









2015-06-04 Thu
ネットで検索するとAuto Tool Zeroの記事は、それこそあふれるほどあります。自作のプローブを作成
されてる方も居ます。
http://www002.upp.so-net.ne.jp/hard-and-soft/Auto_Tool_Zero/Auto_Tool_Zero.html
今更、という感じもするのですが、自分のために、まとめて
おきます。
しばらく前に某オクで、プリセッターなる原点合わせのToolを
購入しました。

複雑な回路など内蔵されてなくて、早い話、金属のプレートに
導線を結線しただけの構造で、単なるスイッチの働きをするだ
けのものです。
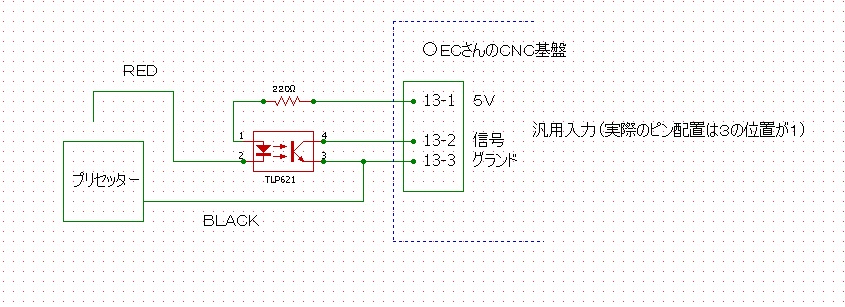
これを使って、Z軸の原点合わせをしますが、○ECさんの
CNC基板に結線します。私は、汎用入力の13番を使いま
した。
汎用入力は、5Vにプルアップされてますので、入力端子を
グランドにおとせば、スイッチがON状態になるので、直接
つないでもいいのですが、下図を参考に、間にフォットカプ
ラーを使った簡単な回路をいれました。
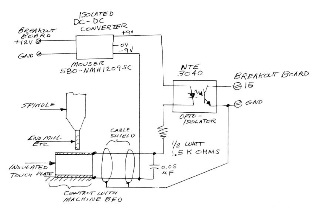
私が作った簡単な回路では、コンデンサーを省略しました。
このコンデンサーは、スパークよけなんでしょうか、ちょっと
わかりませんが、この回路でとりあえず、動きます。
====追記===
アドバイスいただきました。
チャタリング防止のためだそうです。
寿命にも影響するので、つけた方がいいとのことです。
早速、変更したいと思います。
=========
例によって、抵抗等は、細かい計算等していません。

