ユーチューブを検索していたら,フライス盤を旋盤のように
使う画像がありました。
こんな使い方もあるんですね。この方は,X3のフライス盤
をCNC化して,旋盤のように使ってます。
センタリングさえうまくいけば,
こんな使い方もありですね。

mabo個人のサイトです。いろんなことを日記風に書いてます。場合によっては,間違った記載もあるということをご承知おきください。表題をクリックして,個別のページの最下部からコメントをお願いします。
ユーチューブを検索していたら,フライス盤を旋盤のように
使う画像がありました。
こんな使い方もあるんですね。この方は,X3のフライス盤
をCNC化して,旋盤のように使ってます。
センタリングさえうまくいけば,
こんな使い方もありですね。
以前,フライス盤で,BT40?等で一般的なクイックチェンジ
が手持ちのフライス盤でできたらいいなと,いろいろあさって
た頃,
Easy Change Basic Holdersというものを見つけました。
R8という規格でしたが,MT3のものもあるようでした。
購入しようと思いましたが,値段がいい値段で,ちょっと手
がでませんでした。なによりも,ワンタッチで,交換ができ
そうなのが魅力的でした。
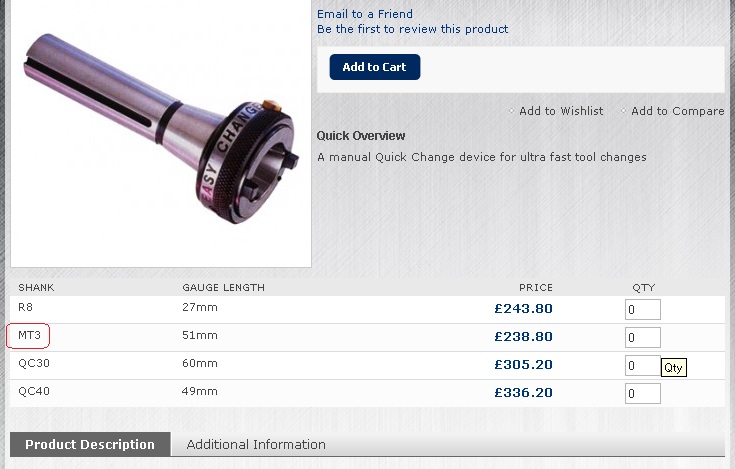
今日,久しぶりに,LittleMachineShopを見ていたら,
Quick Change Toolingなるものが目に入りました。
以前は,専用の機械でないと使えないものと思って
ましたが,どうやら,専用のコレットを使うことで,MT3の
X2互換機にも使えるようです。値段的にも,それほどでは
ないようです。
ただ,交換には,ドローバーの操作が必要なようですが,
専用コレット「Collet Holder, Tormach TTS, ER-32」をいくつ

