







2016-05-09 Mon
何度か修正をして,知人からの依頼品の切削ができました。
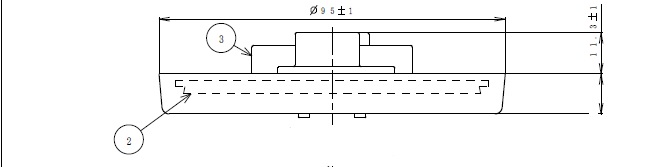
結局,3mmの厚みのアルミに目的の1.2mmのアルミを
嫌気性接着剤で貼り付け,さらに表面に0.5mmのアルミ
を貼り付け,目的のものをサンドイッチにする形で,切削し
ました。

こうすることで,まず,ビビリがなくなり,表裏にでていたバリ
も少なくなりました。
研究課題は,表面についた嫌気性接着剤の剥がし方です。
写真では,桃色に嫌気性の接着剤が残ってます。
瞬間接着剤を使って,専用の剥離剤を使うか等,さらに検討
が必要です。
2016-05-04 Wed
複数切削にしたときのパスですが,きちんと,最後の切り込み仕上げをするオプションがありました。
分かってしまえば簡単ですが,これが分かるまで,一苦労で
す。
諸兄のHPにもきちんと描いてありました。
細部まで理解するには,まだまだ,時間がかかりそうです。
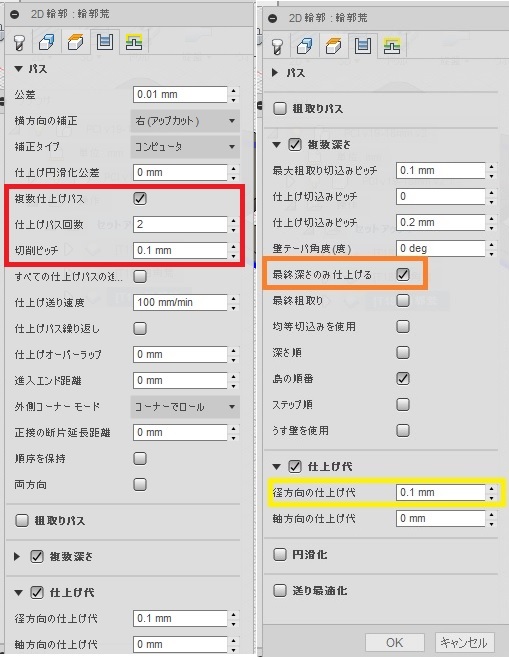
四角の何カ所の設定をすればいいようですが,仕上げしろ
仕上げパスの関係は,いまいち不明です。
2016-05-03 Tue
知人の依頼品の切削をしました。アルミの1.2mmの板で
すが,あれこれやりましたが,ただ,止めただけでは,ビビリ
がひどくて,切削面がこれでもかというくらいあれました。
今日は,昨日,3mmのアルミの捨て板に嫌気性接着剤で
接着したものを切削してみました。
今日は,ことのほかうまくいきました。
1.2mmぐらいの板だと,何カ所か止めただけでは,捨て板
との間に隙間ができてしまい,そこで,共振を起こしてしまい,
うまくいかないような気がします。
そういえば,アルミでエンジンのガスケットの切削をした方の
HPを以前みたことがあります。その方も接着剤を使って固定
して,剥がすときは,暖めて剥がした,そんな記事でした。
いいことに,接着面の方は,バリもほとんどでませんでした。
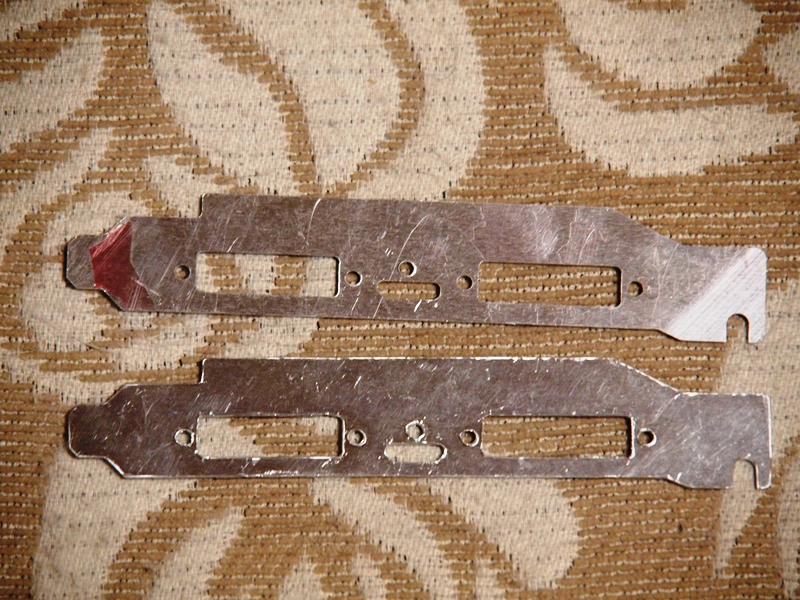
上が今日の切削です。
今日切削したものを仮組みしてみましたが,まだ,多少手直し
