
フライスのバッククラッシュがひどくなってきたようです。
切削にも影響があるようで、気になりはじめました。ロータリー
テーブルを使った時に、顕著に感じたのですが、フライスの
テーブルでも、感じるようになりました。きっと、ナットが
すり減ってきたのでしょうね。
木工の世界では、アップカットが常識で、
プライムカット(ダウンカット)をすると、トリマーやルーター
では、機械が暴れてしまって、コントロールが難しいです。
しかし、場合によっては、プライムカットの方が、切削面が
きれいになります。
フライスでは、機械のバッククラッシュが加わるので、私が
使ってルような非力な機械では、影響が大きいです。
木工のようにアップカットしたときのことを考えてみます。

黄色矢印のように部材を送りだしますと、エンドミルが逆方向
に回ってますので、部材の送りを止めると、バッククラッシュ
の分だけ、点線の位置まで、ナットが引き戻されることに
なります。送りを再開すると、バックックラッシュを経由して
黄色矢印方向に部材が移動します。ここで、また、送りを
止めると、また、バッククラッシュの分だけ、引き戻されます。
つまり、バッククラッシュの分だけ、部材が往復運動をするこ
とになってしまいます。私のフライスは、この影響で、周期的
にカタ・カタと結構大きな音と振動がでます。
ダウンカットした時はどうでしょうか。

ミルの回転方向と黄色の送り方向が一致しています。言い
換えると、バッククラッシュを消すように、ナットに圧力を常に
加える状態になります。アップカット時のような往復運動
にはなりません。
たしか、予備に買っておいたナットがあったような気がするので、
Y軸だけ交換してみようと思います。この上のフライスだと、
スリ割りを入れてバッククラッシュを軽減してるんですが、
私のX2互換機では、厳しいでしょうねえ。
---R8 Easy Change Basic Holders---
以前、R8 Easy Change Basic Holders というツールが販
売されているサイトを見つけました。
R8というテーパーの規格で、日本では、一般的ではない
規格なので、使うには、主軸をR8のものに変える必要が
あるなと思ってました。
今日、いろいろみているとMT3の規格のものもあるようで、
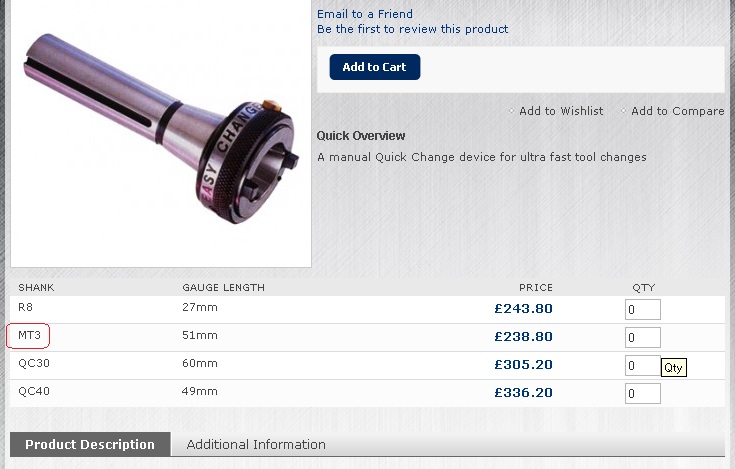
安ければ即購入でした。
QC30、QC40という規格もあるようですが、これは、NTや
BTとまた違う規格なんでしょうかね。
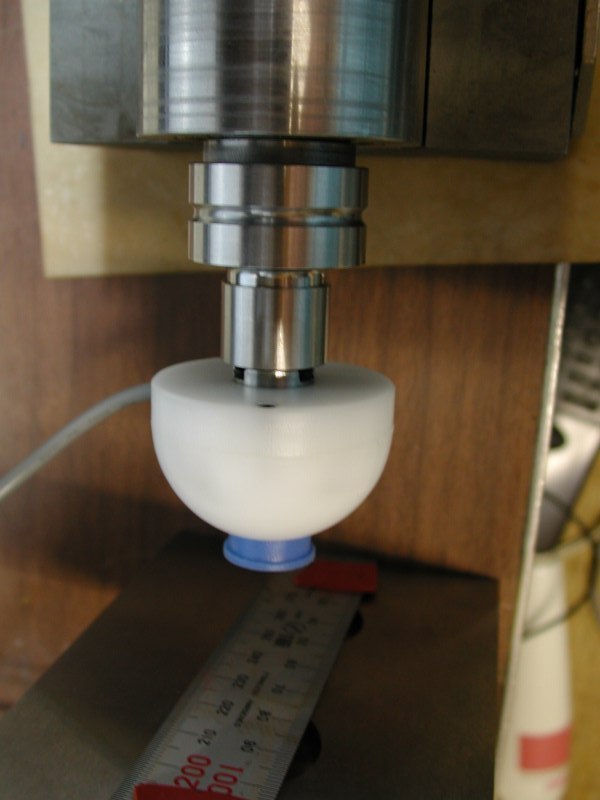
---「原点カメラ」---
手持ちの材料(真鍮)で、原点カメラのホルダーを作りました。
作ったといいいっても、心中の太さを整え、中心に10mmφ
の穴を開けて、コードの取り出し口を付けた部品をを一つと
チャックに加えられるようにした蓋に当たる部品の二つです。