か準備して,おけば,手軽に,交換ができそうです。
専用のMT3のコレットが,29.75$です。幸い自作のインチ
仕様のドロバーもありますし,またまた悪い虫がおきそうです。
値段的にも一つ,34.75$ですから,手の届かない値段では
ありません。刃先の長さを調整しておけば,MCAH等の
TOOLCHANGEでも使えそうです。
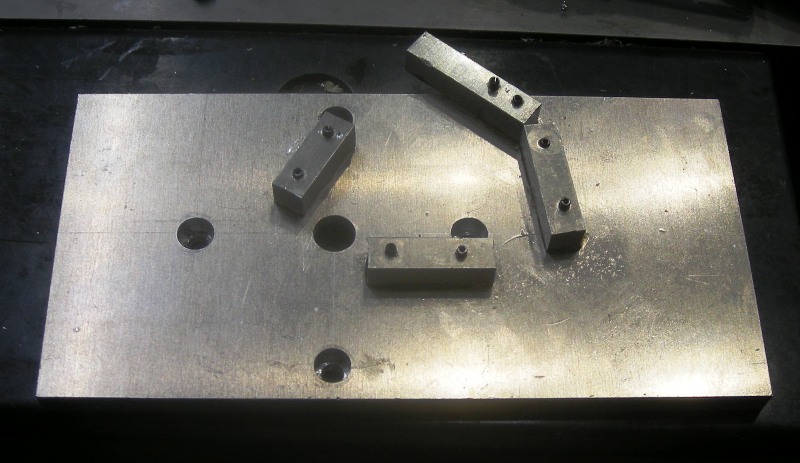
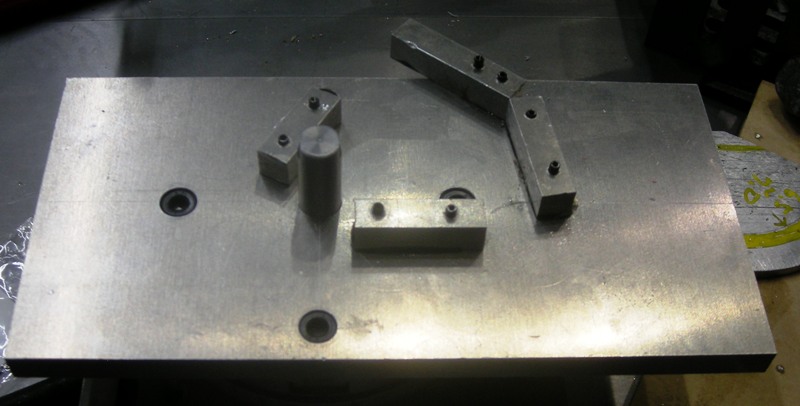
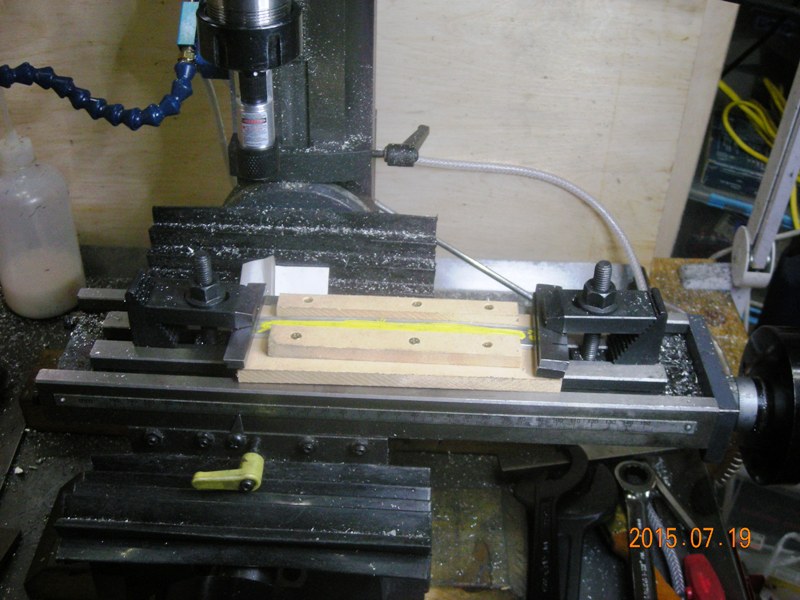
最後の難物の加工です。
ロータリーテーブルに捨て板を固定するための加工です。
4カ所の穴と座繰り、中心の位置決め用の穴の加工をし
ました。

ワークの位置決めをするための端剤を接着材で固定しま
した。
念のため、穴を開けて、スプリングピンを打っておきます。
以前作っておいた位置決め用の治具をロータリーテーブル
に刺します。

