








2016-04-30 Sat
大手スーパーにいったら,柿の種ミックスが目についたので思わず購入。柿の種といえば,新潟の亀田製菓のものも
有名ですが,水戸市の但馬屋のものも結構有名なようです。

袋のものも売ってましたので,どちらがコストパフォーマンス
がいいのか計算しようと思い,内容量を確認しました。
ところが,内容量の記載がありません。
早速電話をかけて聞いてみると,店番の方が出ましたが,
らちがあかず責任者にに問い合わせたようです。
しばらく間があって,内容量は,600~700gとのこと
です。
入っているピーナツの量でバラつきがでるとのことでしたが,
100gも範囲があるのにはびっくり。
値段的にはどうなんでしょうか。700gのものを購入したく
なりますね。
2016-04-30 Sat
今回LEDのシーリングライトを取り付けましたが,振り返って見ると,けがの功名?があって,たまたま,うまくいったよう
です。この辺は,私のいい加減な性格でしょうかね。(笑)
けがの巧妙だったのは,たまたま購入した引っかけ
ローゼットの形が既存の穴に合致していたことです。
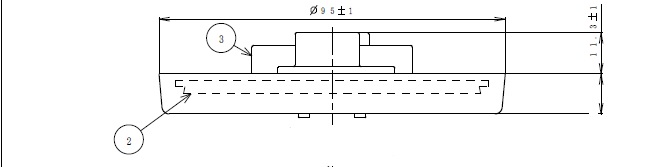
当たり前なのですが,引っかけローゼットは,型番によって,
裏面の出っ張りの形状が違ってます。
今回取り付けたWG6130Wの形状は,下記のようになってます。
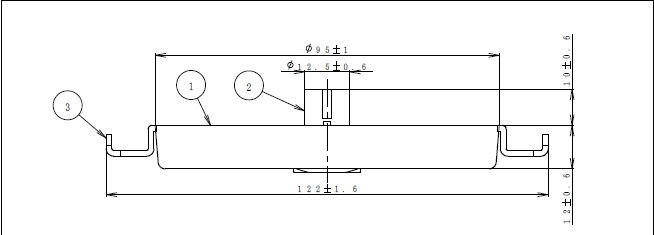
裏面の出っ張りは,天井に開けられたVVFの引き出しのた
めの穴と一致してます。
もし別な品番のものたとえば,WG6001WK
あたりですと,天井の加工をしないと取り付けができません
でした。
取り付けの先の形状の確認等,よく考えていませんでした。
今回もまた,一つ勉強しました。
2016-04-30 Sat
Fusion360のCAM機能を使って,Gコードを作成してみました。
NCVCで作成するコードとは違ったコードが作成されます。
ツールの選択や主軸の回転数等の細かい設定まで,作成
されます。
Gコードについても,まだまだ勉強中なのですが,いろいろ
調べて見ました。
なお,Fusion360では,G28のコードは使わない設定にし
ました。次のようなヘッダー?が付加されます。赤とオレンジ
の文字は,私が注釈として加えました。オレンジの部分は,
MACH3特有のもののような気がしますが,詳細は不明です。
(1002)-(プログラム名)
(T12 D=2. CR=0. - ZMIN=-1.6 - FLAT END MILL)
(工具情報?)
G90 G94 G91.1 G40 G49 G17・・・・別掲
G21(ミリメートル使用-MACH3専用?)
(2D 6)(2Dポケット加工?)
M5(主軸停止)
M9(クーラントOFF)
T12 M6(工具交換)
S17507(主軸回転数) M3(主軸正転)
G54(ワーク座標系選択)
M7(ミストON)
最初の部分は,
G90(アブソリュート指令)
G94 (Units Per Minuteー分速mm/s)
G91.1(Set IJK Arc Mode)
G40 (工具径補正キャンセル)
G49 (工具長補正キャンセル)
G17(XY平面指定)
現在の私の環境では,使わない機能も設定されてます。
NCVCで作成したGコードでは,10mm径の真鍮で高さを
設定後,X,Y,Z軸とも0に戻していました。そのため,NCVC
のGコードの先頭には,
G90 G54 G92 X0Y0Z10.
が付加され,0,0,10のワーク座標に設定していました。
この方法がいいのかは分かりませんが,Fusion360の
コードのG54の後に,G92 X0Y0Z10.を付加すれば,
今までと同じように使用できそうです。
TOP PAGE △