中心に10mmφの穴を開けるのと、チャックに咥える部分
の作業が面倒でした。特に中心にあけた穴は、原因はわかり
ませんが、多少偏心してしまい、蓋をねじ入れてみると、
多少の段差ができました。
USBカメラを入れてみるとおさまりはいいようです。

中心に開けたあなが、多少大きくなったようで、当初からの予定
ですが、何カ所かイモネジで固定する予定です。
フライスに咥えて、動かしてみました。

もうちょっと長さが短いとよかったのですが。
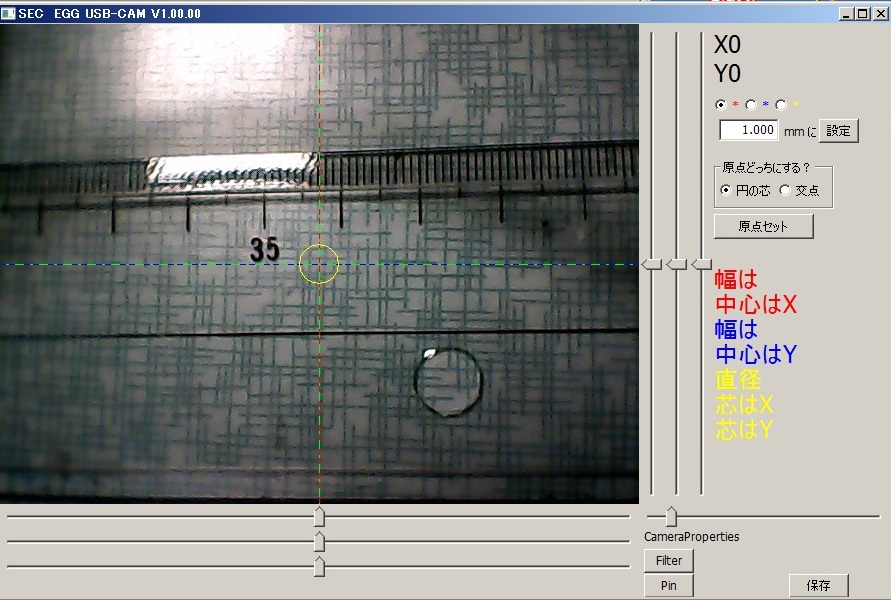
PCの画面もいいようです。
カメラの光学軸の補正の方法がいまいちなので、もう一度、
確認してみようと思います。
また道具が増えました。
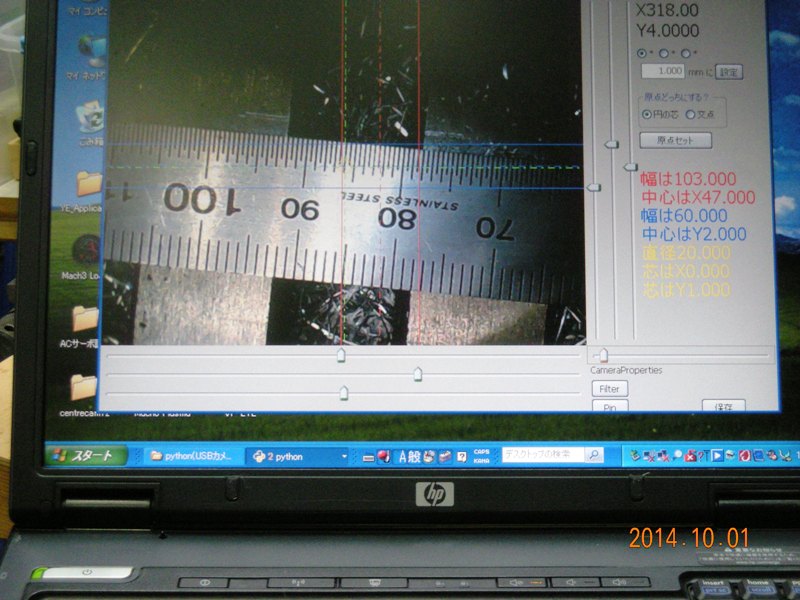
--- 「原点カメラ」 ---
位置決めには,レーザーポインターを使ってるが,精度がいまいち

