









2014-07-08 Tue
今まで,旋盤の円周方向は,Y軸だと思いこんでいました。
今日,ネットで,たぐってみると,全然違っていて,
円周方向---X軸
長手方向---Z軸
とありました。
どおりで,DROのX軸には,1/2の機能がある訳で,今日,
その意味がやっとわかりました。
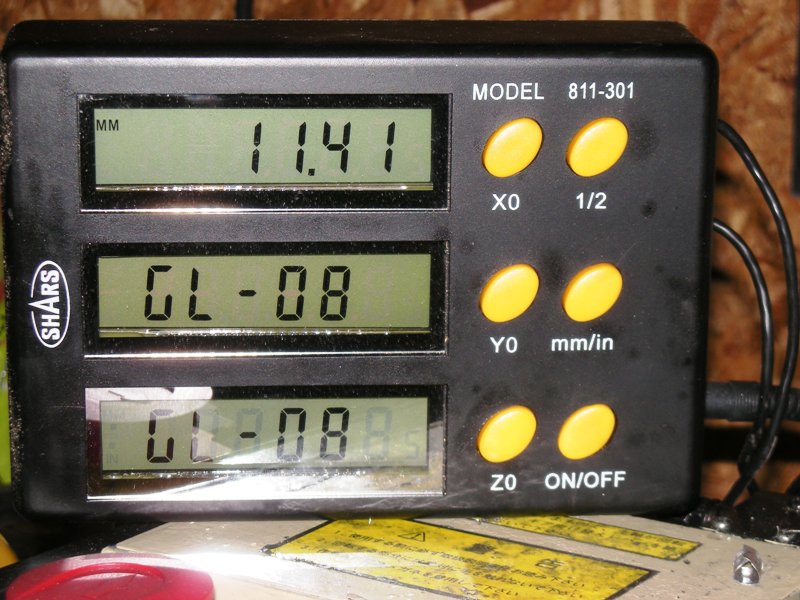
旋盤で,切削すると,切削した数値の2倍,直径が削られるこ
とになります。0.5mm切り込むと,直径は,1.0mm小さくなり
ます。
この意味で,1/2の機能があり,移動量が2倍に表記される
ようになってます。これだと,直径を1mm削るのに,0.5mm
削るという計算をしないで,済みます。
今日も一つ勉強しました。
2014-07-07 Mon
ぶっつけ作業で,固定用の部品を切り出し,旋盤に取り付けました。
セットしてみましたが,

うまくおまりました。ただ,コネクターの取り付け口が下側に来
るようにしましたが,差し込み口がゆるくなっているので,
固定方法を考える必要があります。とりあえず,輪ゴムで
固定してみましたが。
刃物台ももどして,動作を見て見ました。

多少,操作のじゃまになりますが,良さそうです。明日は,コード
を固定して,ねじ切りです。
2014-07-05 Sat
前回までの加工で,芯押し台と干渉するので,DROを取り外してました。横に寝かせてつけていたので,幅をとって,干渉し
てました。今回,旋盤で,ネジを切るのでどうしてもDROが必要
で,あれこれ検討して,縦に取り付けることにしました。
複式刃物台の台座にネジを切って,DROのサポートを取り付け
ます。例によって,DROのサポートは,sable2015で切り出しまし
た。
ネジを切るのに,また,3mmのタップを折ってしまいました。
プールタップで取ろうとしましたが,プールタップも破損。
なくなく,隣に,ネジを切り直して,なんとか完了。