が必要だったので,スケッチを変更して,また,パスを作成し
ました。
2016-05-03 Tue
非力な?私のCNCのような場合,切削を何度にも分けて行います。
私のsable2015で,アルミ等を切削するときは,切り込み深度
は,たいてい,0.1mm~0.2mm程度です。
こうすると,厚みのある部材だと,深度に応じた筋が残ってしま
います。
諸兄のHPでは,仕上げしろを残して切削して,仕上げて,この
筋をなくすことが取り上げられていました。
NCVC等で,仕上げしろを残すには,たぶん,仕上げしろ分を
大きくした図形を描く必要があると思います。(仕上げしろ分を
オフセットする機能があるかは,不明です。)
Fusion360のCAM機能では,仕上げしろを考慮したパスを
作成することが可能なようです。
写真は,赤の矢印が仕上げしろを2mmに設定したパスで,
黄色矢印は,仕上げしろを0にしたパスです。
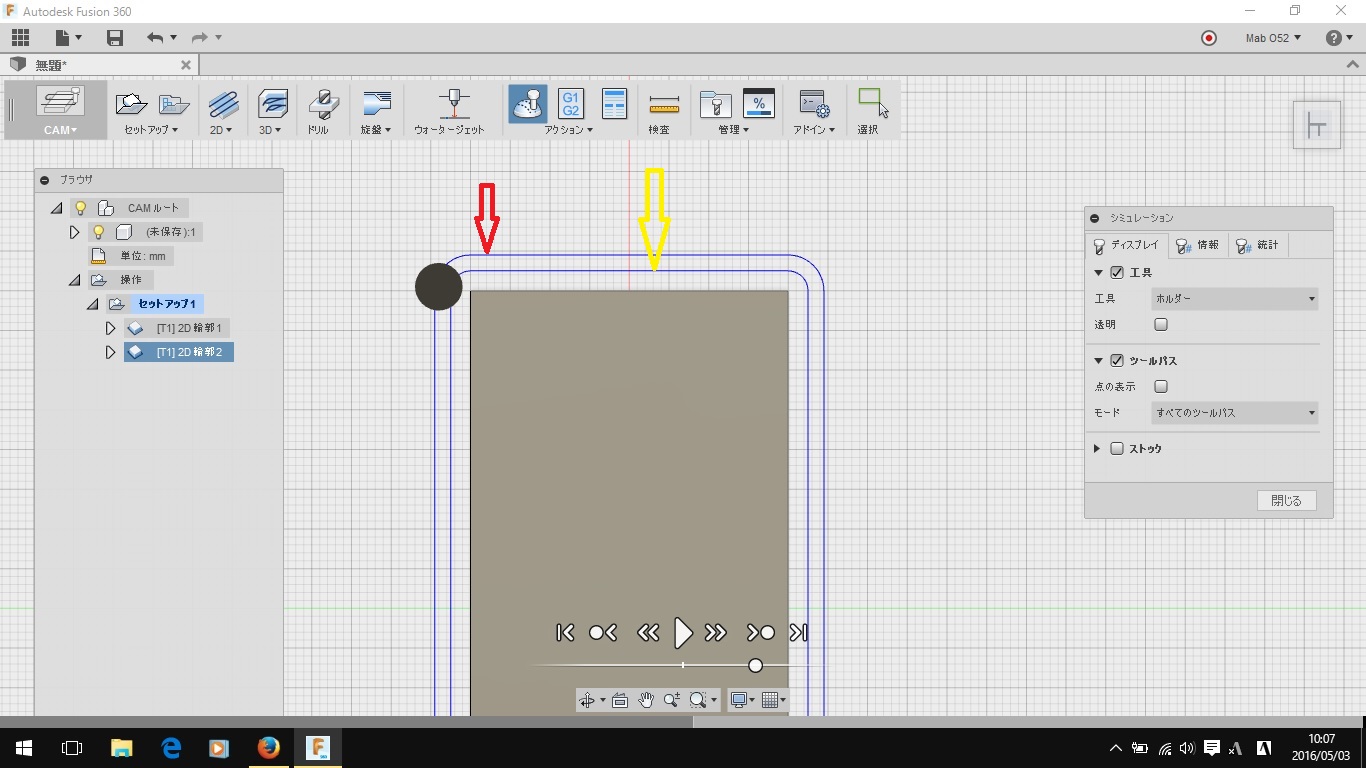
ただ,荒削り用の2D輪郭と仕上げ用の2D輪郭を作らないと
それぞれの切削深度で,仕上げが行われてしまうようで,
まとめて仕上げができるように設定できるかは,不明です。
うまく使うと,仕上げもきれいにできそうです。
2016-05-01 Sun
知人より工作の依頼がありました。PCIスロットの固定具?の制作です。Fusion360で,
モデリングし,パスを作成し,試作してみました。
固定がうまくいかず,びびりまくりで,輪郭の切削面は,惨憺
ものです。

固定方法を考えて,再度挑戦です。
今までは,花子→JWCAD→NCVCという順番で,切削パス
を作成してましたが,修正が面倒でしたが,Fusion上で全て
できるので,便利です。
2016-04-30 Sat
今回LEDのシーリングライトを取り付けましたが,振り返って見ると,けがの功名?があって,たまたま,うまくいったよう
です。この辺は,私のいい加減な性格でしょうかね。(笑)
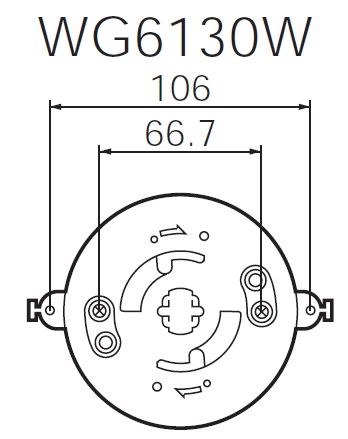
けがの巧妙だったのは,たまたま購入した引っかけ
ローゼットの形が既存の穴に合致していたことです。
当たり前なのですが,引っかけローゼットは,型番によって,
