みがあり、チャックの硬爪の調整についてのアドバイスをいただきました。
早速、治具を作りました。

写真のように、出っ張りをつけたドーナツ状のリングです。
チャックの先端を削り、そこに咥えます。
先端が開く形で咥えられますので、矢印の方向に、
リューターの砥石を出し入れします。
これでやってみたいと思います。
テーパーベアリングに交換して、ついでに、ジブの調整を
しました。
食い込みは、すくなくなりましたが、回転数を上げると、ある所
ビビリというか振動と音が激しくなります。旋盤のヘッドにのせ
ておいたものが落ちるほどですから、旋盤全体が共振してしま
うんでしょうね。しっかりした台に固定すると振動もなくなるんで
でしょうか。
ある方は、かなり、がっしりした台を作られていました。
できた治具の切削面を見ると、鏡面には、
ほど遠いです。
2015-04-11 Sat
結構おもしろいものがあるので、ネットサーフィンはよくして
たのですが、中華製ということと、支払いがクレジットカード
ということで、ためらっていました。
ほしいものがあったので、思い切って、購入しました。

輸送中に破損したり、送料無料とあるのにそうでなかったり
と,話題に事欠きませんが、7.45$ということで、140円で
換算しても、1000円強なので、購入してみました。
軸径が3mmということで、咥えられるのが、0~3.5mmということ
で、ドレメルの1/8径の物が、手持ちの3mmエアリューターで
使えるようになります。
1/8対応のエアリューターがあることはあるのですが、値段が
高いのです。
2015-04-10 Fri
あれこれやていますが、どこかのHPで見かけたミニ改造です。
なんのことはない、チャックの取り付け用のスタッドボルト
をちょっと削っただけです。