サポートにDROを取り付け,台座に取り付けてみました。
良い具合です。
前回は,表示部を固定して,スケールを動くようにしましたが,
今回は,表示部が移動するように変更しました。
前回は,反対側に表示部があり,切削油等がかかりやすく
なってましたが,少し離れたので,多少かかりにくくなると思います。
この旋盤は,小さいので,取り付けのスペースが狭いので,
苦労します。
本当なら,切削油よけのカバーもつけられるといいのですが,
なかなか難しいです。
ネジを切るには,自動送りを使いますが,クラッチを外せない
ので切削量をDROで確認しながらします。
逆回転でもどす時,バイトがワークに触らないように,Y軸を
手前に移動させますが,切削する時に,前回の切削量プラス
αにするのに,バッククラッシュがあるので,正確にαを決められ
ません。DROだよりです。
スケールの固定用のサポートを取り付けて,完成です。
2014-05-27 Tue
スクロールチャックの爪を外してみて,しげしげと眺めると,なんと一つだけワークと接触する部分の一番奥の所に,
幅0.2~0.3mm程度のバリがありました。
ヤスリ削ってとりあえず取りましたが,なんとも気持ち
悪いので,かねてからやろうと思っていた爪の研磨を
することにしました。
必要なエアリュータ-等はこのために以前に買っておいたの
があり,刃物台への固定用のアダプターも作っておいたの
で,さっそくやることにしました。
これも,YUSAさんHPの「芯だしバーを作ろう」に記載が
あったチャックの研磨を見てやりました。
まず,爪の奥になる部分をグラインダーでけずりました。

黄色の○の部分です。焼きが甘いのか,あっという間削れ
ました。この部分で,ボックスレンチのコマを咥えます。
旋盤は,500rpmぐらいの低速で回し,リュータ-は,
結構高速で回します。
新聞紙で養生して,何度もリュータ-を出し入れします。
火花が出っぱなしです。

研磨後,咥えたコマと同じ程度のものを咥えてダイヤルゲージ
で測定すると,1/100程度のブレにおさまりました。咥えなおして
も私の旋盤の主軸の精度の5/100程度におさまりました。
10cm程度ワークを咥えた時の先端のブレを少なくしたかったの
ですが,これは,大きな変化はありませんでした。
主軸の精度が上がらないと,チャックの精度もあがりませんね。
それにしても,「寿貿易さんの整備してからの出荷」に惚れ込
んで購入しましたが,チャックの爪のバリには,がっかりでした。
主軸のブレの原因は,主軸の精度・ヘッドの精度,どちらでしょうか。
ベアリングは日本のものを使っているので考えにくいのですが,
できれば,精度を上げたいものです。
2014-05-18 Sun
オフセットセンターのセンター部分の焼き入れをしました。
輝く赤い色が目標でしたが,明るい赤ぐらいまでしか加熱
することができませんでした。バーナー二つぐらいやると
良いのかもしれません。
でも,輻射熱はすごいもので,バーナーのプラスチックのノブ
が熱で,とけてしまいました。(赤色矢印)

ワークは,真っ黒に酸化物?(黄色矢印)がつきました。
この後磨いて,焼き入れしてないものとならべてみました。

右側が焼き入れしたものですが,黒い酸化物が凸凹の凹の部分
に入り込んで,磨いてもとれないので,斑になってます。
鏡面の加工には,ほど遠いです。
耐火煉瓦とバーベキューの鉄板で焼き入れの炉?を組み立てました。
といっても,並べただけですが。

