








2014-04-07 Mon
出品者の好意で,砲金製のカミソリが届きました。
購入したものは,SS400でした。細かい違いはわかりませんが,

砲金の方が,きっと,本体にはやさしいいのでしょうね。
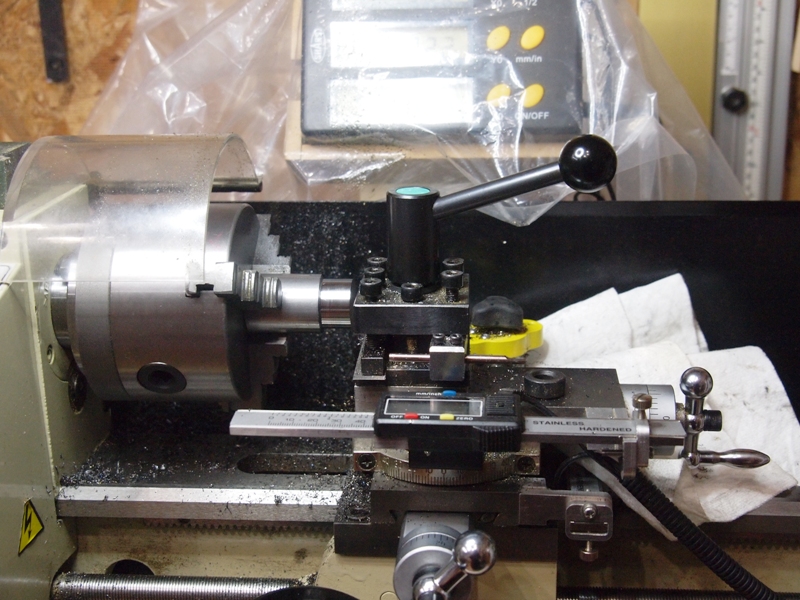
リテーナーの加工に使う予定のMT2の生アーバーの加工をします。

ロータリーテーブルで,位置決めに使う予定です。
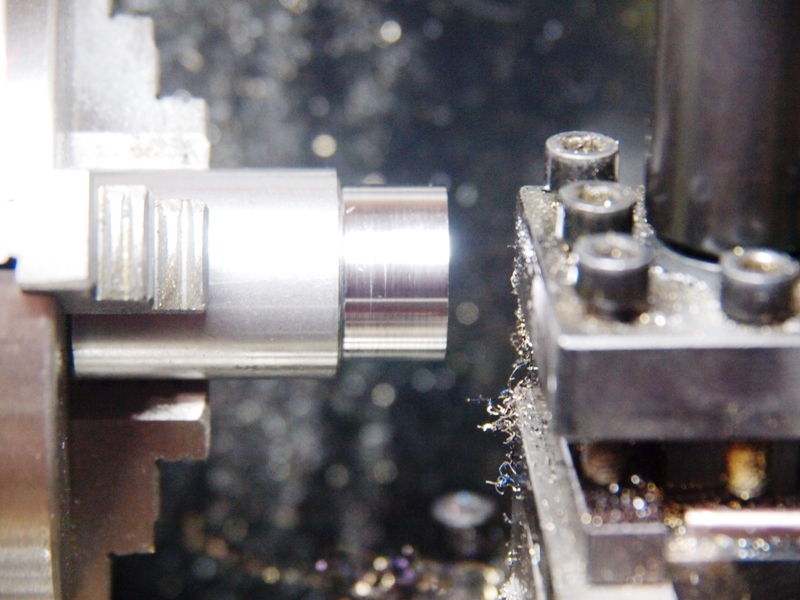
先端の黒い部分を切り落とし,センターに6mm程度の穴を開
けるだけですが,私の旋盤では,ちょっと,荷が重いです。
NT2をアダプターに入れて旋盤に固定しましたが,アダプター
の先端で,0.2mm程度のブレがあります。チャックの精度が
いまいちなんでしょうね。
2014-03-31 Mon
某オクで旋盤の刃物台のガタ調整用のジブ?がでていたので,購入装着をしてみた。
刃物台を外してみて,びっくり。ジブを止めているキャップスクリュー
は全部ゆるゆるでおまけに,奥側のネジの三つのうち一つ(黄色丸)
が脱落していました。
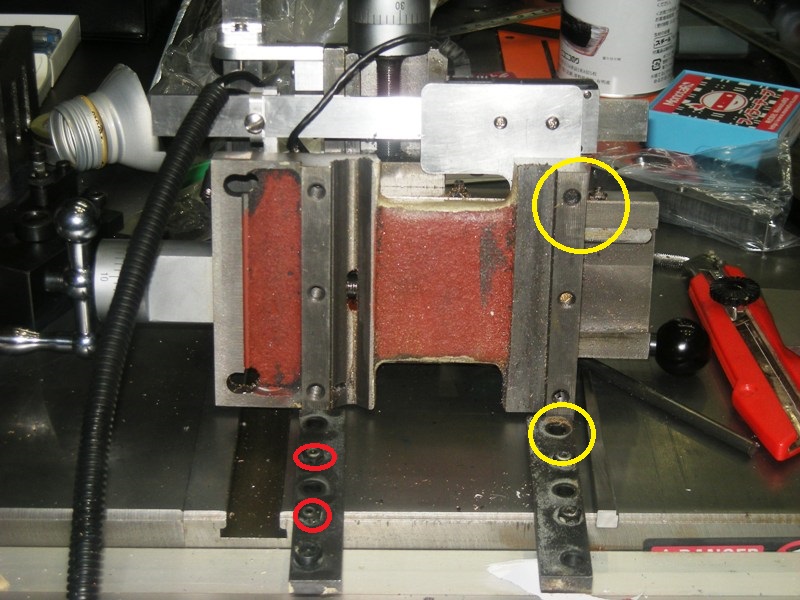
この刃物台は,薄い(4mm程度)板て固定して,
遊びを片側二つのイモネジ(赤丸)で調整する構造です。
あまりきつく調整すると板が折れるの注意書が取説にあり
ました。この構造ですから,ガタが出るのもしかたないかなと
思います。
以前からHPを検索,ガタの調整方法はないかさがしてま
した。サドル浮き上がり防止のジブを作った方いて,一件だけ
見つけました。