スピンドルのフランジとハウジングの間がせまくて、チャック
の取り付けに手間取ります。
手間取るのは、ナットをボルトにねじ込む最初です。
なかなかねじ込むことができず、その間に、ナットを下に落とし
たりします。
少し削っておくことで、ナットをボルトにすぐに通すことができ、
ねじ込むのもスムーズにできます。
2015-04-09 Thu
LITTLEMACHINSHOPでは、ほぼすべての部品がそろってるので、フライスや旋盤をいじるのに、部品をよく購入してます。
ただ、原産国は、多分中国のような気がします。
フライスの微動ダイヤルを一回り大きくすするのに、部品を
購入しました。
ダイヤルの六角ネジがハズレなくなってしまって、ダイヤル
を外せないので、そのまま入れ替えるのに、ユニバーサル
シャフトの固定の部品も購入しました。
取り替えてみて、なんかおかしいこ気付きました。ボルトの
長さが足りないのです。よく見てみると、キャップボルトの首上
の部分の座繰りが、なんと反対側にしてありました。
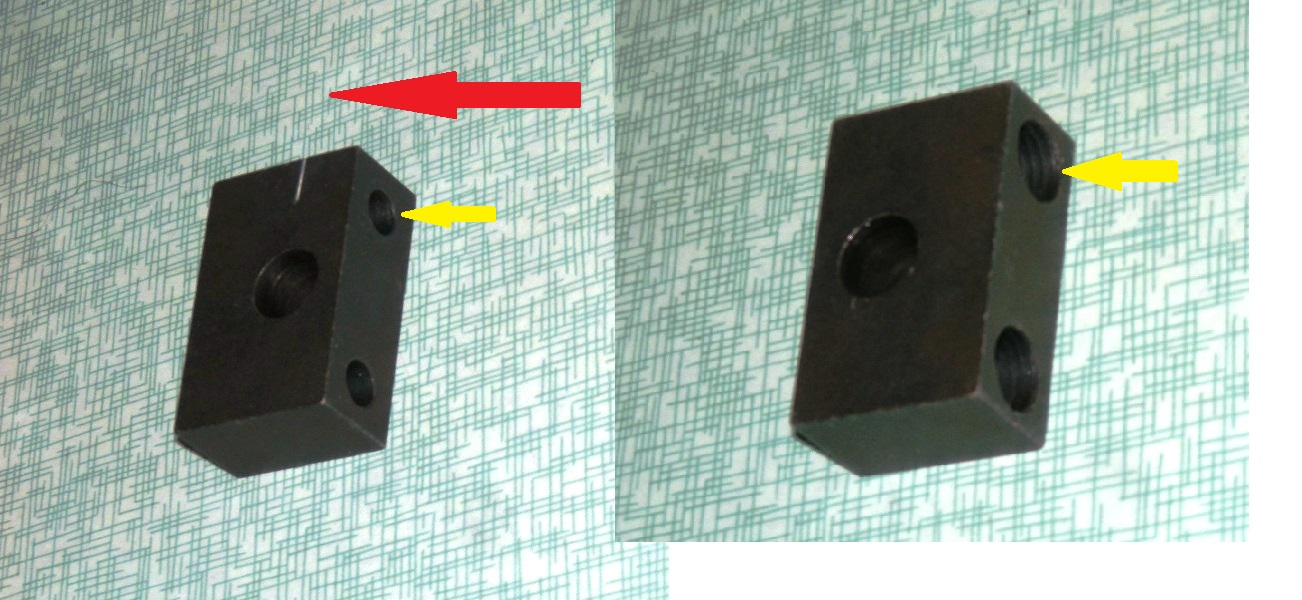
赤矢印がフライス側になりますが、座繰りがしてありません。
この部品を裏返して撮ったのが右の写真です。座繰りがこちら
側にあります。
こんなこともあるんですねえ。
自作すればいいんでしょうけど、採寸やら、加工やら面倒なので、
注文したのですが。
さすが、中国製です。
仕方がないので、ユニバーサルシャフトを切断して、今までの
部品を使えるようにしました。
一応メールで、その旨だけLITTLEMACHINSHOPに連絡
しました。
2015-04-07 Tue
○易から購入のAタイプの旋盤でしたが、チャックの爪もハズレだったことは以前に書きました。
ネットで調べると、唯一YUSAさんのHPに硬爪の調整の
方法が書いてありましたので、まねをしてやって見ました
が、ワークを斜めに咥えるようになってしまいました。
手がかりを求めて、HPを探しましたが、ユーチューブで、
研磨の様子を発見しただけで、後は、メーカーの生爪の
加工の記事があっただけのようでした。
斜めに咥えるようになったチャックを修正すべく、あれこれ
考えてみたいと思います。
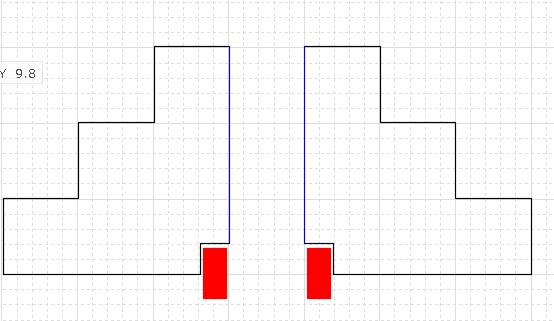
写真のように、爪の下部を削って、円筒形の駒を咥えて、
エアリューターで青線の部分を削りました。
YUSAさんの場合と根本的にちがったのは、チャックの遊び(ガタ)
の多さのように思います。YUSAさんのは北川のチャックで、
私のは中華製です。
手持ちの北川のチャックの爪には、ほとんどガタがありませ
んが、中華製のは、かなりのガタがあります。多分、このガタ
のせいで、遊びの分だけ、
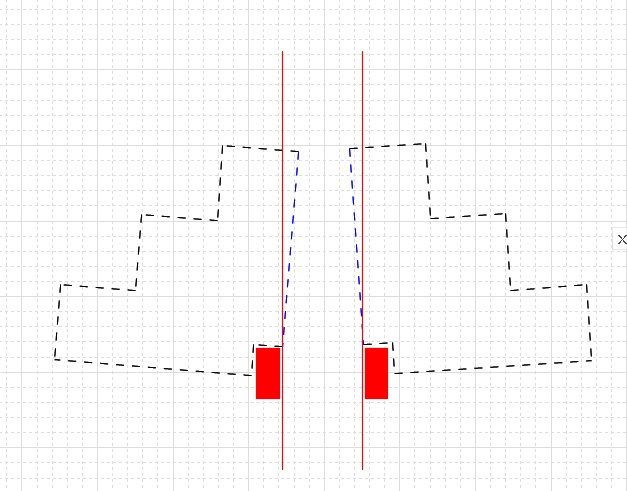
写真のように傾いてしまったんだと思います。そのため、
研磨した後は、
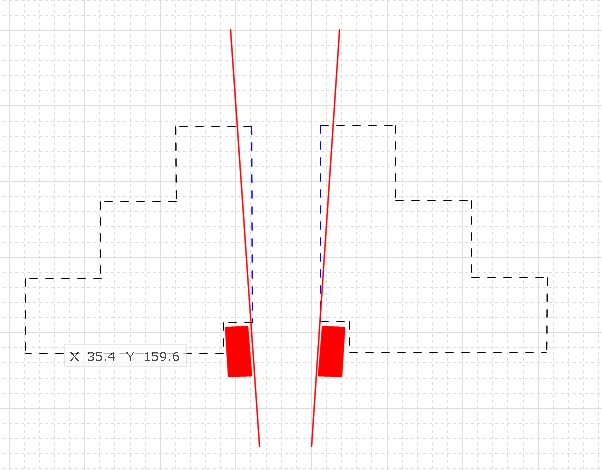
のように、先が開くかたちになったんだと思います。
3本の爪のガタが同じでないため開き方に差ができて、
斜めに咥えるようになったんだと思います。
生爪の研磨の治具を販売しているメーカーの記述にも、
爪の下の方だけで咥えると、傾いてしまうというような
記述があったような気がします。
さて、どうしたもんか、あれこれ考えながら、やってみたい
と思います。
2015-04-04 Sat
テーパーベアリングへの交換が終わりました。今回は、4つ爪チャックにリニアシャフトを咥え、芯出しをして
から、平行合わせの調整をしました。水平方向は、狂い
がありませんでした。