コンクリートなどで,きちんと組んでおくといいのでしょうね。
焼き入れしたのを磨き棒にはめ込み,接着材で固定の予定でしたが,

クランプした時の傷がうまい具合に聞いて,圧入状態になって
とれないので,そのままです。
芯押し台にセットしてみました。ちょうどいいようです。

後は,センターなどの加工精度でしょうか。
練習あるのみですね。
2014-05-16 Fri
20mmの四角の角を落とすのにあれこれ考えたり,やって見たりしましたが,スイベルバイスを使うのが一番のようです。
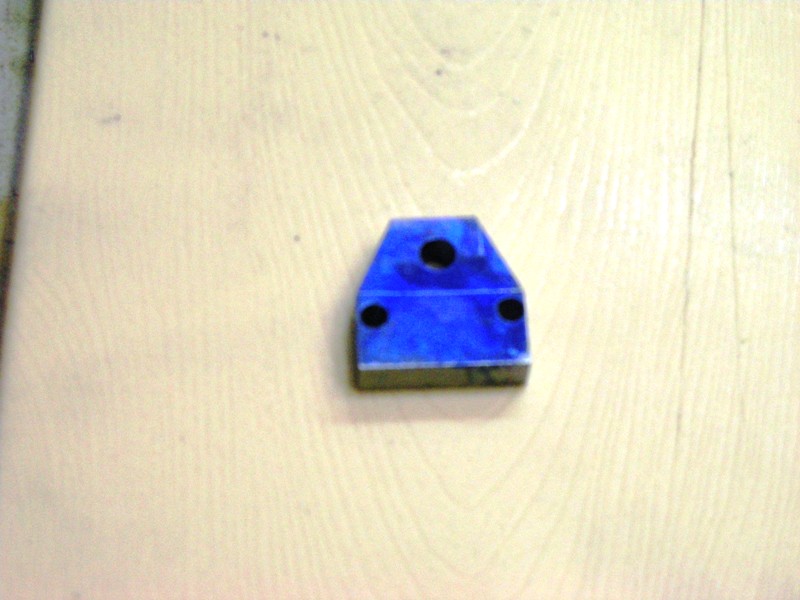
(加工後の写真)
そこで,いろいろ探しましたが,専用のものは,軽く1万円超えるので,
ホームバイスなるものを3000円で購入しました。
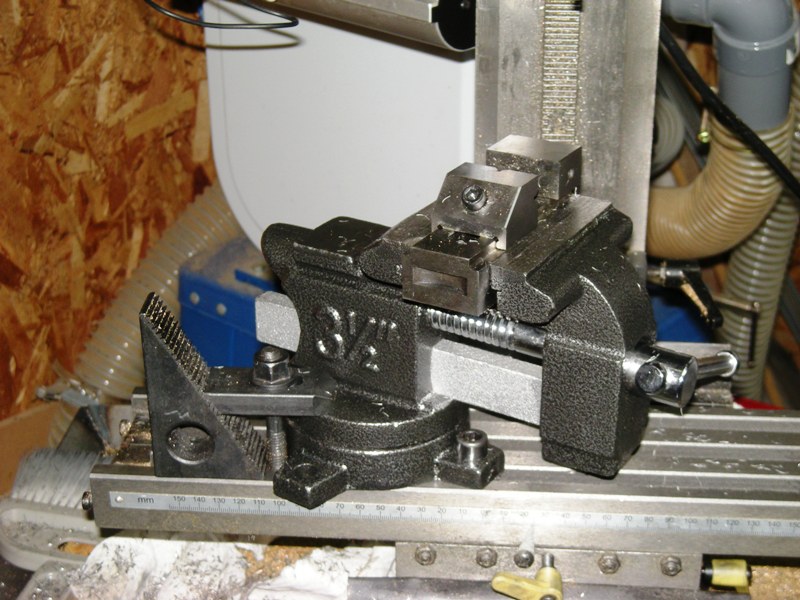
うまい具合にフライスに固定出来ますし,固定ネジをしめてもガタ
が残るので,クランプで締めて使うとちょうどでした。
