








2015-03-19 Thu
フライスのバッククラッシュがひどくなってきたようです。切削にも影響があるようで、気になりはじめました。ロータリー
テーブルを使った時に、顕著に感じたのですが、フライスの
テーブルでも、感じるようになりました。きっと、ナットが
すり減ってきたのでしょうね。
木工の世界では、アップカットが常識で、
プライムカット(ダウンカット)をすると、トリマーやルーター
では、機械が暴れてしまって、コントロールが難しいです。
しかし、場合によっては、プライムカットの方が、切削面が
きれいになります。
フライスでは、機械のバッククラッシュが加わるので、私が
使ってルような非力な機械では、影響が大きいです。
木工のようにアップカットしたときのことを考えてみます。
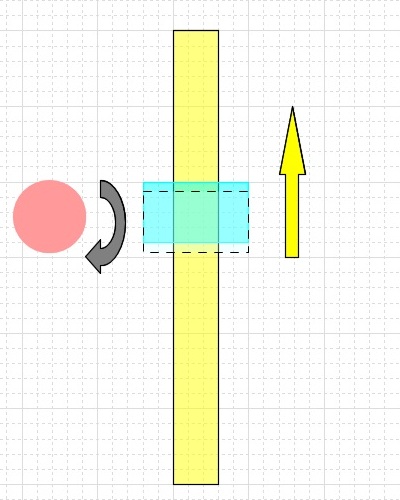
黄色矢印のように部材を送りだしますと、エンドミルが逆方向
に回ってますので、部材の送りを止めると、バッククラッシュ
の分だけ、点線の位置まで、ナットが引き戻されることに
なります。送りを再開すると、バックックラッシュを経由して
黄色矢印方向に部材が移動します。ここで、また、送りを
止めると、また、バッククラッシュの分だけ、引き戻されます。
つまり、バッククラッシュの分だけ、部材が往復運動をするこ
とになってしまいます。私のフライスは、この影響で、周期的
にカタ・カタと結構大きな音と振動がでます。
ダウンカットした時はどうでしょうか。
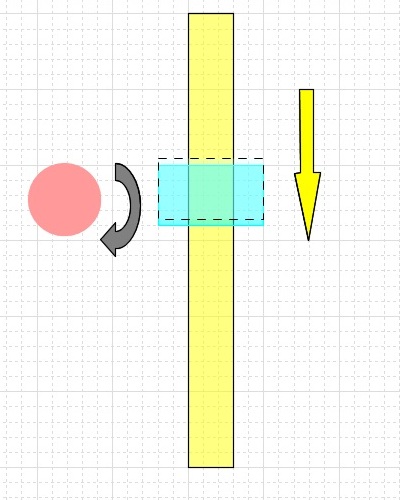
ミルの回転方向と黄色の送り方向が一致しています。言い
換えると、バッククラッシュを消すように、ナットに圧力を常に
加える状態になります。アップカット時のような往復運動
にはなりません。
たしか、予備に買っておいたナットがあったような気がするので、
Y軸だけ交換してみようと思います。この上のフライスだと、
スリ割りを入れてバッククラッシュを軽減してるんですが、
私のX2互換機では、厳しいでしょうねえ。
TOP PAGE △