なので,精度のいい原点カメラが使えればと,いろいろあさって,
結構な値段の「原点カメラ」を通販で購入した。

これには,がっかりした。
このカメラは,どうみても,素人の作品としか思えないくらいのしなも
のなのに,29800円もした。光軸の調整中に,あっけ
なく調整用のネジが馬鹿になって,調整不能になってしまった。
修理について聞いてみると,有料とのこと。対応もまずく,店舗評価最低
のレベルかなと思う。諦めて,しまい込んである。大失敗でした。
その次に見つけたのが,エレメカホビーさんの
「マッハ、パイソン、Center Camで活用原点測量カメラ」。
残念ながら,品切れで指をくわえていたが,このカメラで使ってる
ソフトは,プログラムで光軸の補正をしているので,使えたらいいなあ
と以前もトライしたが,うまくいかなかった。
気を取り直して,再度インストールしてみると,なんと,3種類の
USBカメラで動いた。(XPでもWINDOWS7でも動いた。)
LEDライト付きのUSBカメラでも動いたので,ホルダーを簡単に作って,

フライスで使ってみようと思う。ちょっと,うれしい。
---やっと成功 エンコーダー作成---
3度目で,やっとエンコーダーの作成が成功しました。今回は,
効率が悪かったです。

バリをとりました。
制作中の動画です。
今回の動画は,サーバーにアップロードをして,再生してみましたが,
エクスプローラではエラーが出るので,ユーチューブ
にもどしました。
明日は,センサーのホルダーを加工します。
---フライス盤回転計 エンコーダーの作成---
簡単なエンコーダーを作ってます。sable2015で作ってますが,
やっと成功かなと思ったら,スピンドルの不具合で,失敗。
