






2014-03-06 Thu
今日は,さびたナットで手こずりました。ネットでくぐってみると,
潤滑剤は,
CRC-556(楽天最安 320ml 420円)
・・・・・・180ml換算(約236円)
↓
CRC-556スーパー(楽天最安 435ml 880円)
・・・・180ml換算(364円)
↓
RP-C ラスベネ(楽天最安 180ml 1050円)
・・・・・・180ml(1050円)
の順に浸透力が高いとありました。値段も高くなるそうです。
ちなみに,180ml換算では,556の4倍です。ある方は,

この順で使うそうです。
それから,バーナーであぶっったり軽くハンマーでたたいたりと,
外れやすくなるとありました。
今日は,556を大量に使い,トンカチで瞬間的にはたいたり
力任せに回したりでやっとでした。
この次外す時は,バーナーであぶるのも
手かなと思いました。
2014-03-06 Thu
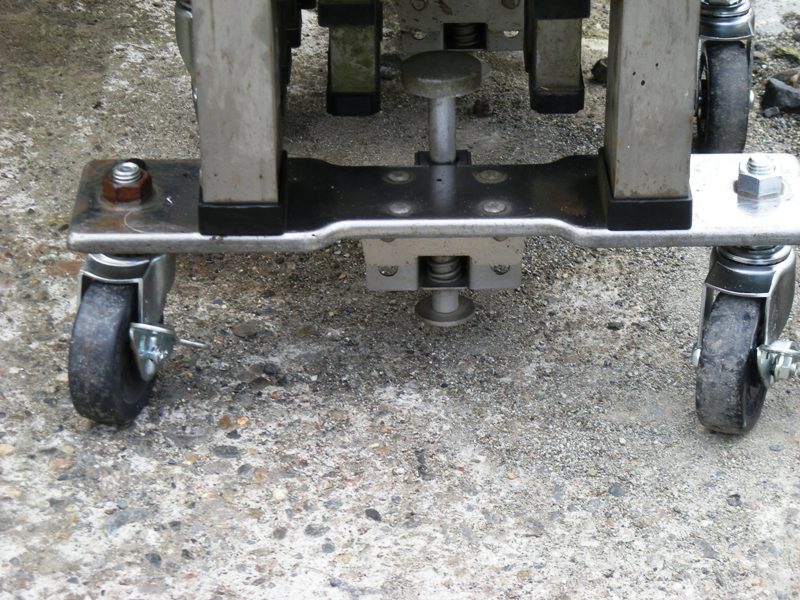
とみに動きが悪くなっていた門扉のキャスターの交換をしました。しっかりとさび付いており,ナットを外すのに苦労しました。
ナットで止めるタイプのキャスターですが,今までのは,ネジ
のピッチが1.25で,HCに売っているものは,1.75が一般的
のようです。細目のネジを使う意味もあるのでしょうが,
1.75のキャスターに交換しました。一部2年ほど前に交換
したものもありますが,全部交換しました。
途中でナットがたりなくなり以前に交換した時のナットを使ったり
です。
見事にさびています。

後日ナットキャップをつけます。
2014-03-04 Tue
昨日できあがったダイヤモンドホイール(カッター)のホルダー
とエンドミルで,手こずっているナットの加工です。
ダメ元で購入した三菱のエンドミルを使ってみました。
なんとこれが,あっけなく削れてしまいます。念のため,0.1mm
ずつ切削しましたが,問題なく削れました。