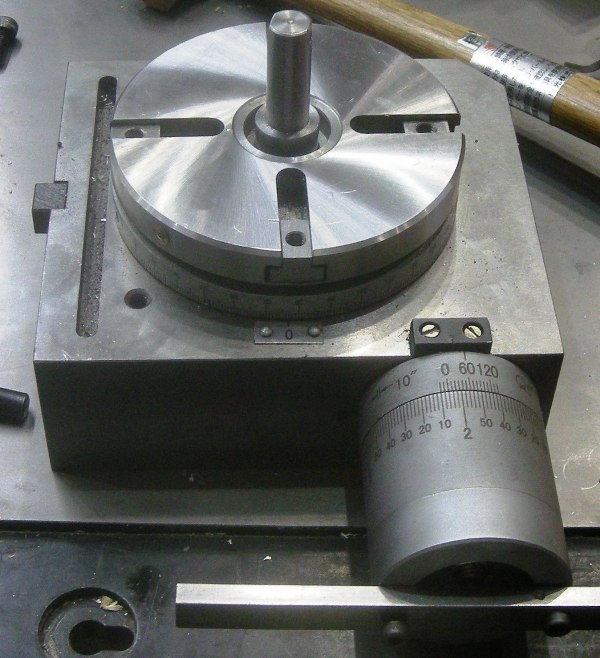
この治具に合わせて加工しておいた捨て板をセットします。
真ん中のピンを抜きます。
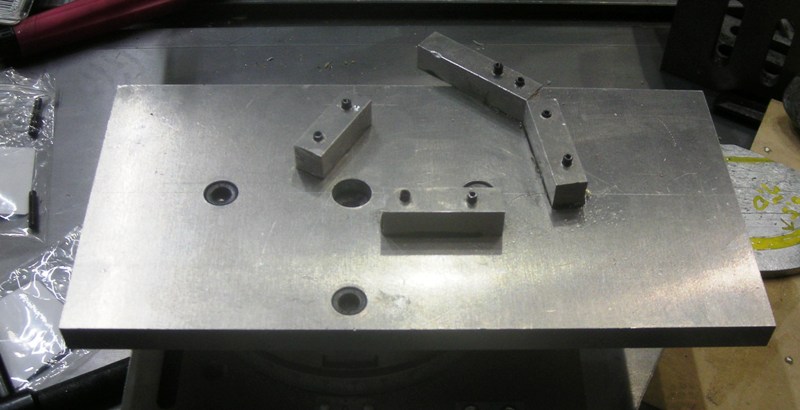
捨て板のセットが終わったので、ワークをセットします。
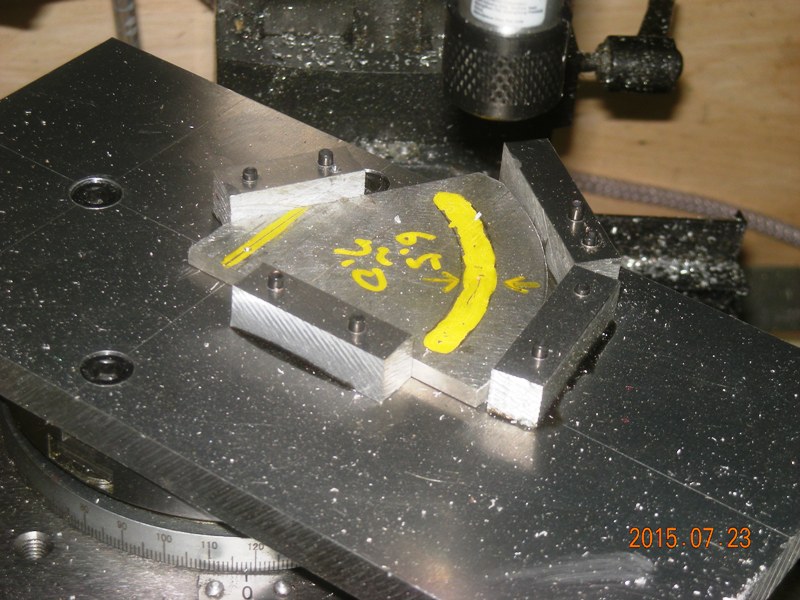
レーザーファインダーで位置決めをして、両端を切削します。
このまま切削しようと思いましたが、浮いてしまうので、
急遽ワークも接着材で固定しました。

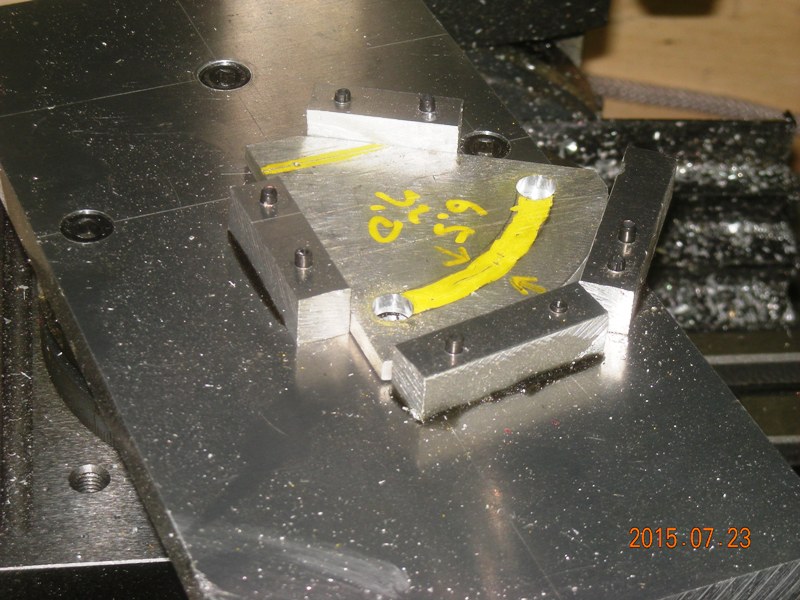
ロータリーテーブルを回転して、加工しました。
接着材を使って固定したので、バーナーでワークをとります。
やっと完成です。治具作りに2日。切削に30分。こんなもんです
ねえ。