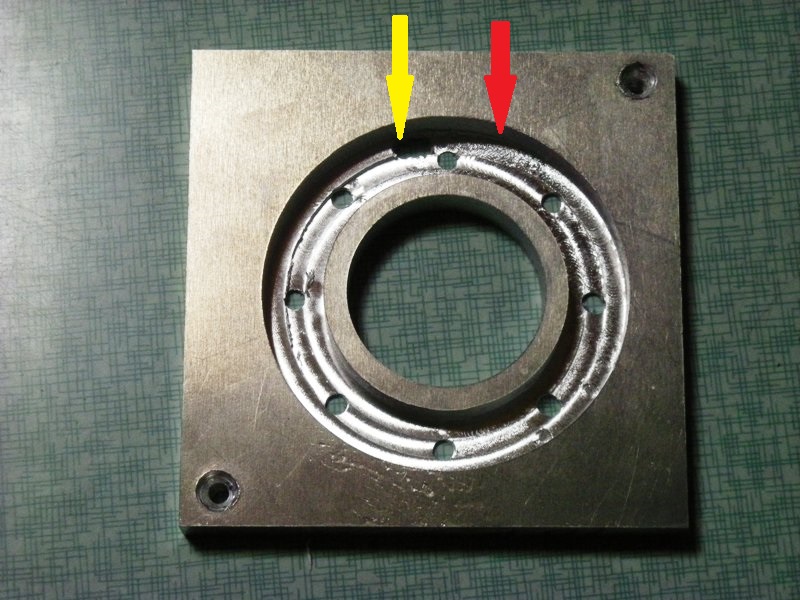
赤色矢印で食い込み始めて,黄色矢印で,完全にストップ。
幸いエンドミルは,しなったものの無事でした。
ここまでの作業に約3時間。2度目なので,約6時間が過ぎてしまい
ました。
気を取り直してで,また挑戦です。
エンコーダー用のスリットは,8個にしました。8個だと補助線を
引くのに,45度の線で良いので。倍の16にすると,22.5度に
なるので,面倒。
明日,多少中心のサイズを変更して,トライです。
---フライス盤(X2互換) ボールねじ化(26)---
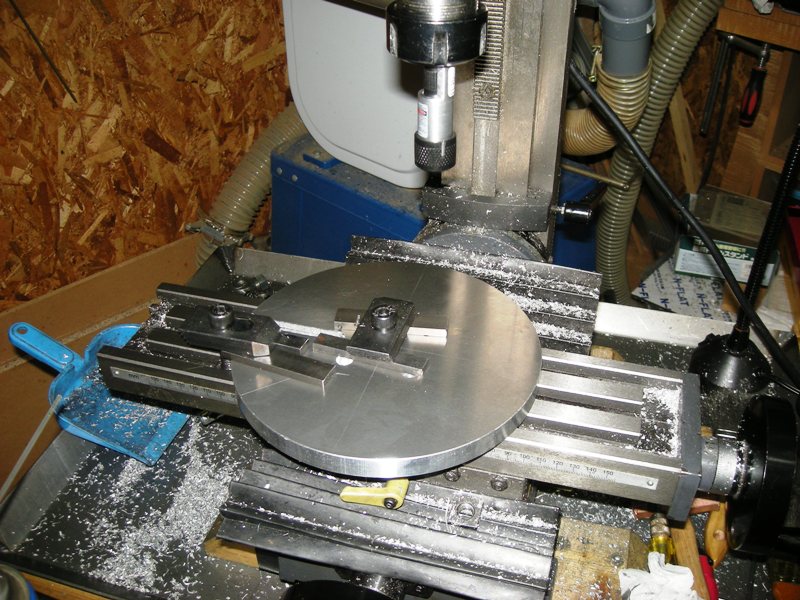
残りのTスロットの加工が終わりました。ロータリーテーブルに
セットしてみます。テーブルにロータリーテーブルを固定して,
過日完成したMT2のアーバーを加工したやといを真ん中に
刺します。

できあがった拡張テーブルをヤトイに差し込んでセットします。

おおざっぱですが,これで,だいたい芯が合うはずです。
さらに,今回目的のワーク(リテーナー)をセットします。
これも間に合わせに作った真鍮のヤトイ(ただの円盤)で固定。
MT2アーバーの中心の棒を抜きます。
これで,加工の準備ができました。
この状態で,ベアリング圧入のために穴を拡張します。
リテーナーの材料は,加工後しばらくそのままにしておいたら,
油がきれたのか,うっすらとさびてしまいました。
加工中,また,主軸が多少がたつくような気がしました。それと。
ロータリーテーブルのバッククラッシュがまた大きくなったようです。
両方ともまた,調整して,加工します。
---フライス盤(X2互換) ボールねじ化(25)---
Tスロットを掘るにあたって,端材で,様子見です。