裏面の出っ張りの形状が違ってます。
今回取り付けたWG6130Wの形状は,下記のようになってます。
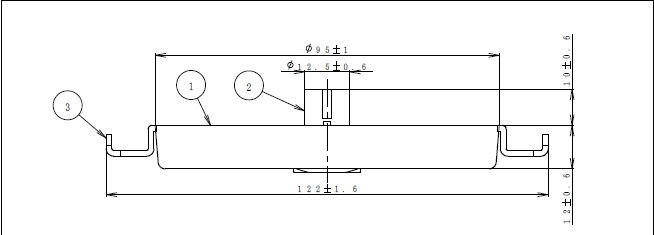
裏面の出っ張りは,天井に開けられたVVFの引き出しのた
めの穴と一致してます。
もし別な品番のものたとえば,WG6001WK
あたりですと,天井の加工をしないと取り付けができません
でした。
取り付けの先の形状の確認等,よく考えていませんでした。
今回もまた,一つ勉強しました。
2016-04-30 Sat
Fusion360のCAM機能を使って,Gコードを作成してみました。
NCVCで作成するコードとは違ったコードが作成されます。
ツールの選択や主軸の回転数等の細かい設定まで,作成
されます。
Gコードについても,まだまだ勉強中なのですが,いろいろ
調べて見ました。
なお,Fusion360では,G28のコードは使わない設定にし
ました。次のようなヘッダー?が付加されます。赤とオレンジ
の文字は,私が注釈として加えました。オレンジの部分は,
MACH3特有のもののような気がしますが,詳細は不明です。
(1002)-(プログラム名)
(T12 D=2. CR=0. - ZMIN=-1.6 - FLAT END MILL)
(工具情報?)
G90 G94 G91.1 G40 G49 G17・・・・別掲
G21(ミリメートル使用-MACH3専用?)
(2D 6)(2Dポケット加工?)
M5(主軸停止)
M9(クーラントOFF)
T12 M6(工具交換)
S17507(主軸回転数) M3(主軸正転)
G54(ワーク座標系選択)
M7(ミストON)
最初の部分は,
G90(アブソリュート指令)
G94 (Units Per Minuteー分速mm/s)
G91.1(Set IJK Arc Mode)
G40 (工具径補正キャンセル)
G49 (工具長補正キャンセル)
G17(XY平面指定)
現在の私の環境では,使わない機能も設定されてます。
NCVCで作成したGコードでは,10mm径の真鍮で高さを
設定後,X,Y,Z軸とも0に戻していました。そのため,NCVC
のGコードの先頭には,
G90 G54 G92 X0Y0Z10.