ヘッドとベッドの間に、今回もフィラーテープを使って、調整
しました。
目標は、1/100のダイヤルゲージで、分からない程度
でしたが、1/100のゲージで一目盛りで、妥協しました。
慣らし運転をしましたが、最初、ベアリングの組み付けが
きつめたっだようで、ギヤ-をハイにするとすぐ止まってし
まいました。多少、緩めるとスムーズに回るようになりまし
た。ベアリングの調整も難しいですね。でも、今回また
勉強しました。前回、アンギュラーベアリングをいためたのも、
きつめに組み付けたためだと思います。
今回、スピンドルも交換しましたが、新しくしたスピンドル
は、必要なところの精度はでてるようですが、直接関係
ないところは、手をぬいている感じでした。
後日、細部の測定をしてみたいと思います。
2015-04-03 Fri
掲示板に書き込んだりはしませんでしたが、ちょくちょく訪問していたホームページがありました。そのホームページは閉
鎖されて、とても残念に思っていました。それこそ、貴重な知
的財産が失われてしまったなあと思いました。
今日、あれこれ、ネットサーフィンをしていたら、その方のHP
を発見いたしました。
多分、最初は、発見したアドレスで、ホームページの運用を
なさってて、その後、新しいアドレスに移行されたのだと思い
ます。詳しい経緯はわかりませんが、移行前のホームページ
が偶然に残っていたのだと思います。
いつまで閲覧できるか分かりませんが、懐かしいです。
あらためて、その方のご冥福をいのりたいと思います。
2015-04-02 Thu
旋盤のベアリングを交換しました。アンギュラーベアリングに交換して使ってましたが、異音がするようになったので、
テーパーベアリングに交換しました。
ヘッドをベッドに戻すにあたって、また、平行やら水平を調整
しようと思います。
以前はスピンドルのフランジにスコヤをセットして調整しま
したが、今回は、精度のでている、10mmのリニアロッドを
咥えて調整してみようと思います。
気になったのが、丸いロッドで計測すると、多少誤差がでるの
ではないかということでした。
そこで、中学か高校の数学よろしく、図を書いて、考えてみまし
た。
水平がでていいる場合は、問題ないように思うのですが、
仮に0.1mm程度、水平がでてない場合はどうでしょうか。
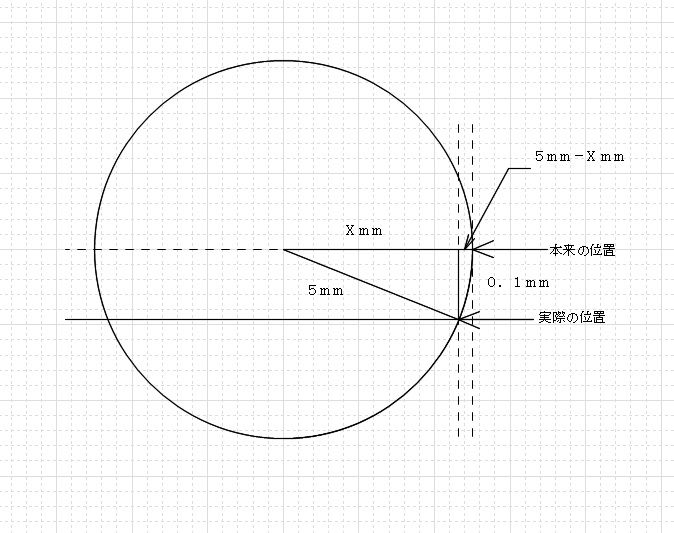
測定子が本来の位置から、実際の位置にきてしまいます。
すると、5mm-Xmm程度の誤差がでます。この誤差を
懐かしいピタゴラスの定理で出してみると、
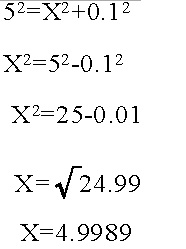
ということで、誤差は、
5mm-4.9989・・・・・・・・・・=0.0011・・・・・・・
0.1mmの水平方向の誤差で、0.001mm程度の誤差が
加算されることになります。
おおざっぱに言うと、水平方向の誤差の1/100程度の誤差
が加算されることになるようです。
1/100程度の誤差は、私のレベルでは、気にしなくても
いいということになるかなと思います。
2015-04-02 Thu
○taroからレースセンターを購入しました。購入した目的は、
手元にあるレースセンターの先端が、つぶれてしまったため
先端の鋭利なものがほしかったからで、調整に使う予定で
した。届いてみてがっかりでした。先端の鋭利さが、いまいち
で、つぶれたようになってます。
LITTLEMACHINSHOPで購入のものと比べると、鋭利さが
全然違います。○taroを通してメーカーに確認したら、0.3mm
以内だと規格内という返答ということ。
このレースセンターのメーカーは、業務用に作ってるメーカー
なので、業務用とDIY用では、考え方が違うのかもしれま
せん。
先端の鋭利さが必要なら、切削すればいいわけですが、
ちょっと自信がないので、新品を購入したのですが。
2015-03-28 Sat
昨年アンギュラーベアリングに交換して使ってた旋盤C3互換機のベアリングがまた、だめになりました。調整の仕方がきつ
過ぎたようです。
今回は、テーパーベアリング(30206)に交換します。
交換するにあたって、ベアリングの厚みがトータル1.25mm
ほど厚くなります。2個使いますので、約2.5mm程度、両脇
に広がります。それで、一番外側の黒のスペーサーを3mm
程短くする必要があります。