今回の収穫は、金属用の接着剤です。結構強力で、
これだけで、切削に耐える強度がでるかもしれません。
段取り、九割ですねえ。また、勉強しました。
友人からの依頼の加工です。MDFを捨て板に、固定します。
でも、MDFはだめですね。強くしめると、縮んでしまいます。

固定したものをフライスに固定します。

いつもの通りレーザーファインダーで、平行だしをします。
精度は必要ないので、ダイヤルゲージは必要ありません。
レーザーファンダーで両端の位置合わせをして、掘り下げて
おきます。

両端の間を掘り下げて完成です。7mmの幅でという依頼だ
ったので、今回は、手持ちの超硬のバイスを使いました。
雀を大砲で撃つようなもんです。
完成しました。

切り口を整えて終わりです。
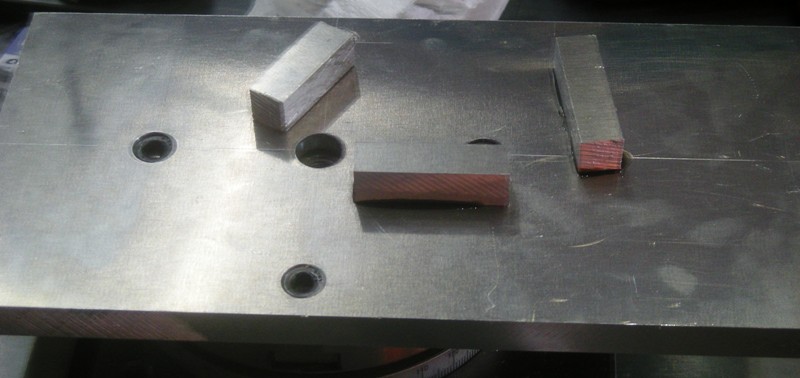
友人よりフライスによる加工依頼がありました。いつも世話に
なっている同級生の自動車屋さんからです。
材質は、ジュラルミンで、車のアンダーガードの部材のよう
です。

一番下の加工は、固定さえしっかりすれば、さほど難しくないです。
真ん中のものは、ロータリーテーブルを使うようですが、固定
はどうしましょう。治具が必要でしょうかね。
一番上のの加工は、直線の組みあわせですから、罫書きさえ
できれば、慎重に加工で、OKのような気がします。
精度はあまり必要ないようですので、私にも加工が可能だと
思います。
某オクで、コーナーRカッターを落札しました。
4本で、3000円強ですから、安いお買い物だったと思います。
細かいスペックを考えないで購入してしまいましたので、
届いたものをよく見てみると、一番太いもののシャンクが
25mmあります。

多分、手持ちのコレットでは、きっと、くわえることができないと
思います。まあ、将来、フライスをバージョンアップしたときの
ために、とって置きます。
これで、コーナーの処理に幅がでると思いますが、諸兄の作品
をみると、1.5mmの面取りがきちんとされてます。
私がやると、どうしてもいい加減になってしまいます。諸兄は
どんな手順で、しているのでしょうか。
興味のあるところです。
コレットの精度が気になり始めましたので、コレットチャックの
精度をしらべて見ました。
直装コレットチャックの精度が一番いいようです。
1/100程度の振れですので、スピンドルの振れの精度です。
コレットチャックの精度は、
これもいいようです。
念のため、コレットチャックの装着の部分の清掃をしてから、
これっとチャックをセットして、測定してみました。
昨日の測定では、かなりの振れがありました。旋盤で痛めた
ことと、水溶性切削油を使った時に細かい切り子が内側に入り
込んでいたことが原因のようで,きれい掃除して、装着すると、
半分ぐらいの振れにおさまりました。
使い方が悪かったんですね。ちなみに、別なメーカーの9-10mm
のコレットは、精度が悪かったです。
7/100ぐらいのぶれがあります。
たしか、某オクで精密コレットということで購入したコレット
チャックです。旋盤でワークを掴んで、無理な力をかけた
せいか、10mmのコレットの精度がかなり悪くなりました。
根元でも10cmぐらい先でも、0.1mm以上のぶれがあ
ります。
細いものから太いものまで掴めるように、そろってますが、
10mmのものだけ、単体で、日本製を購入しようかと思い
調べてみましたが、○○タロウで、
ER32 SPR 9-10 AA----5990円
ER32 SEAL 10-11ーーーー11900円
という値段です。ワンセットが購入できるくらいの値段です。
別なメーカーの規格表では、AA級は、

