








2016-05-03 Tue
知人の依頼品の切削をしました。アルミの1.2mmの板で
すが,あれこれやりましたが,ただ,止めただけでは,ビビリ
がひどくて,切削面がこれでもかというくらいあれました。
今日は,昨日,3mmのアルミの捨て板に嫌気性接着剤で
接着したものを切削してみました。
今日は,ことのほかうまくいきました。
1.2mmぐらいの板だと,何カ所か止めただけでは,捨て板
との間に隙間ができてしまい,そこで,共振を起こしてしまい,
うまくいかないような気がします。
そういえば,アルミでエンジンのガスケットの切削をした方の
HPを以前みたことがあります。その方も接着剤を使って固定
して,剥がすときは,暖めて剥がした,そんな記事でした。
いいことに,接着面の方は,バリもほとんどでませんでした。
上が今日の切削です。
今日切削したものを仮組みしてみましたが,まだ,多少手直し
が必要だったので,スケッチを変更して,また,パスを作成し
ました。
2016-05-03 Tue
非力な?私のCNCのような場合,切削を何度にも分けて行います。
私のsable2015で,アルミ等を切削するときは,切り込み深度
は,たいてい,0.1mm~0.2mm程度です。
こうすると,厚みのある部材だと,深度に応じた筋が残ってしま
います。
諸兄のHPでは,仕上げしろを残して切削して,仕上げて,この
筋をなくすことが取り上げられていました。
NCVC等で,仕上げしろを残すには,たぶん,仕上げしろ分を
大きくした図形を描く必要があると思います。(仕上げしろ分を
オフセットする機能があるかは,不明です。)
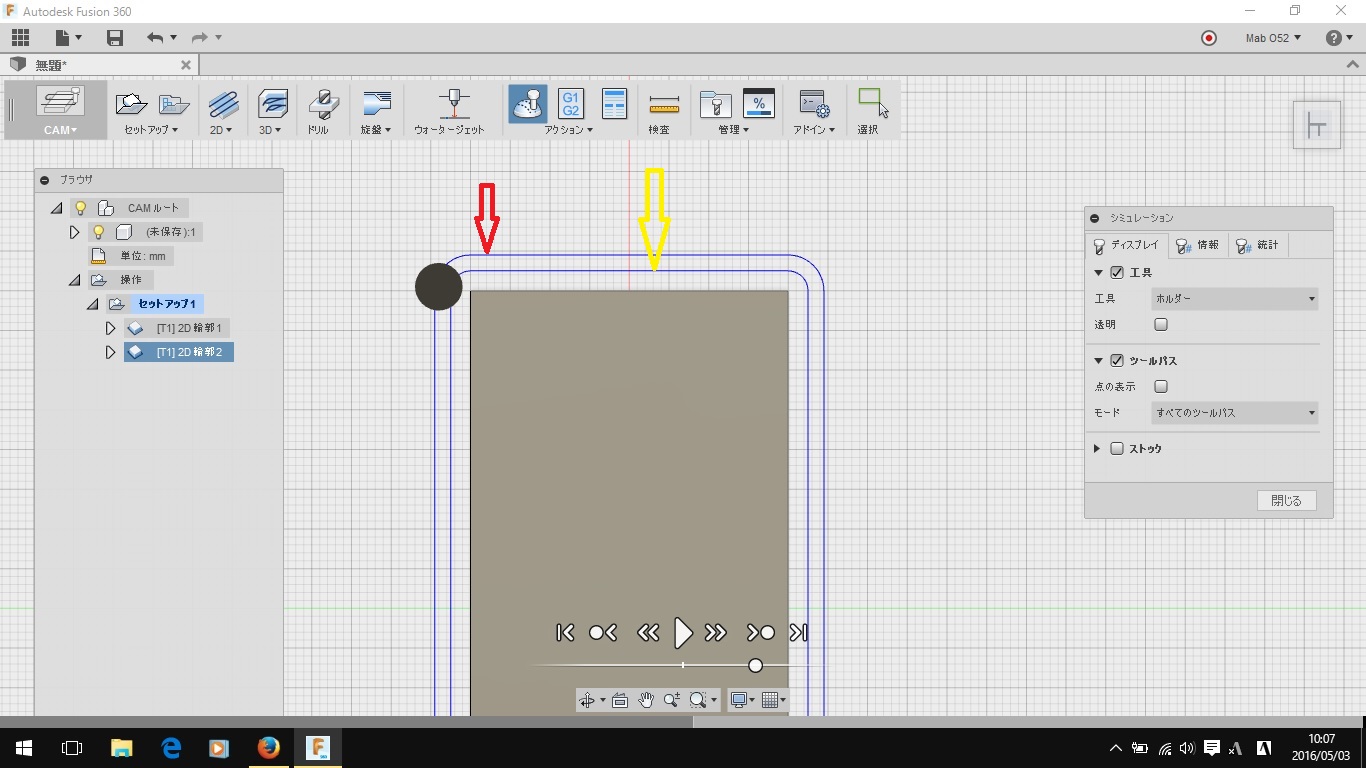
Fusion360のCAM機能では,仕上げしろを考慮したパスを
作成することが可能なようです。
写真は,赤の矢印が仕上げしろを2mmに設定したパスで,
黄色矢印は,仕上げしろを0にしたパスです。
ただ,荒削り用の2D輪郭と仕上げ用の2D輪郭を作らないと
それぞれの切削深度で,仕上げが行われてしまうようで,
まとめて仕上げができるように設定できるかは,不明です。
うまく使うと,仕上げもきれいにできそうです。
2016-05-01 Sun
知人より工作の依頼がありました。PCIスロットの固定具?の制作です。Fusion360で,
モデリングし,パスを作成し,試作してみました。
固定がうまくいかず,びびりまくりで,輪郭の切削面は,惨憺
ものです。

固定方法を考えて,再度挑戦です。
今までは,花子→JWCAD→NCVCという順番で,切削パス
を作成してましたが,修正が面倒でしたが,Fusion上で全て
できるので,便利です。
TOP PAGE △