結線後、MACHで確認してみます。
Config-Port and Pine でポートとピンにそれぞれ、
1と13(私の場合)を入力します。
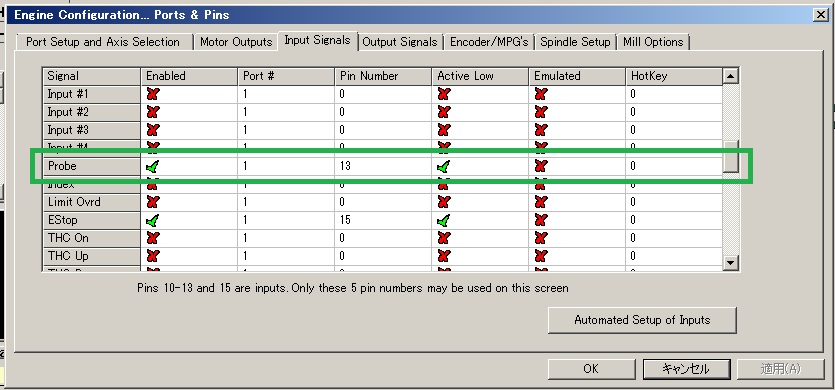
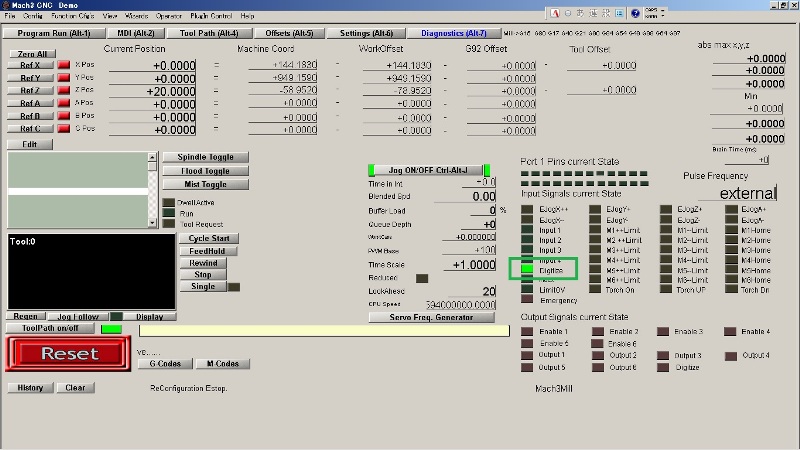
Diagnostic(Alt 7)の画面移ります。鰐口とプレートを
接触させることで、Digitizeの四角がグリーンの点滅をす
れば準備完了です。
下記のHPから、スクリプトを入手しました。
http://www.instructables.com/id/Mach3-Zero-Probe-Tool/
下記がスクリプトです。赤の部分を使うプローブや自分の
環境に合わせて変更します。
'VB Code Start
'-------------------
CurrentFeed = GetOemDRO(818)
DoSpinStop()
ZMove = 20.00 'Total lenght of Probe to move before Stop or no Contact Made.
ZOffset = 1.60 ' Plate Hight
ZSal = ZOffset + 2.00 '+ Free Hight, Will possition the Proble 2 MM over the Material.
StopZmove = 0
If GetOemLed (825)=0 Then
DoOEMButton (1010)
Code "G4 P2.5"
Code "G31 Z-"& ZMove & "F25"
While IsMoving()
Sleep(200)
Wend
Probepos = GetVar(2002)
If Probepos = - ZMove Then
responce = MsgBox ("**ERROR** " , 4 , "Probe **ERROR**" )
Code "G0 Z10"
StopZmove = 1
Code "F" &CurrentFeed
End If
If StopZmove = 0 Then
Code "G0 Z" & Probepos
While IsMoving ()
Sleep (200)
Wend
Call SetDro (2, ZOffset)
Code "G4 P1"
Code "G0 Z" & ZSal
Code "(Z zeroed)"
Code "F" &CurrentFeed
End If
Else
Code "(Check Ground Probe)"
End If
Exit Sub
'-------------------
'VB Code Stop
このスクリプトをMACHに書き込みます。
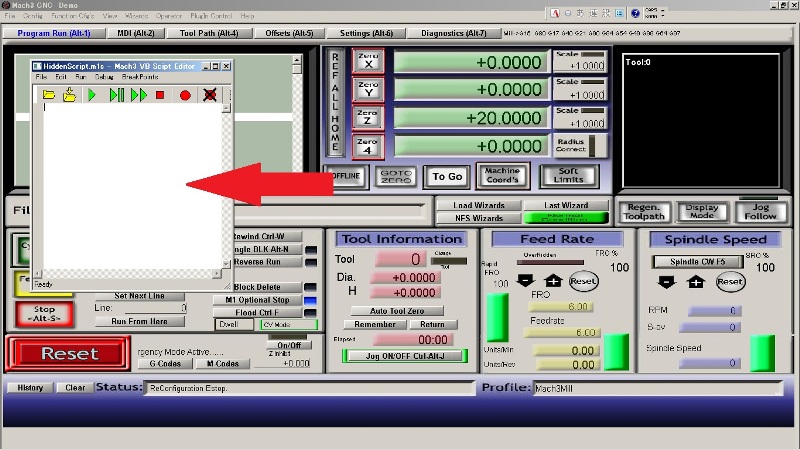
Operator-Edit Button Scriptをクリック
すると、Auto Tool Zero の四角が点滅します
ので、それをクリックして、下記の画面をだします。
赤矢印のウインドウの中身を削除します。
この窓に、先ほどのスクリプトをコピペします。
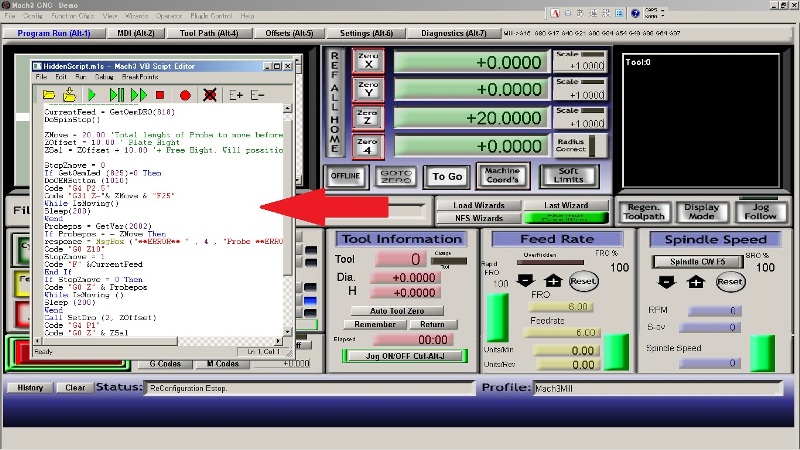
File-Saveをクリックして保存します。
これで、準備ができましたので、RESETを押して、
Auto Tool Zeroをおすと、MACHが自動で、
原点を決めます。
実際はスピンドルが下がってきますが、バラックなので、
適当なところで、鰐口をプレートに接触させると、ステッピング
モーターが止まって、反対方向に動き出します、実際は、
スピンドルが上がります。
実際に動かして見ると、スピンドルが高さがきちんと計測さ
れ、スクリプトに記述した高さでMACHに設定されます。
別なスクリプトを使うと、X軸、Y軸等も自動でセットできる
ようです。また、別な治具を使うと円の中心の設定も
できるようです。
TOP PAGE △