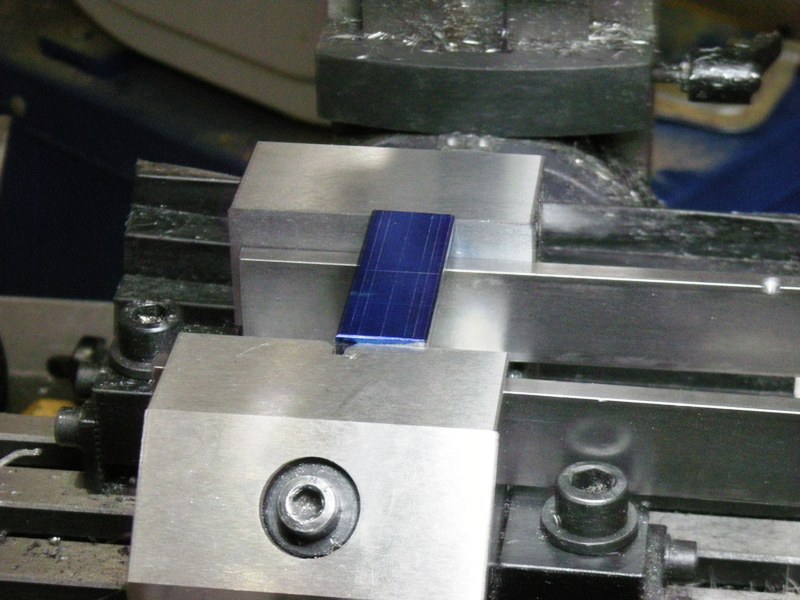
ところが,調子にのって,ワークを食い込ませてしまいました。
見事,エンドミルが昇天です。

でも,加工が出来ることが分かっただけでも,進歩です。
8600円のエンドミルが昇天ですので,高い授業料です。
昨日できあがったダイヤモンドホイールのホルダーにダイヤモンド
ホイールを装着して,ホイールつきのと比べてみると,その大き
さの違いがわかります。小さいのは,ホルダー付きで売ってるも
のです。
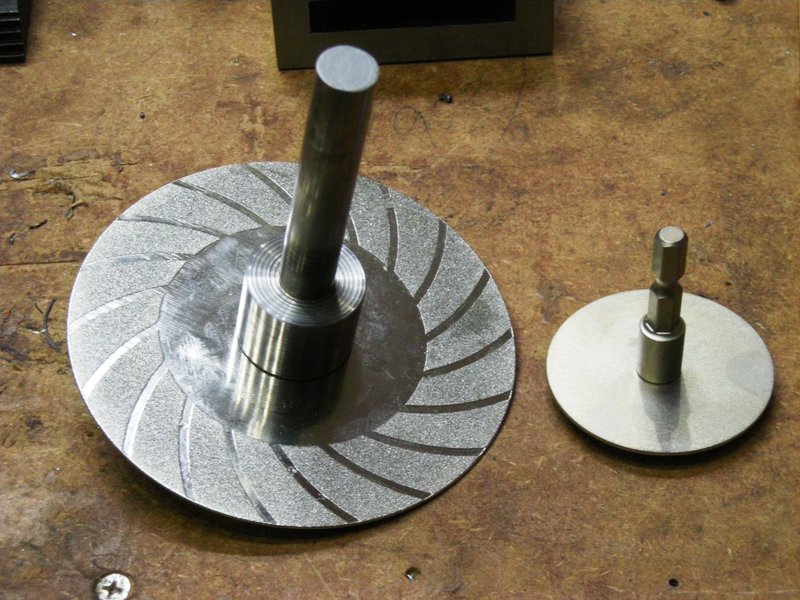
これで,メタルソーのホルダー等の自作もできることが分か
りました。少しずつ,加工の幅が広がってます。
2014-03-01 Sat
ボールねじナットの加工に手間取ってます。安物のダイヤモンドホイールを購入しました。ホルダーがないので,ホルダーの
制作をします。
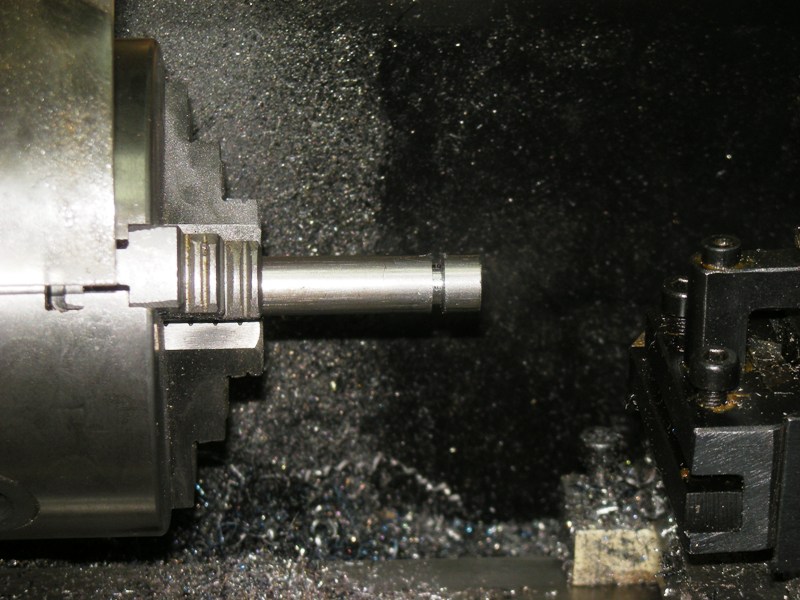
12mmの磨き棒に10mmのネジを切る準備です。
この後,「にげ」の溝の右側を10mmに削ります。手持ちが
12mmなので,しかたないですが,14mmぐらいでもよかった
かなと思います。
メタルソーホルダーについて,諸先輩の記事がいろいろあり
ますので,参考にしながら,作ります。
シャンクになる部分の雄ねじ切りも終わりおおざっぱな加工
が終わり部品もそろいました。