初めてにしては,うまくいきました。
今回のテーブルに使うのは,15Tのアルミですが,計算するのも,
頭悩まさなくていいです。
いよいよ本番です。
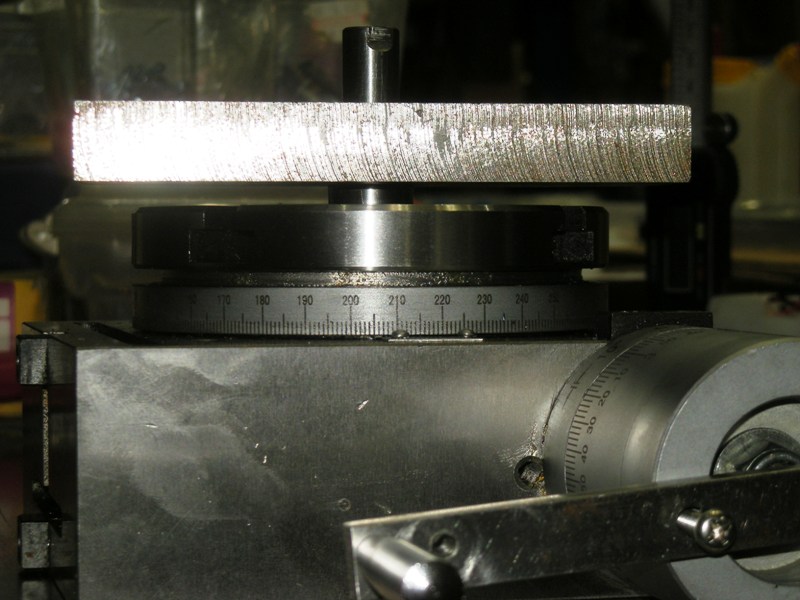
レーザーセンターファインダーで,けがき線をたよりに,平行を
ざっと合わせます。目視で合わせるには,便利です。
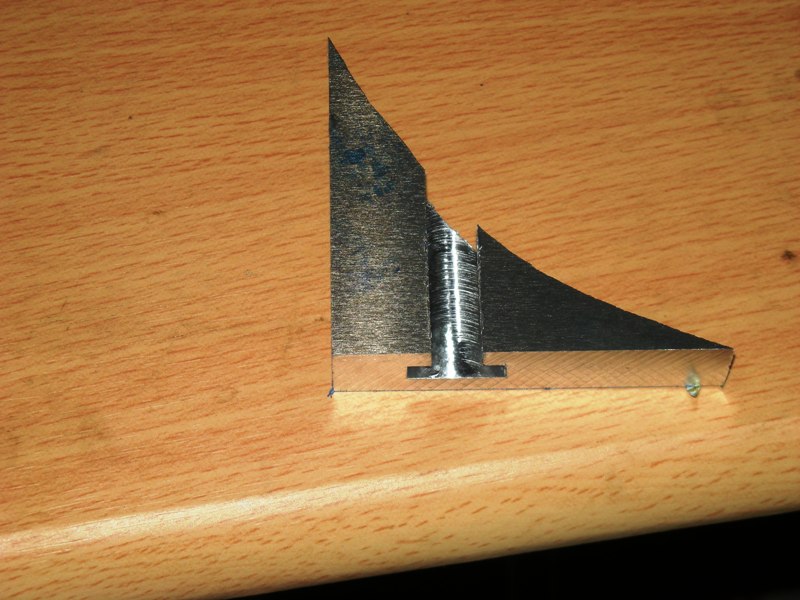
Tスロットカッターのシャンクと千鳥刃の間の部分が,
7mmφなので,8mmのエンドミルで,10mmほど掘り下げます。

その後,Tスロットカッターで溝を掘ります。DRO頼りに,千鳥刃の上部
が,アルミ表面から5mmの所にくるように調整します。
これまた切り子がすごいので,ねじ切りよろしく何回かもどして,
切り子を排出して最後まできります。

