初めて購入して、あれこれ工作に使っているFL350Eですが、
またしても、不具合です。
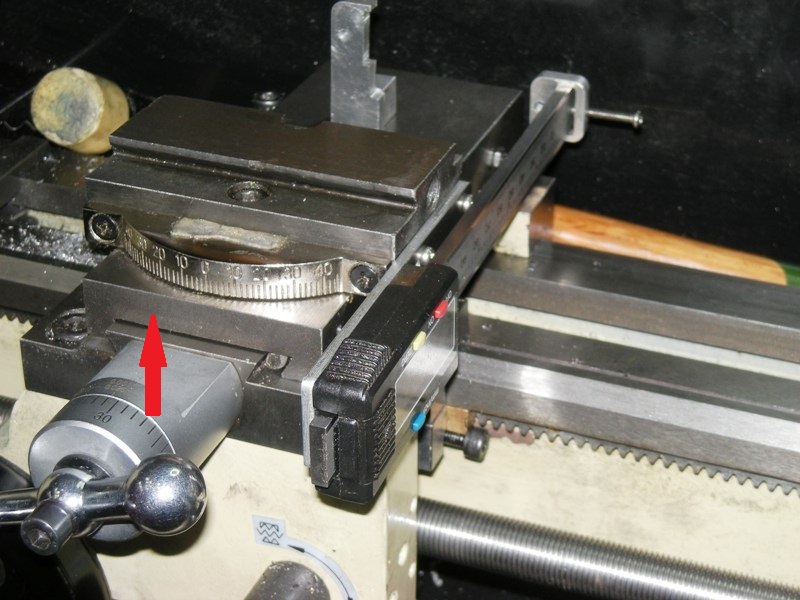
X軸のステージ(赤矢印)が、0.5~1.0mm程度、がくっと
手前に動くようになりました。
ここは、X2互換機フライスと同じで、リテーナーで、シャフトを
受けている構造で、強く締め付けると、ハンドルが回らな
くなります。
X2互換のフライスは、リテーナーを自作、スラストベアリング
を埋め込んで、いくらしめこんでも、スムーズに回るように、
改造しました。
旋盤は、どうしましょうか。スペースが狭く、リテーナーに
二つのスラストベアリングを埋め込むには、無理があります。
どうしましょうかねえ。構造を考えながら、考えましょう。

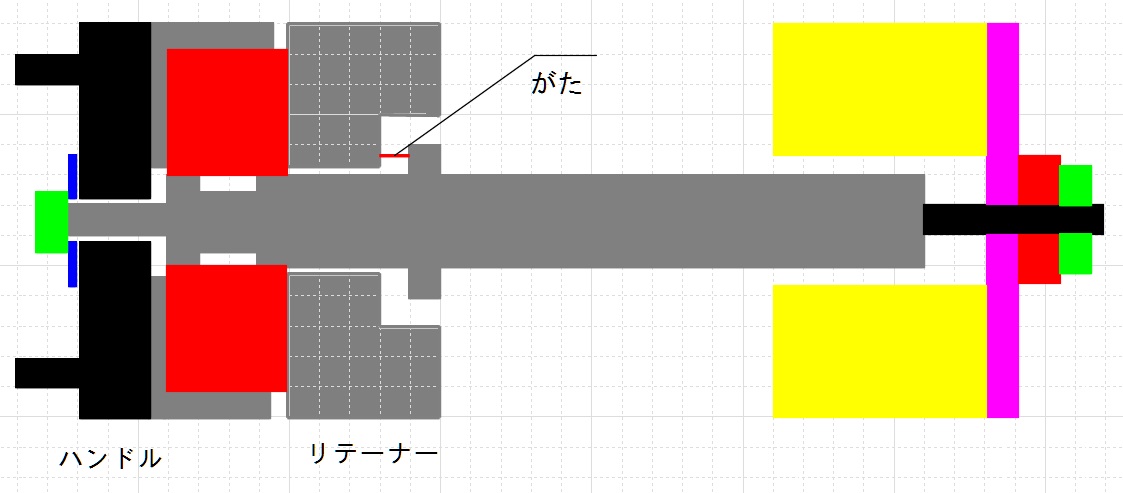
メタル軸受けのようで、赤線のガタがあります。
切削を始めると、黄色矢印の方向に押されて、狂いがでま
す。
ずっと使い続けると、リテーナーの受け部分が摩耗して、
ガタがでるんでしょうね。ハンドルのねじをいくらしめても、
このガタをとることは、できません。構造的な欠陥ですねえ。
加工が少なくできそうなのは、前後に
スラストベアリング(赤部分)を入れて、後ろから、引っ張る
構造にすると大丈夫でしょうか。
こんな構造なら、できそうですね。早速必要な部分を採寸して、
部品の調達をします。