シャンクの部分とホルダーの部分を組み合わせて,回して
みると,首をふります。

雌ねじが斜めに切れたようです。気を取り直して作り直しです。

今度はうまくできました。ついでに,加工方法も変更です。
このまま,シャンク部分とホルダー部分を金属用接着剤で
固定して,固定してから,
中繰り等の加工をすることにします。
中繰りの加工も終わり,中心に6mmのタップを切ります。
主軸手回しハンドルをつけて,手動でタップ切りです。

この手回しハンドルは,市販品です。
諸先輩は手作りしてるようですが,私は,
ベルメックスインターナチョナル
から購入しました。
固定ふれ止めを使って中繰りをしたままで,タップ切りです。
初め芯押し台にドリルチャックを加えて,チャックにタップをつけて,
左手で主軸手回しハンドルを回して,右手で芯押し台のハンドル
を廻しながら,タップを切っていき,まっすぐいったら,芯押し台
からタップを外してタップハンドルをストッパーにしながら,切ります。

と言う訳で,途中の写真は抜けてますが,ダイヤモンドホイール
のホルダーの完成です。

このホルダーのホイールで,ボールナットを再び
加工してみます。
2014-02-26 Wed
昨日届いたボールねじの加工をします。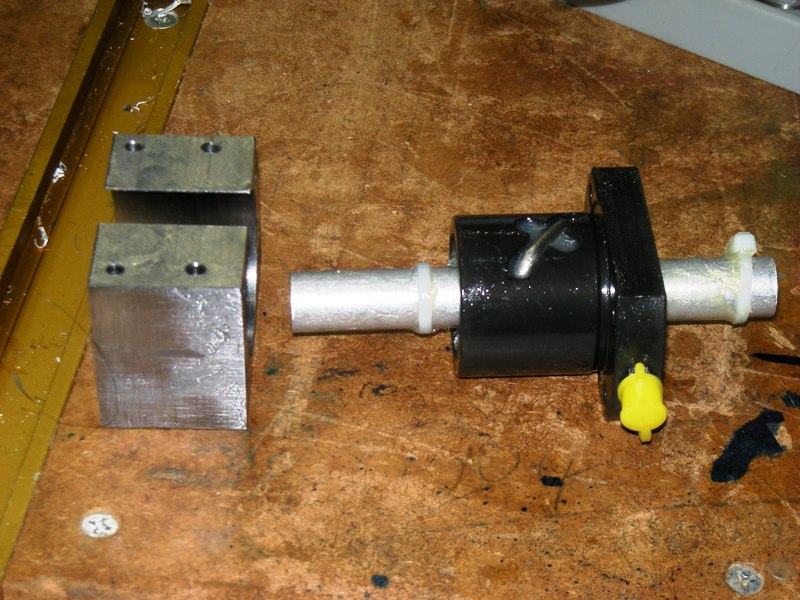
サポートに組み込んで加工します。グリスニップルが付い
てなかったので,つけてみました。組み込み時に,このグリス
の給油についても考慮する必要があります。
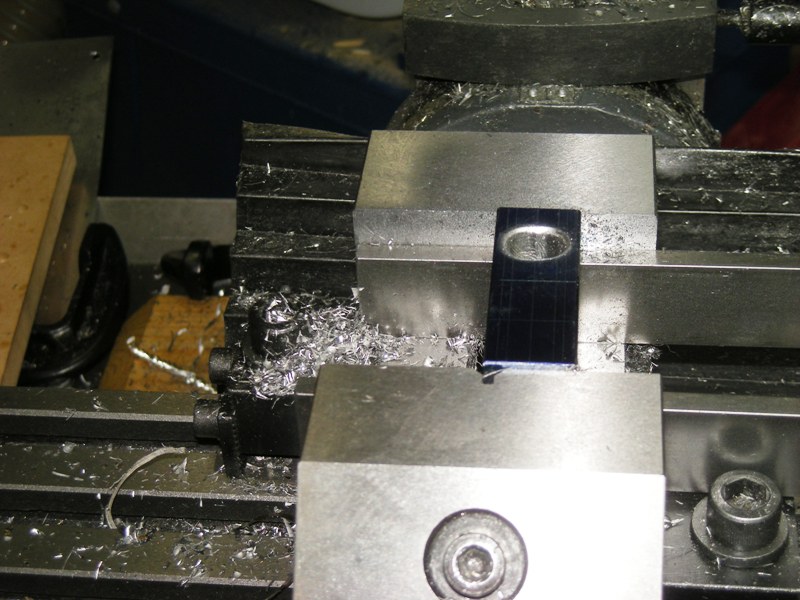
早速,くさびクランプにセットして,加工します。2mm程度
削るのですが,ダイヤモンドホールで削ってみます。
しっかりと養生をします。

1mmほど削れたのですが,らちがあかないので,
エンドミルでトライ。
硬いです。エンドミルの刃先がまるまって,しまいます。
YUSAさんのHPでは,切削油をたっぷりつけて,
超硬エンドミルで削ったとあります。

今日は,ここまで。
エンドミルを変えて,トライするか,相応のダイヤモンド
ホイールで削るか,思案中。
2014-02-25 Tue
本日,注文していたボールねじが届きました。大きな箱に入って,