また、テーパーベアリングのインーナーレースの形状に合わせる
のに、ベアリングの内側のスペーサーの肩を落とす必要があります。

この二つは新しい部品を購入して、旋盤を分解する前に加工しました。
それから、インナーレースが1.25mm外側にオフセットしてあるので、
(写真赤の部分)両方で2.5mm程度隙間ができますのでこれを埋め
る必要があります。
私は、2mmのPOM板をCNCで切り抜き、スペーサーをつくり
ました。

肩を落としだオリジナルのスペーサーとギア-の間に入れます。
これらの加工した部品を使い組み立てました。
心配だったのは、エンコーダーがセンサーと干渉しないかでしたが、
仮組では、事前につけておいたエンコーダーの位置とそれほど
変わらなかったので、新たにスペーサーを入れず組みました。
センサーをつけてみるとぎりぎりのクリアランスだったので、
取り付け穴を長穴に加工して逃げようと思いましたが、センサー
をよく見ると、調整用に、長穴になってました。

目一杯調整して、だいたい、センサーの中央にエンコーダーが
がきました。
あるメーカーの取説には、
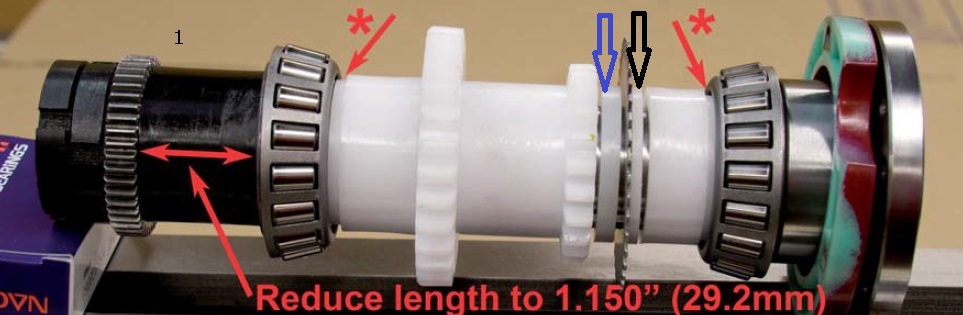
黒矢印のスペーサーを2.8mmで作って、さらに、青矢印の
スペーサーはオリジナル4mmから4.8mmに変えるように
ありました。これは、実際の寸法とちょっと違うような気がしまし
た。
正確には、黒矢印スペーサーは、1.25mmにして、青矢印の
スペーサーはオリジナルの4mmのままにして、ギアの側に、
1.25mmのスペーサーを入れるのが本当でしょうね。
私は、省略で、2mmのスペーサーをギヤの方にいれて、
センサーの位置を調整しました。
今回はスピンドルも新しいスピンドルに交換してみましたが、
精度は、以前の物の方が部分的にいいです。特に、新しい
スピンドルは、フランジの部分で、15/100程のずれがあ
ります。

MT3のテーパーの部分と内側の出っ張り?の部分では、
ぶれが、1/100~2/100程度ですから、このぶれは、

スピンドルの精度のようですね。フランジ部分については、
あとで、削ろうかなと思います。
諸先輩の記事では、テーパーベアリングに交換することで、
精度もよくなったとの記事を見かけます。
私の旋盤で、多少精度がよくなったものの、それほど出なか
ったのは、ハウジングの精度が出てないのかもしれま
せん。
TOP PAGE △