市販品のQCTの使い勝手がよくないので、市販のバイト
ホルダーがそのまま使えるように、半分オリジナルのQCT
の試作してみました。本当は、本番なのですが、精度がよ
くないので、負け惜しみで、試作品にしました。
市販品のQCTは、バイトホルダーの取り付けに手間取りま
す。これでは、QCTの役目を果たさないので、苦々しく思っ
てました。バイトホルダーのサイズにばらつきがあるためだと
思います。
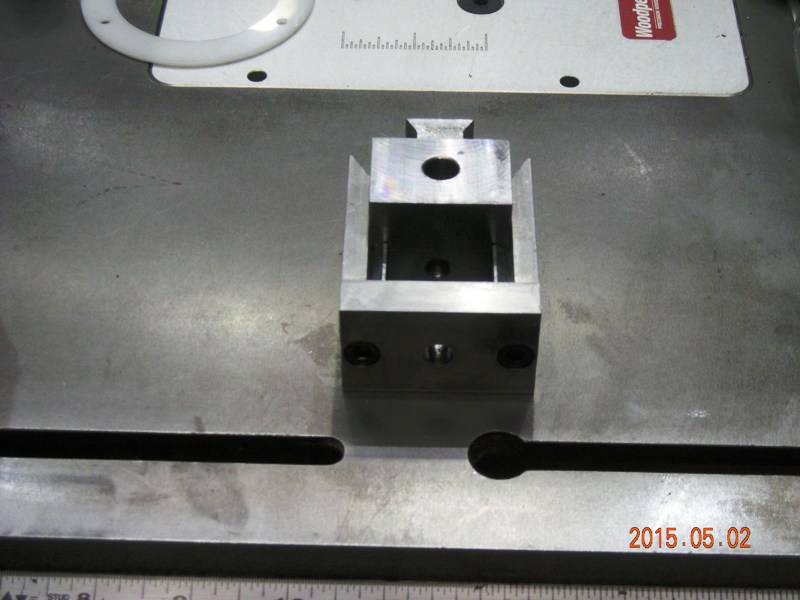
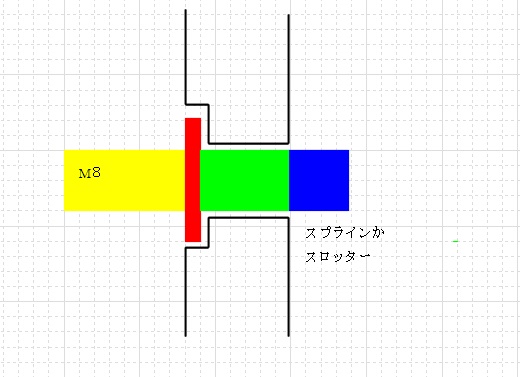
オリジナルは、真ん中のアリ溝のかみ合わせを本体が
わに引く形で固定します。このため、取り外しが結構す
ムーズですが、取り付けは、ホルダーによって、差がで
ます。
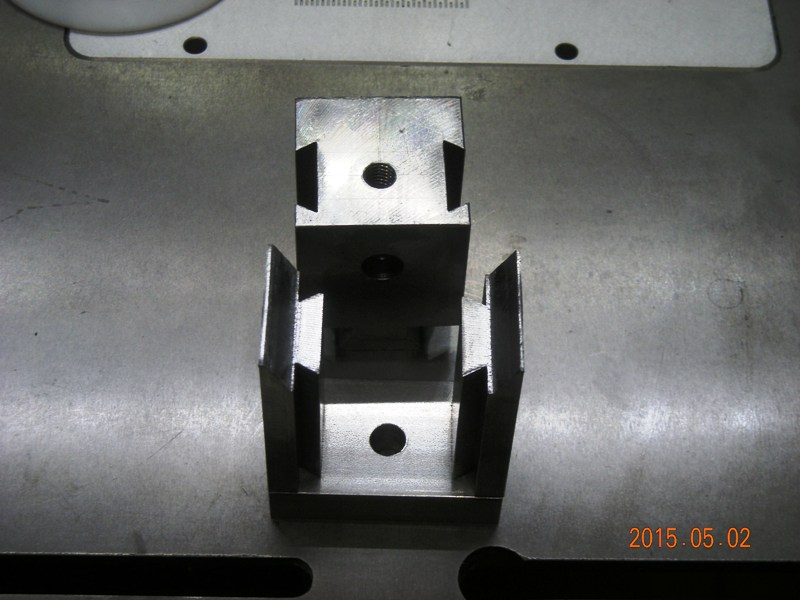
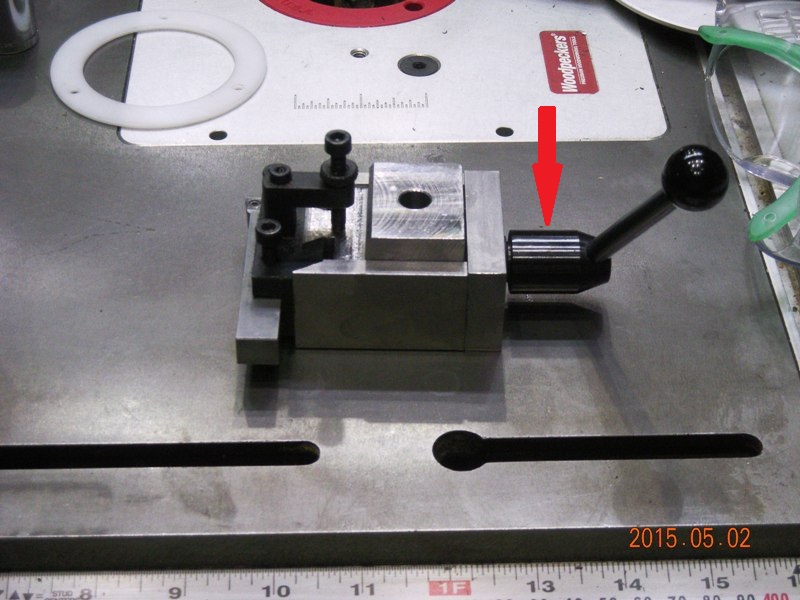
そこで、真ん中のあり溝を固定にして、両脇を押す形の