開けると,プチプチの緩衝材がいっぱい。

底の方に,ナットとネジが別々に入っていました。

ナットの中心には,ボールの抜け落ち防止のパイプが通してあり,
パイプの両端は,抜けないように,タイロックで止めてありました。
自作のサポートと組み合わせて見ました。ちょっとゆるめですが,
固定用のねじ穴の失敗もないようです。
2014-02-25 Tue
自作くさびクランプを使って見ました。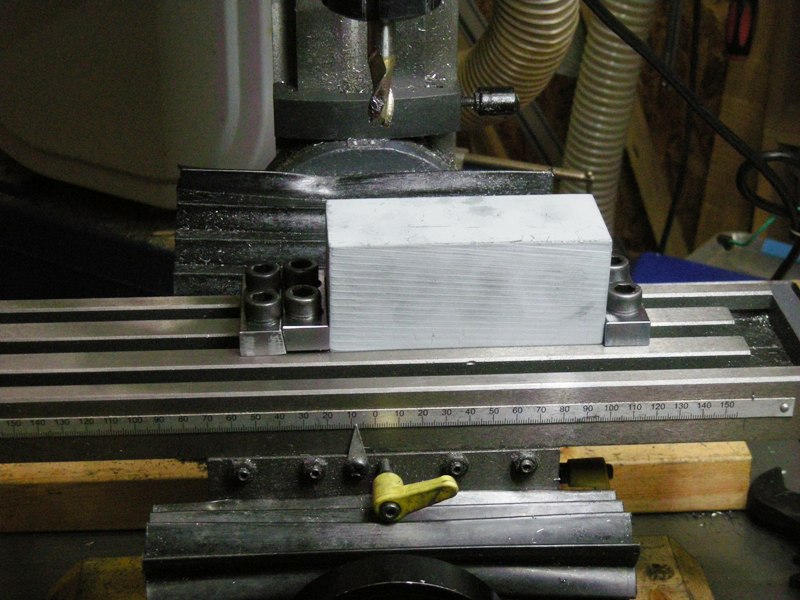
しっかりとワークを固定でき,バイスよりも手軽な感じです。
特に,平行出しなどが必要ないワークには,便利に使える
と思います。
今回は,加工の少ない磨棒をつかいましたが,2倍ぐらいの
厚さにして,ワークの下に捨て板をしいても固定できる大きさ
もあると便利かなと思いました。
2014-02-24 Mon
今日は,くさびクランプの長穴の加工とねじ切り等をします。けがいたワークをプラハンでたたきながら固定します。
長穴の加工の後,面取をします。
とりあえず長穴の完成です。今回も,振動がでて,使った
エンドミルの径よりも大きくなってます。

穴開けの残ったTスロットナットも現物あわせで穴の位置
決めて,タップを切ります。

10mmのタップのせいもあり,アルミに比べると格段に力が
いります。これ,オークションで手に入れた6000円の
電動タッパー(日立UT8V)でやると,またタップを折ること
になるような気がします。