今日は,やっと2本だけほれました。また明日,残りをカットします。

切り子の排出がうまく行かないのか,溝の側面があれました。
性能には影響はないのですが,見た目がいまいちです。
---フライス盤(X2互換) ボールねじ化(24)---
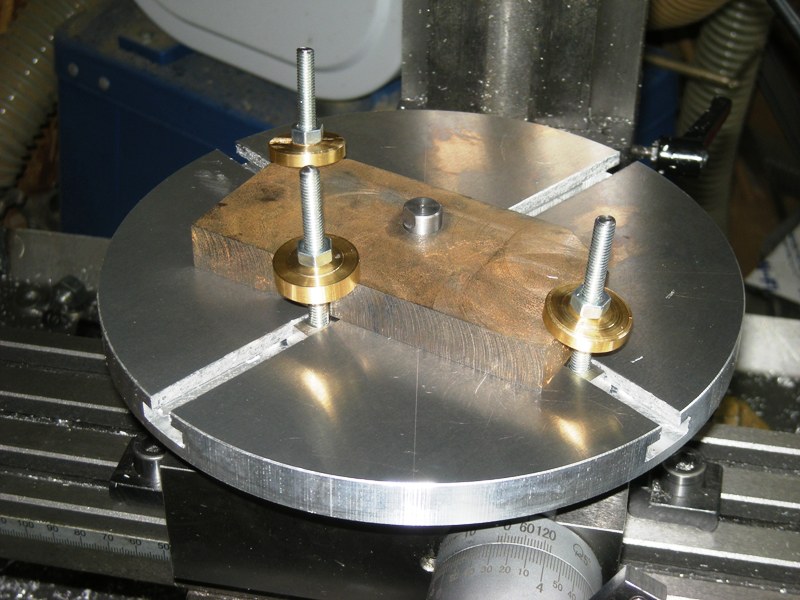
リテーナー作成のヤトイの制作で,ロータリーデーブルの拡張
テーブルを作ります。
いつもの通り,青ニス,ケガキをします。
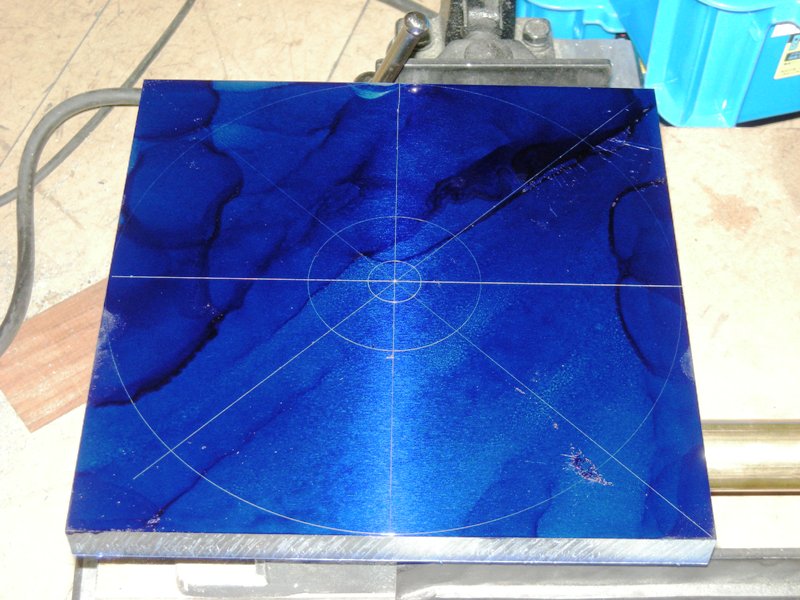
木工用のバンドソーで,おおざっぱな形を切り出します。
アルミだと,木工用のバンドソー・木工用の刃で,結構切れます。
正規の使い方ではないので,おすすめはできませんが。
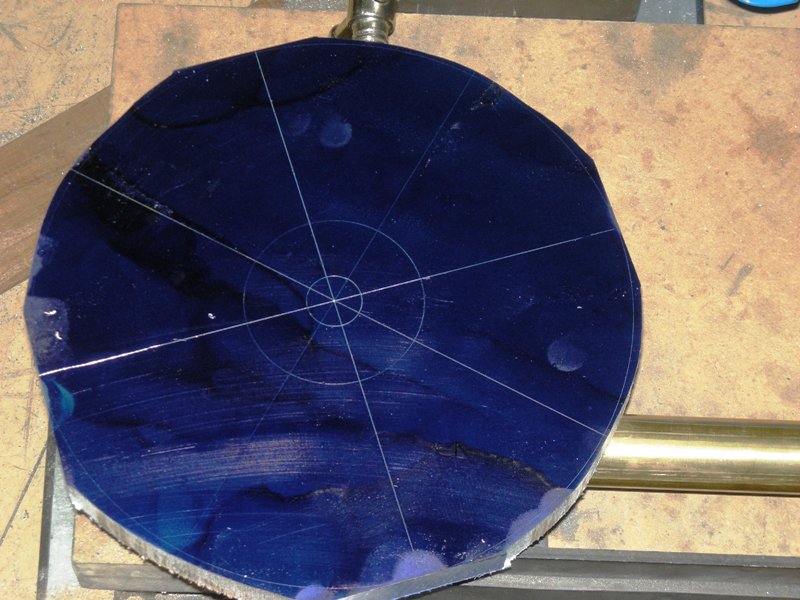
ロータリーテーブル固定用の6mmの穴をあけて,ロータリー
テーブルにセットして,周りを削ります。すごい切り子がでました。
いきなりおおざっぱな形ができました。