QCTを試作してみました。

なんとか形にはなりましたが、細かい部分の精度がでて
ないために、動きにスムーズさがありません。また、罫書き
線を頼りに切削したために、0.5mmほどのばらつきがで
てしまいました。特に、アリ溝の加工では、現物合わせに
なってしまったので、ヌルっとした感触で、入るようにはなり
ませんでした。
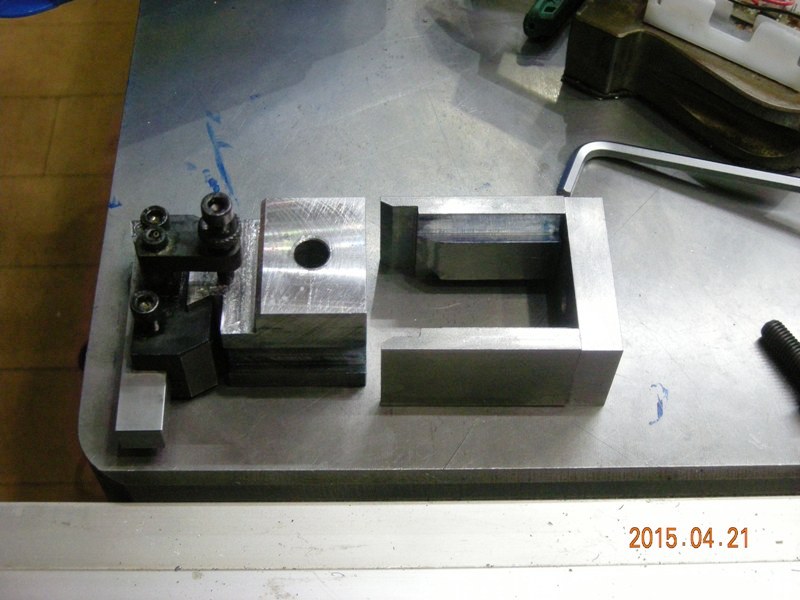
また、本体のアリ溝の加工で、左右で、寸法が違ってしまい
ました。諸兄のような、精密な加工にはほど遠いです。
これも勉強ですね。
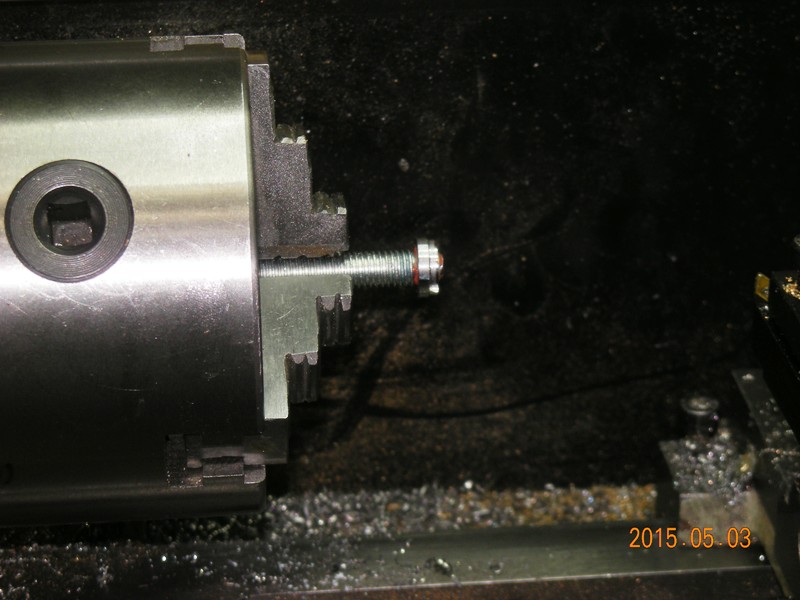
本体部分は、手持ちのSS400から切り出した部材を、両脇と
背面は、S45Cのミガキ棒を使用しました。
SS400は柔らかいのですが、どちらかというと、粘っこい感じ
で、固定がしっかりしてないと、食い込みがよくおこります。
S45Cは、SS400よりも硬い感じですが、粘りはその分
すくないように感じます。S45Cの方が、何となく鉄のような
感じです。