精密バイスを挟んで使うので,うまい具合です。
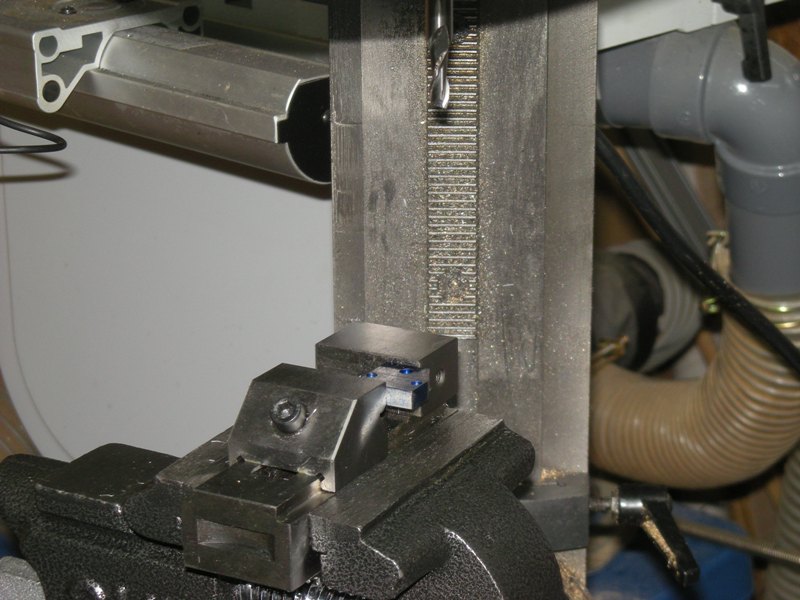
懐が狭くなるので,引きネジのコレットを使って,切削しました。
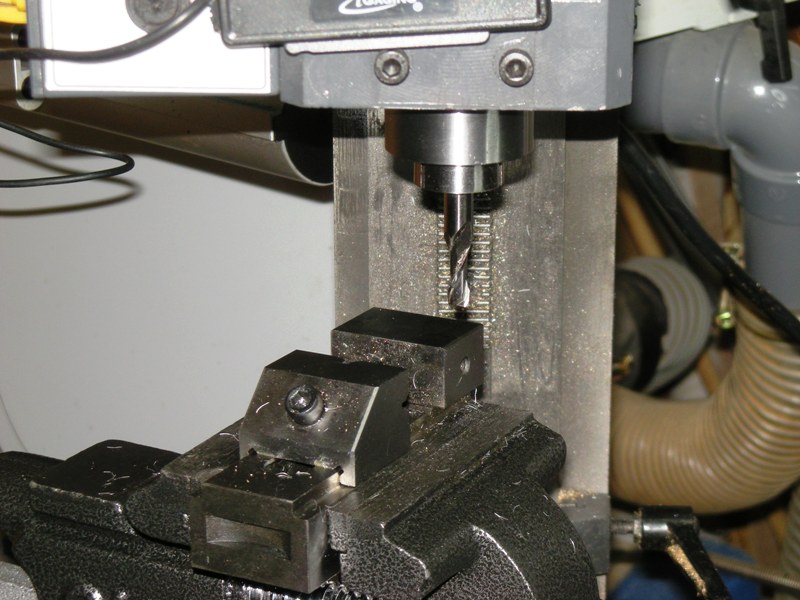
たかだか斜めの加工をするのに,1日かかりました。
目的のものがやっと完成です。
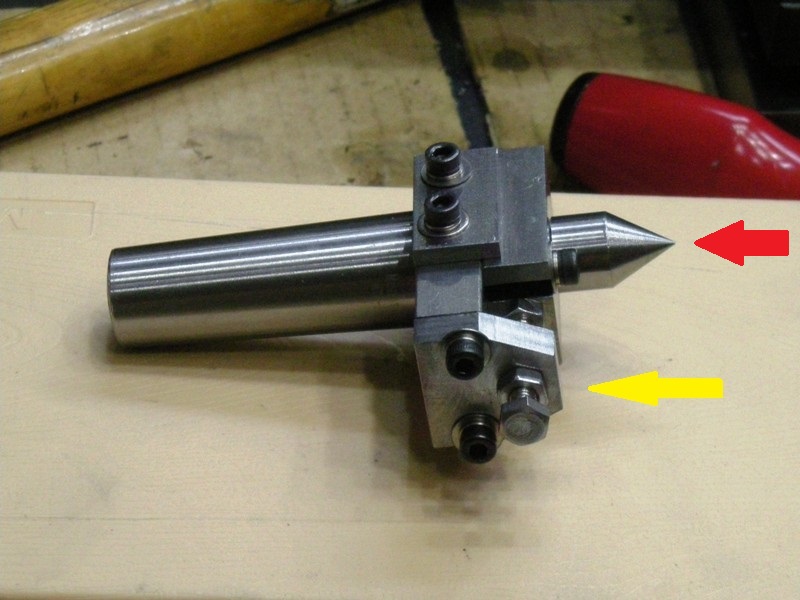
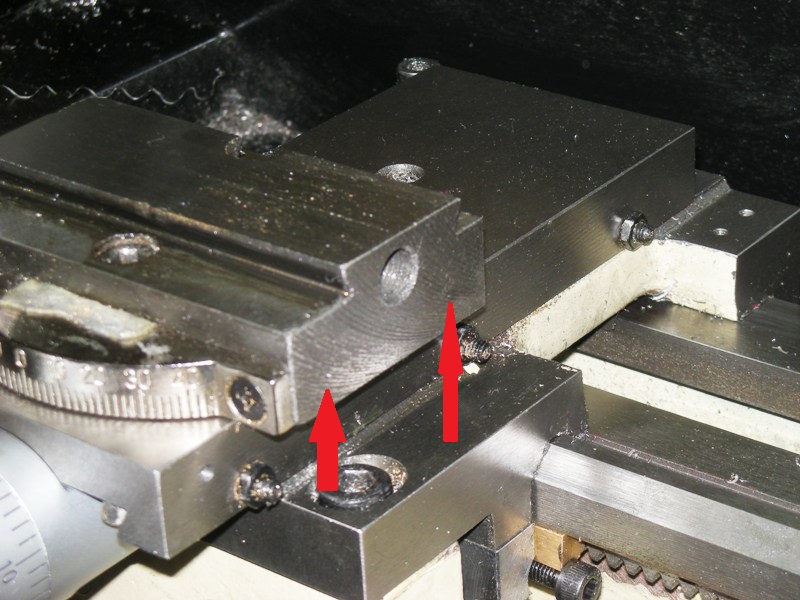
(黄色矢印の部分が組み込んだ最初の写真の部品です。)
完成といっても,先端のセンター部分(赤矢印)を焼き入れの
出来る素材で再工作する必要がありますが。何となくうれしい
です。
2014-04-19 Sat
卓上旋盤(寿貿易FL350E)の主軸のブレがあり,原因がベアリングらしいので,オリジナルのベアリングから,
テーパーベアリングに変更すべく,いろいろあさってます。
