









2014-06-08 Sun
リテーナーが完成です。現物合わせで作りましたので,固定用のネジの頭サイズ縮めたり,座繰りの狂いを修正したりと
すんなりとはいきませんでしたが,完成です。


スラストベアリングを組み込んでハンドルもつけてみました。

X軸の軸は,ちょっときつめで,スラストベアリング外すのに力が
いりましたが,Y軸は,ちょっとゆるめで,スラストベアリングも
スルっとはいりました。
明日,若干の修正をして,組み込みます。
2014-06-08 Sun
だいたい加工の終わったリテーナーの端面処理と溝加工をしました。

オリジナルのは,端の方に,ゴムカバー固定用のネジが切られて
いますが,改造のリテーナーでは,オリジナルのようにはできないので,
溝に横棒をわたして,中心で固定して,その両脇でゴムカバーを固定
します。
切れ端の棒を5mm程度の厚みに切断するのに,久しぶりにメタルソー
を引っ張りだしてきました。

おそるおそる低速で切断です。
あと2,3日で,新しいリテーナーとオリジナルを交換できるかなと
思います。ちょっとだけ使い勝手がよくなること
です。
2014-06-07 Sat
本日,「アマチュア無線局免許の再免許申請手続きのお知らせ」の葉書が届いた。
中身を見て見ると,「電子申請・届出システム Lite」で,
「パソコンなら3ステップで手続きが完了します。」とあった
ので,早速手続きをしてみた。
しかし,プラウザの設定やら,ルート証明書のインストール
やら,事前の設定が面倒だった。
多分,全くのPC初心者だと,設定すら出来ないような気が
した。確定申告もイータックスで行っているが,そちらの方
が簡単だ。
おまけに,設定が済んでいざ,登録してみると,なんと,
ユーザーIDとパスワードは,郵送で届くとのこと。それに
は,一週間かかるとのことで,手続きがすぐ済むと思った
ら,先延ばし。
電子申告の即時性は全くない。
ちょっと,がっかりだった。
2014-06-06 Fri
4日ほどかかって,リテーナーの加工が終わりました。

ただの鉄の塊から,時間をかけて一つの部品ができるというのが,
一つの大きな喜びです。
エンジンなどを自作する方は,動いた時の感動はひとしおな
んでしょうね。
今回,いやというほど感じたのが,道具は,調整しないとだめ
だということです。
ロータリーテーブルも,調整なしで使い始めましたが,調整後は,
なんと,二倍ぐらいのスピードで作業がはかどりました。
毎回が勉強ですね。
調整ついでに,取説を読むと,バッククラッシュの調整の仕方
も書いてあったので,調整しました。きつめになりましたが,
殆どガタがなくなりました。
切り子よけのゴムカバー取り付けの穴の加工と座繰りが残
ってますが,ほぼ完成です。座繰りは,省略して,ゴムカバー
の穴だけを加工しようと思います。
2014-06-05 Thu
ロータリーテーブルを使って,部品作りをしています。最初,調子よくすすみましたが,本日,続けて,エンドミルを二本
破損させてしまいました。
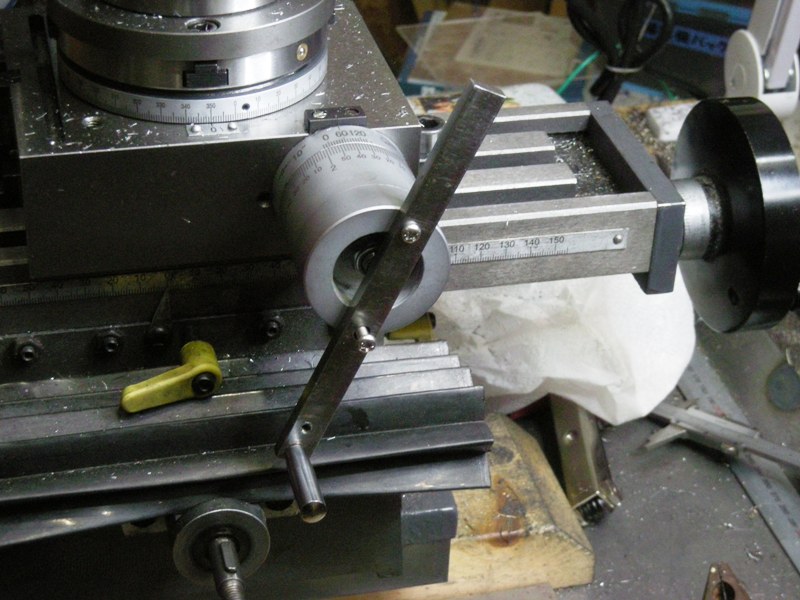
テーブルの上に固定してある4つ爪チャックを手で揺すって
みると,明らかにガタがあります。
エンドミルの折れた原因は,このガタのようです。
調整すべく,あっちこっちを見て見ましたが,なかなか分か
りません。裏側を見てみると,4つの穴があいた円盤があり,
内側にネジが切ってあります。これだろうとあたりをつけ,
急遽,ヤトイを作って締めて見ることにしました。