とあり、口元で、0.015mmぶれです。
仮に、私のフライスにこれをつけてみて、どうなんでしょうか。
スピンドル自体のぶれが、0.01程度ありますので、0.02mm
程度におさまってっくれるんでしょうか。
試してみる価値はあるようですが、それにしても、
値段が・・・・・。
どうもベアリングから音がするようなので、思い切って交換
することに。
治具があるので、ヘッドを外さないで、交換しました。

この治具で、外すのもセットするのも可能でが、スピンドルか
らベアリングを抜くのには、さすが、プーラーがいります。
治具で、アウターを入れているところですが、交換前のアウター
をみてみると、フレッチングと細かい筋がありました。

きっと、セットがきつすぎたんですね。初めての交換だったので、
調整不足ですね。1時間ほどで、交換終了です。
明日、念入りに調整してみようと思います。
下側のアウターの方が、筋が激しく、打傷?様のものも、
何カ所かありました。
LITTLEMACHINSHOPでは、ほぼすべての部品がそろってるので、
フライスや旋盤をいじるのに、部品をよく購入してます。
ただ、原産国は、多分中国のような気がします。
フライスの微動ダイヤルを一回り大きくすするのに、部品を
購入しました。
ダイヤルの六角ネジがハズレなくなってしまって、ダイヤル
を外せないので、そのまま入れ替えるのに、ユニバーサル
シャフトの固定の部品も購入しました。
取り替えてみて、なんかおかしいこ気付きました。ボルトの
長さが足りないのです。よく見てみると、キャップボルトの首上
の部分の座繰りが、なんと反対側にしてありました。
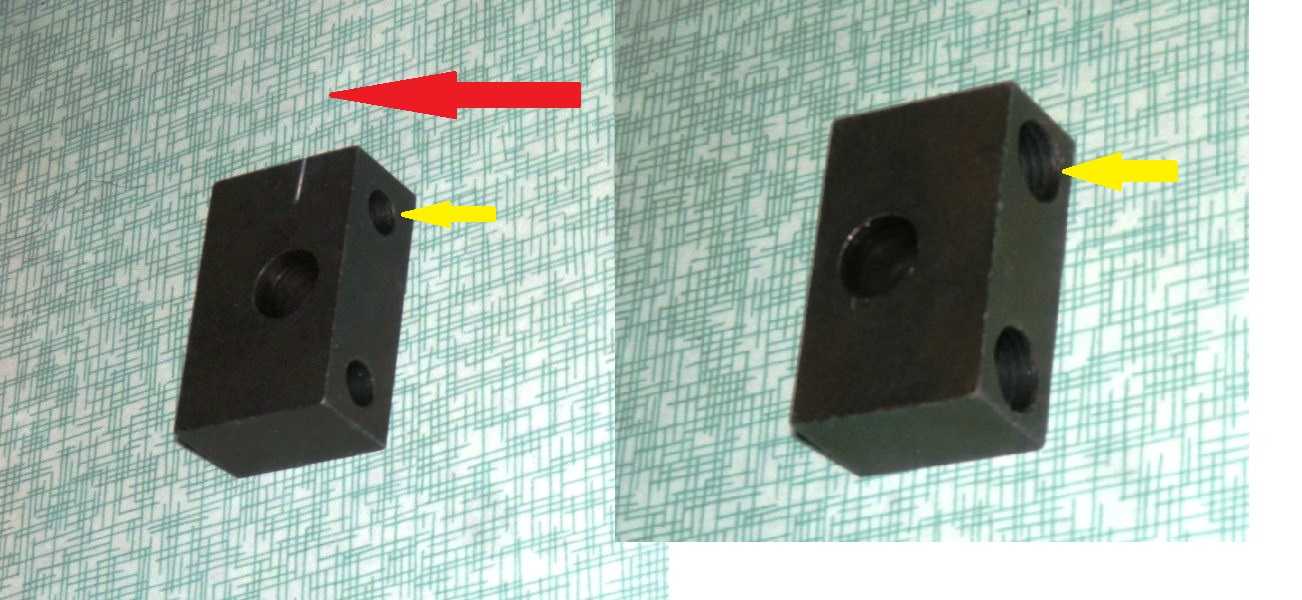
赤矢印がフライス側になりますが、座繰りがしてありません。
この部品を裏返して撮ったのが右の写真です。座繰りがこちら
側にあります。
こんなこともあるんですねえ。
自作すればいいんでしょうけど、採寸やら、加工やら面倒なので、
注文したのですが。
さすが、中国製です。
仕方がないので、ユニバーサルシャフトを切断して、今までの
部品を使えるようにしました。
一応メールで、その旨だけLITTLEMACHINSHOPに連絡
しました。