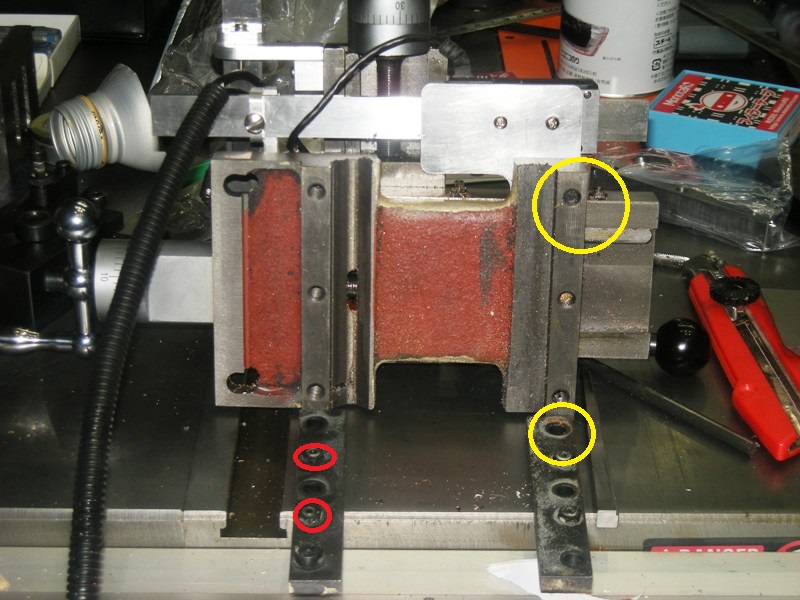
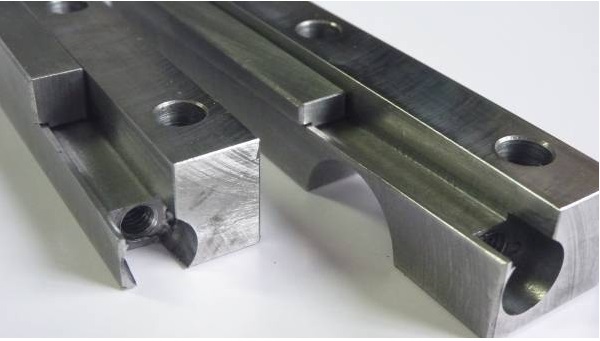
出品者の好意で,砲金製のカミソリが届きました。

購入したものは,SS400でした。細かい違いはわかりませんが,

砲金の方が,きっと,本体にはやさしいいのでしょうね。
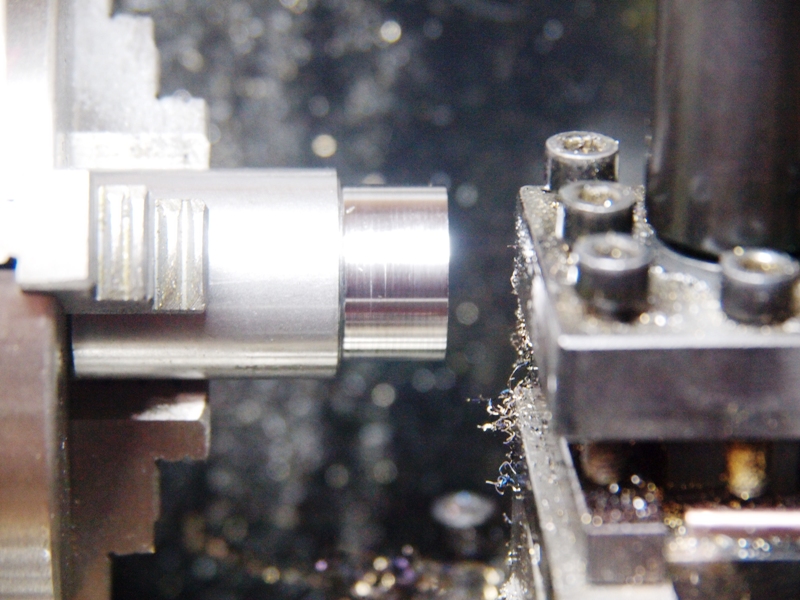
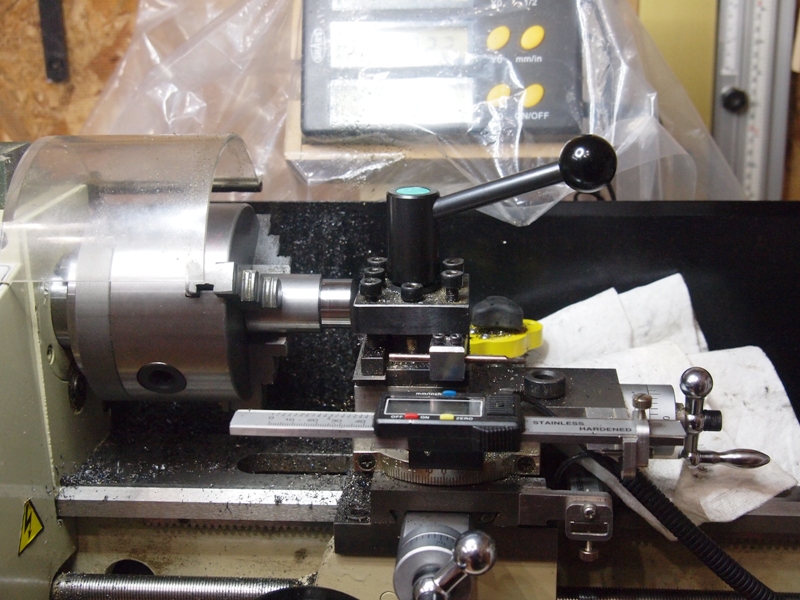
リテーナーの加工に使う予定のMT2の生アーバーの加工をします。

ロータリーテーブルで,位置決めに使う予定です。
先端の黒い部分を切り落とし,センターに6mm程度の穴を開
けるだけですが,私の旋盤では,ちょっと,荷が重いです。
NT2をアダプターに入れて旋盤に固定しましたが,アダプター
の先端で,0.2mm程度のブレがあります。チャックの精度が
いまいちなんでしょうね。