分解・組み立ての手順等は,だいたい理解できたのですが,
ポン付けとはいかないようです。
テーパーベアリングを使うと,厚みが16mmから17.25mm
に増えて,なおかつインナーへのあたり部分が1.25mmほど
外側に広がります。そのため,エンコーダーをはさんでいる
スペーサー黄色矢印A・Bつくらないと,エンコーダーデスク
がずれてしまいます。
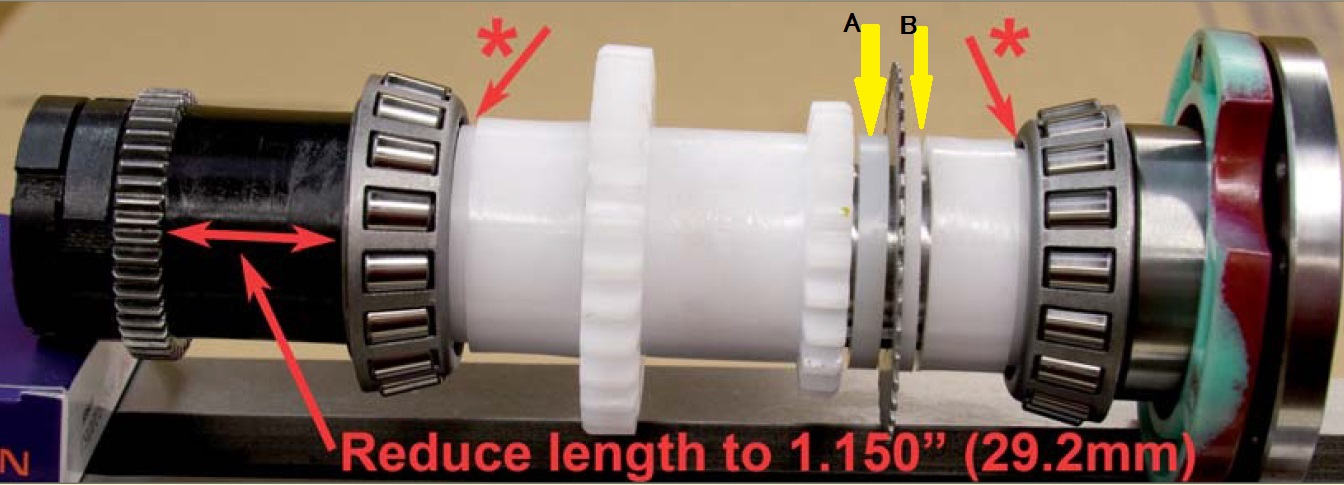
なおかつ赤*印のスペーサーのショルダーの加工が必要
です。それに,左側のスペーサーを2.5mmほど短くしないと
ギアーの位置がずれてしまうようです。
交換するには,分解前に,少なくともスペーサーの加工が
必要ですねえ。
2014-04-18 Fri
寿貿易に主軸のブレの問合せをしたら,翌日に電話があり,ました。7/100はぶれすぎということで,考えられるのは,
ベアリングの不具合か,スピンドルナットの緩みということで
した。
早速ベアリングナットを締めて見ましたが,大きな変化はあ
りません。