と言う訳で,一応くさびウランプが完成です。

明日,フライスの清掃後にセットして,使ってみようと
思います。
2014-02-23 Sun
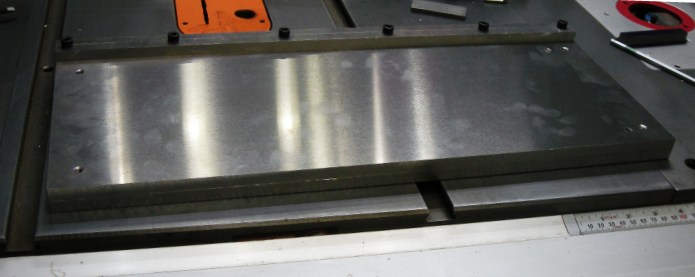
部材がそろったので,加工に必要な拡張テーブルの続きです。結局,10Tのアルミ2枚使うことになりました。
ざっと組み立てって見ましたが,対角線上のがたがあります。
ということは,ねじれがあるか,バリ等で平面がでてないか
です。
木工だと手動カンナ基準面を作って,自動カンナをかければ,
あっさり平面はでるのですが,アルミではね。
とりあえず,バリをとり,もう一度組み立て治してみるようです。
それでも,平面がでてないようなら,治具を作って,ねじれを治す
ようですね。
6面フライスのプレートなら,ねじれもないのですが,
値段がたかいですねえ。拡張テーブルができたら,
テーブルの加工とベースの加工に入ります。
2014-02-21 Fri
くさびクランプの穴開けとTスロットナットの製作をしました。くさびクランプの10度に切削したブロックの固定する方に
10.5mmの穴をあけました。
--写真予定--
やはり,S45Cはアルミに比べたら格段に硬いです。
細いドリルから,一気に10.5mmのドリルにしたので,
何回か,食い込みでとまりました。
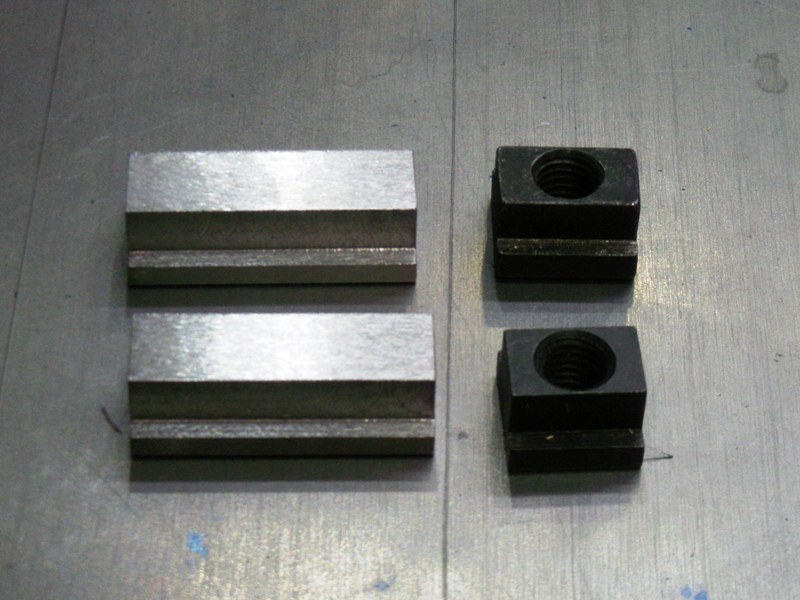
時間がとれたので,Tスロットナットの切削もしました。

