大手スーパーにいったら,柿の種ミックスが目についたので
思わず購入。柿の種といえば,新潟の亀田製菓のものも
有名ですが,水戸市の但馬屋のものも結構有名なようです。

袋のものも売ってましたので,どちらがコストパフォーマンス
がいいのか計算しようと思い,内容量を確認しました。
ところが,内容量の記載がありません。
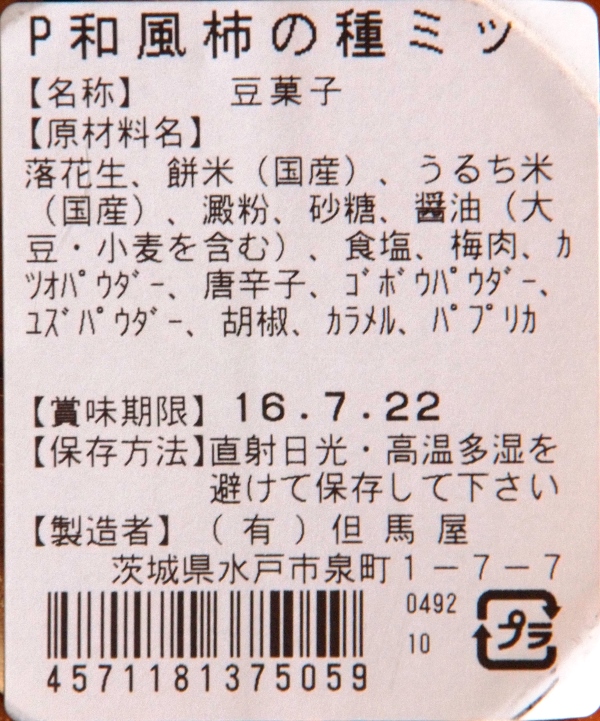
早速電話をかけて聞いてみると,店番の方が出ましたが,
らちがあかず責任者にに問い合わせたようです。
しばらく間があって,内容量は,600~700gとのこと
です。
入っているピーナツの量でバラつきがでるとのことでしたが,
100gも範囲があるのにはびっくり。
値段的にはどうなんでしょうか。700gのものを購入したく
なりますね。