構造は,デスクグラインダー刃を取り付けるナットと同じで,
磨き棒とボルトナットで,

間に合わせに作りました。このヤトイで,締めて見ると,
ゆるゆるでした。締めすぎると,テーブルが動かなくなります。
加減が難しかったですが,テーブルの回転がしぶめになる
ように調整しました。この調整で,ガタは,殆どなくなりました。
しかし,ハンドルの動きがかなり重くなったので,
これまた急遽間に合わせにハンドルを大きくするヤトイを
作りました。
今日も回り道しましたが,ワークをセットして,切削をしてみると,
ガタがなくなり,気持ちよく切削できます。
しうかし,切削してる時に,時々,ガタっと振動します。
考えられるのは,スピンドルのベアリングでしょうか。
一段落したら,ベアリングも見て見ようと思います。
間に合わせでハンドルをつくりましたので,Y軸のハンドルと
時々干渉します。後で,よく考えて,きちんとしたもの作ろうと
思います。ハンドル,電動で回せたらいいですね。
0から作るのは,ちょっと時間がかかりそうですが,X軸の
オートフィーダーが使えそうです。

某オクでは,21000円程度で出てます。写真のは,
184$ちょっとです。悪い虫がまたおきそうです。
2014-06-04 Wed
便利な道具を見つけて使い始めましたが,使い方を誤って破損,再購入となりました。
忘れないために,使い方をまとめておきます。
(1)まず,コレット等に黒矢印のシャンクを咥えます。
(2)中心を見つけようとする穴(円の外径)の中心にシャンクが
くるように,X,Yテーブルのハンドルを動かしておおざっぱに
合わせます。
(3)中心見つけようとする穴(円の外径)を端子の先端
(黄色矢印)がなぞるようにセットします。
(4)緑矢印の回転止めを固定し,フライスの左側にくるように
セットします。
(5)ごく低速でフライスを回転させて,端子の先端が穴(円の外径)に
常に接しているか確認します。必要に応じて,赤矢印のネジを緩め
端子の固定されている根本に角度を持たせます。

(6)フライスを低速で回転させ,Y軸のハンドルを1目盛りか2目盛り
わずかに動かします。この時インジケーターの針の動きに注意します。
針は120度ぐらい左右に激しく動いています。フライスのハンドルを
右回りか左回りに動かした時に,この左右に動いている針の動きが
わずかに変化します。左右のふれがわずかに少なくなる方向に
少しずつハンドル回していきます。
(7)少しずつハンドルを回していくと,振れ幅が小さくなっていきます
が,ある場所から逆に針のふれが大きくなります。一番針のふ
れが小さくなったところで,Y軸のハンドルを回すのを止めます。
(8)針のふれが最小になった所で,回すハンドルをY軸からX軸に
変更し,同じように注意しながらハンドルを回していきます。
(9)針のふれが殆どなくなるまで,
Y軸→X軸→Y軸→X軸→・・・・・・・・・
と繰り返しますが,一度か二度の交代で針が振れなくなる場所
が見つかるずです。この位置が穴(円の外径)の中心の座標です。
X2の互換機だと懐が狭いので使いにくいのですが,便利に使って
ます。
下記の動画は,針が殆ど振れなくなった中心の座標をしめしてます。
今回のフライスのミニ改造でも,便利に使いました。
2014-06-02 Mon
これも以前から気になっていた,Y軸の改造を行いまます。改造といっても新しくリテーナーを作って,スラストベアリング
を入れるだけです。現行のフライスには,スラストベアリング
が入ってないので,調整がうまく行きません。
プレートを切断します。

フライスでおおざっぱな形に切削します。
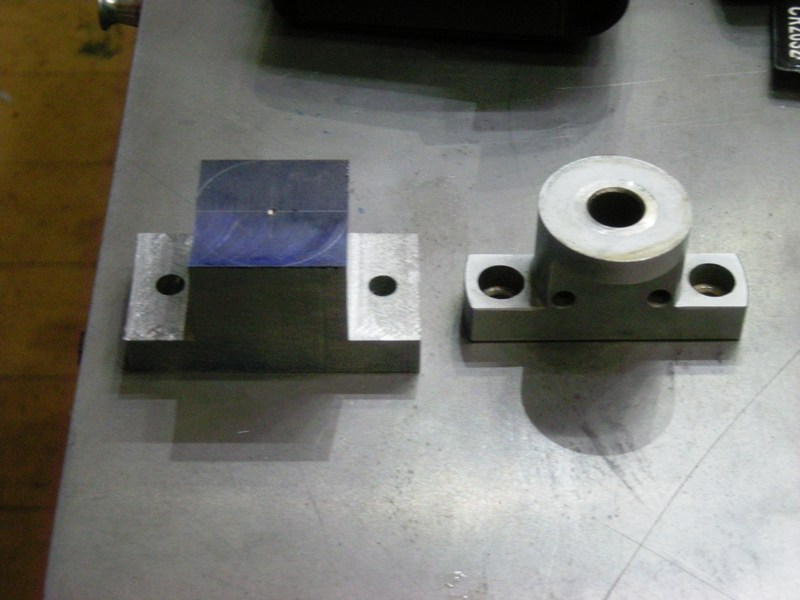
旋盤に咥えて,ハンドルの付く部分の加工をします。

フライスのロータリーケーブルにセットして,中繰りを行います。

本当は,旋盤でやろうと思いましたが,残念ながら,中心の12mm
のドリルとリーマが咥えられません。
中繰りを旋盤でしてから,フライスで中心の加工をしてもよか
ったのですが,練習がてら,ロータリーテーブルを使います。
5mmほど掘り下げましたが,時間がかかります。
同じように反対側も中繰りして,中心を12mmに加工します。
やはり,機械の限界をよく考えないと,加工手順の無駄がでてしま
います。
旋盤でも,もうちょっと径の太いドリルを咥えられるといいのですが。
ロータリーテーブルで加工ですが,やはり,フライスのガタがでて
しまいます。ヘッドのがたもう一度調整するようです。
TOP PAGE △