固定に使った真鍮の円盤とずん切りボルトです。この,
真鍮の円盤は,この拡張テーブルで,ワークを固定するのに,
使います。
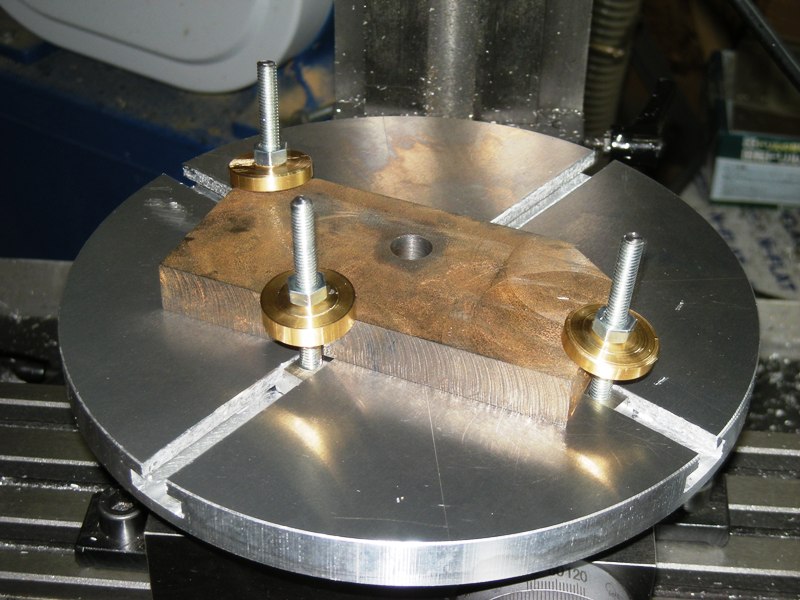
このまま穴をあけても良いのですが,今回は,十字にTスロットを
掘ります。しばらく前に某オクで購入したTスロットカッターの
出番です。アルミなので,それほど苦労しないでできるかなと
思います。
---フライス盤(X2互換) ボールねじ化(23)---
やっとできあがったヤトイのタングを切り落として,ロータリー
テーブルにセットしてみました。

ちょうどいいようですが,ワークをセットすると,

予想してたとはいえ,すき間が空きます。
またアルミで,拡張テーブルを作るようですね。早速モノタロウに
アルミを注文です。