原因はベアリングのようです。対策は交換ですかね。
ベアリング交換となるとベアリングプーラー等,道具も
必要ですし,その手順の理解も必要です。ということで,
いろいろあさってみました。
YOUTUBEには,C3のベアリング交換の一連の映像がありました。
Part 1A of Fitting taper bearings to a 7x12 mini lathe.
Part 1B of Fitting taper bearings to a 7x12 mini lathe
Part 1C of Fitting the taper bearings to 7x12 lathe
Part 1D of Fitting the taper bearings to 7x12 lathe
Part 1E of Fitting the taper bearings to 7x12 lathe
Part 1F of Fitting the taper bearings to 7x12 lathe
Part 2A Fitting the modified spindle box to lathe
Part 2B Fitting the modified spindle box to lathe.
Part 2C Fitting the modified spindle box to lathe.
Part 2D Fitting the modified spindle box to lathe.
Part 2E Fitting the modified spindle box to lathe.
Part 2F Fitting the modified spindle box to lathe.
Taper bearings additional demos.mp4
arceurutrade.co.ukには,C3旋盤の分解組み立ての手順
のマニュアルがありました。
それから,C3のに特化したベアリングプーラーのキットも
ありました。
汎用のプーラーではありませんが,フライスのベアリング
交換にも使えそうです。ただ,主軸からベアリングを抜くには,
別なプーラーが必要です。
いろいろあさりましたが,ベアリングを交換するには,全部
分解するようですね。
2014-04-16 Wed
芯押台の固定センターと主軸の固定センターを合わせてみると,目に見えて分かるほど,芯押台の固定センターがずれてました。
確か,購入した時は,ぴったり合っていたような気がするのですが。
もしかして,切削しているうちに狂ってしまったのかもしれません。
マニュアルを見ながら芯押台をプラハンでたたいて調整しました。
ピンぼけになってしまいましたが,調整後の写真です。
工作室(ツール編)
のHPやミニ旋盤を使いこなす本などを参考に両センターで,
テスト切削をします。
それにしても,主軸のフランジが,7/100程度のブレがあります。
こんなもんなんでしょうか。
念のためにメーカーに問合せ中です。
2014-04-12 Sat
ワークを咥えさせてかなりブレがでることから,スクロールチャックをいろいろ見ています。
わんぱく工作室の先達は,
サカイの旋盤にレバーチャックをつけているようですが,
このレバーチャックの高いこと。

これで,9万円ちょっとします。趣味の世界とはいえ,
すごいなあと思います。
そのHPでは,このチャックで,3/1000ミリぐらいのぶれに
おさまったとありますので,かさねがさねすごいなあと思います。
精度あげるのにチャックだけ変えてみるのも,いいいのかなと
思います。いろいろ見ましたが,取り付けるには,自分で
アダプターを作る必要があるので,
ちょっと考えてます。
TOP PAGE △