構造がちょっと複雑なので,ためらってました。
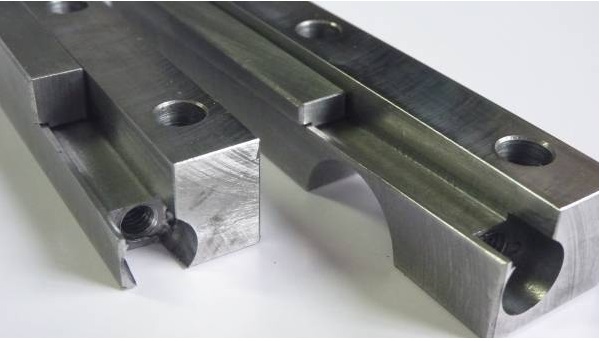
落札ものは,シンプルで,しっかりと厚みあり,
くさび型の部品で,面を押さえる構造です。
このくさび型の部品を両側のキャップスクリューをしめて
ずらすことにより調整してます。うまくできてます。

これでもしかして,突っ切りも問題なくできるようになるかも
しれません。

装着後の部品を片側から写真に撮ったものです。
このC2クラスの旋盤の弱点は,刃物台のガタなので,
この部品で,改善されるかもしれません。
2014-01-10 Fri
昨日に引き続いて,カーラーの工作をしました。昨日調べたサイトの情報で,3000rpmに回転をあげで,
ステンコロリンの切削油を刷毛でぬりながら削ったところ,
所々波打ちますが,昨日とは比べものにならないくらい
表面が鏡面に近くなりました。
0.1mmずつの切削でしたが,それでも,ビビリがでる傾向
なので,0.05mmずつ切削しました。
こんなとき,DROは便利ですねえ。ただ,DROになんのカバー
もつけてないので,故障が心配です。近々,カバーをつけな
ければと思います。
このDROは,3軸表示のものですが,10cmのスケールをX軸とY軸
につけてあります。そのうち,自動送りの部分にもつけようかと思いま
す。
ちなみに,
12”・・・・・・・・・約69$
16”・・・・・・・・・約108$
(Shars Tool)
です。結構なねだんですね。
私が旋盤に使ってるのは,
4”・・・・・・・・・・・約29$
円高の時買いましたら,当時,2500円程度でしょうか。
円高にならないかなあと思ってます。
2014-01-09 Thu
久しぶりの海外通販で購入した,インチサイズの引きネジをX2互換フライスで使うために,旋盤で,カーラーを作成しました。
カーラーがなくても,締めるので影響はないかと思いますが,
練習のつもりで作りました。

といっても,惨憺たる有様で,表面はがさがさ,寸法は削りすぎ
で,面取もまともにできない,という有様で,お恥ずかしい限り
の部品です。表面があれたのは,ビビリが怖くて回転数をあげ
なかったからのようで,1300rpmぐらいだとほぼ鏡面のように
なるようです。
卓上工作機械の実機検証レポート
3000rpmだとかなりよくなるようですが,発熱の関係で,切削油
が必要なんですねえ。
金属加工もまだまだ初心者。その意味では,これからの進歩が
期待できるかも。
2013-01-11 Fri
半日かかって,真鍮で,カーラーを作っていました。
しかし,失敗策でした。中心を6mmのドリルで,開けましたが,
6.2mm程度になってしまいました。
チャックががすりこ木運動をして,多少大きくなったんだと思います。
旋盤の細部をダイヤルゲージではかると,主軸のホイールで,
約,0.1mm程度のブレがあるようです。
まあ,気になるのですが,そのうち,調整をするようかなと思います。
それにしても,残念。
2012-12-21 Fri
木工用のCNCを作りたくて,あれこれ手を広げてしまいました。細かい部品を作るのに金属加工の練習もしてます。
諸兄のHPには,0.5ミリほど削ると,ボールねじの焼き入れ
が剥けて,削れるようになると書いてありましたが,アルミ
や真鍮素材とは,全くの別物で,なかなか削れなくて,
苦労しました。
本日,やっとそのこつがつかめ,ボールねじ加工のめどが
たちました。これで,フライス盤をボールねじ化するための
入り口にたちました。
ただ,当初の予定と違って,軸端を12mm径にすると,ねじ
の部分ががまだのこるようなので,最大11mmの軸径にする
ようですが,残念ながら,11mm内径のベアリングがないよう
なので,軸端は,10mmにするようかなと考えています。
軸端をオリジナルの台形ねじより長めに作って,後日調整
しようと思ってます。本当は,ボールねじ,リード2mmの物にに
したかったのですが,5mmの物しか入手できなかったので,
精度は,オリジナルの台形ねじが,約1.5mmですから,約1/3
の荒さになってしまいます。
オリジナルのダイアルの一メモリ,0.025mmですから,一メモリ,
0.075mmになります。
TOP PAGE △