が付加され,0,0,10のワーク座標に設定していました。
この方法がいいのかは分かりませんが,Fusion360の
コードのG54の後に,G92 X0Y0Z10.を付加すれば,
今までと同じように使用できそうです。
2016-04-28 Thu
近くのHCを散策?していたら,売れ残り?はたまたアウトレットのシーリングライトが定価30000円のものが10000円程度で
販売されてました。メーカーも東芝で,間違いないものなので,
早速購入しました。
台所の蛍光灯の代わりに付け替えました。我が家は。どれだけ
省エネになるのかは分かりませんが,大部分をLEDのライトに
取り替えてあります。
前もって確認しておきましたが,取り替える前の蛍光灯は,
器具に直接結線してあるタイプのものでしたので,引っかけ
ローゼットも併せて購入して取り替えました。いくつかタイプ
があるようですが,意味がちょっとわからないのですが,
取り付け?用の穴が4つあるタイプのものを購入しました。
これ,きっと意味があるのでしょうね。4つの穴は,二つずつ
が同じ形状でした。2カ所だけ止めればいいのでしょうが
ご丁寧に4つとめました。
売れ残りできっと古いタイプのものなのでしょうが,タイマー
機能もついてたりと,結構高機能です。
前の蛍光灯は,四角でしたので,取り外した後がちょっと
目立ちますが,結構明るくなりました。

周りが暗く写るので,光量を落としてフラッシュをたいて
撮影しました。
2016-04-26 Tue
ユーチューブを検索していたら,フライス盤を旋盤のように使う画像がありました。
こんな使い方もあるんですね。この方は,X3のフライス盤
をCNC化して,旋盤のように使ってます。
センタリングさえうまくいけば,
こんな使い方もありですね。
2016-04-26 Tue
以前,フライス盤で,BT40?等で一般的なクイックチェンジが手持ちのフライス盤でできたらいいなと,いろいろあさって
た頃,
Easy Change Basic Holdersというものを見つけました。
R8という規格でしたが,MT3のものもあるようでした。
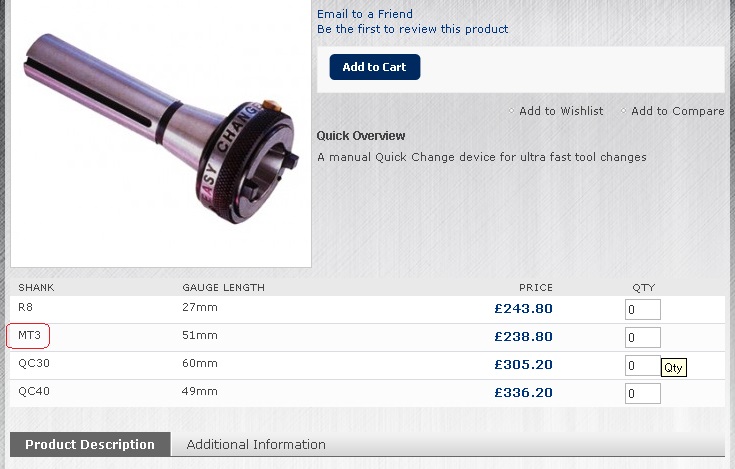
購入しようと思いましたが,値段がいい値段で,ちょっと手
がでませんでした。なによりも,ワンタッチで,交換ができ
そうなのが魅力的でした。
今日,久しぶりに,LittleMachineShopを見ていたら,
Quick Change Toolingなるものが目に入りました。
以前は,専用の機械でないと使えないものと思って
ましたが,どうやら,専用のコレットを使うことで,MT3の
X2互換機にも使えるようです。値段的にも,それほどでは
ないようです。
ただ,交換には,ドローバーの操作が必要なようですが,
専用コレット「Collet Holder, Tormach TTS, ER-32」をいくつ

か準備して,おけば,手軽に,交換ができそうです。
専用のMT3のコレットが,29.75$です。幸い自作のインチ
仕様のドロバーもありますし,またまた悪い虫がおきそうです。
値段的にも一つ,34.75$ですから,手の届かない値段では
ありません。刃先の長さを調整しておけば,MCAH等の
TOOLCHANGEでも使えそうです。
TOP PAGE △