一度Y軸を設定してしまうと,後は,Z軸の深さだけを気にすれ
ば左右対称の物ができます。
片方を目的の深さまで切削した後,ワークを反転して固定して,
同じように,目的の深さまで切削します。

同じものを2本作りましたが,凸部分が片方は,12mmでしたが,
もう一方は,0.5mmほど余計に切削してしまいました。
でも,二つとも,Tスロットにうまい具合におさまりました。

後は,予定の長さに整形して,長穴の加工をしたブロックの
位置を考えて,穴を開けます。
長穴側をどうしようか考えてます。寸切リボルトなどを固定
してナットで固定するようにするか,キャップボルトのままに
するか,考えてます。
市販のTスロットナットは,底面よりもボルトがでてしまうと,
Tスロットを壊してしまう恐れがあるので,底面より出ないように
加工がしてあるそうです。
2倍の長さで切削してますので,半分の長さにし,端面を
整えます。

市販のナットと比べると,結構長いです。
できあがった部品を並べると,一番左側のブロックは
上下左右反対ですが,
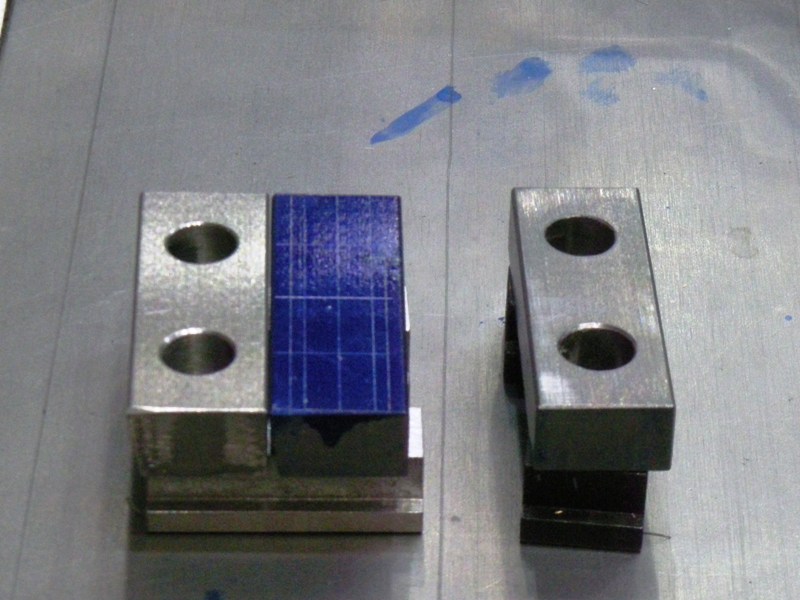
こんな感じです。
長穴の加工と,Tスロットナットのねじ切りが残って
ます。
TOP PAGE △