塗装が終わったので、LED蛍光燈をつけてます
付属の取り付け金具を取り付けます。


LED蛍光の線を台座に穴を開けて、後ろ側に引き
込みます。

VVFのケーブルとLED蛍光燈の線を結線しますが、VVFは
単線で、LED蛍光燈からの線はヨリ線なので通常の
コネクターは使えないので、WAGOのコネクターを使い
ます。

台座の裏側で、VVFとヨリ線を固定します。

青のVVFは、送りのための線で、この、LED蛍光燈を3つ
つなげるためのものです。

mabo個人のサイトです。いろんなことを日記風に書いてます。場合によっては,間違った記載もあるということをご承知おきください。表題をクリックして,個別のページの最下部からコメントをお願いします。
塗装が終わったので、LED蛍光燈をつけてます
付属の取り付け金具を取り付けます。
LED蛍光の線を台座に穴を開けて、後ろ側に引き
込みます。
VVFのケーブルとLED蛍光燈の線を結線しますが、VVFは
単線で、LED蛍光燈からの線はヨリ線なので通常の
コネクターは使えないので、WAGOのコネクターを使い
ます。
台座の裏側で、VVFとヨリ線を固定します。
青のVVFは、送りのための線で、この、LED蛍光燈を3つ
つなげるためのものです。
昨年は、ありませんでしたが、今年は、芝生に穂?が沢山
ついています。
多分、芝生の花なんでしょうかね。
過日、接写で、赤い花粉葯がついているのがわかりました。

種ができるようになったのは、それだけ成熟したということなん
でしょうかね。ネットで検索しても、芝生に結実した種につい
はひっかかりません。
前掲の米粒より小さいTC702FUを使って、試してみました
が、うまくいったりいかなかったりでした。
多分、半田付けが悪いか、半田付けの際にICを破損した
かです。
そんな訳で、普通サイズの論理ICのSN54HC02を使って、
下記のような回路で、試して見ました。
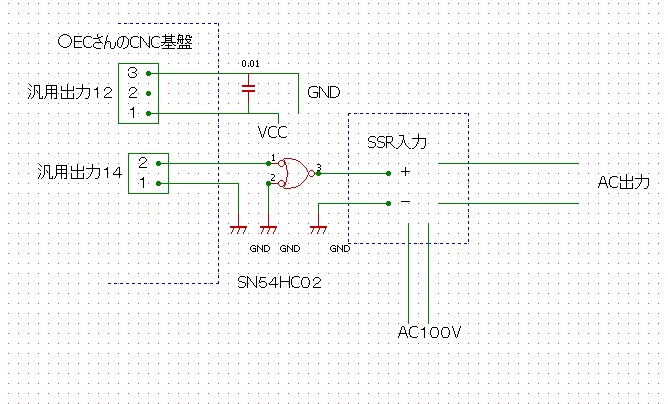
これで、だいたい思った動作が可能でした。
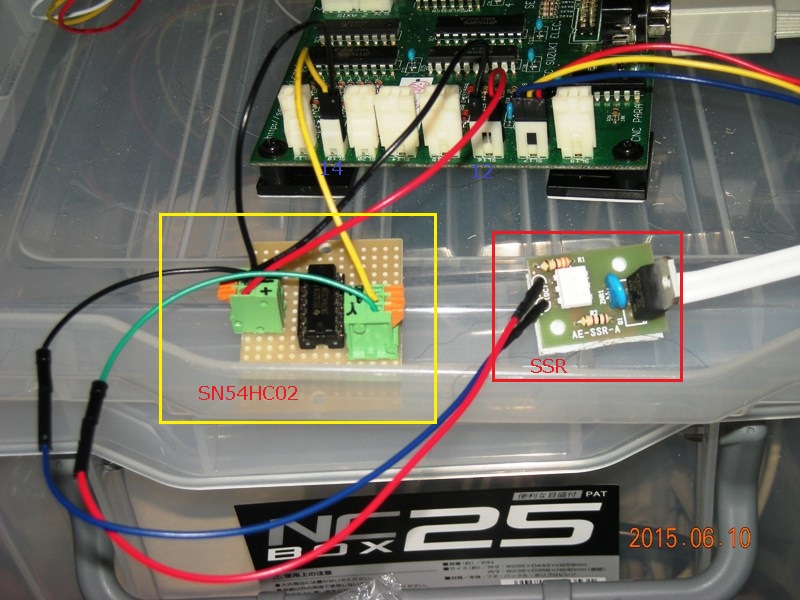
下記が実際の配線です。
図には書いていませんが、、4回路内の1回路しか使ってい
ませんので、他の3回路の入力はグランドに落としてありま
す。
また、電源は、CNCの基板からとるようにしてあります。
こうすることで、論理ICへの電源供給が、CNCフライス基板と
連動します。別電源にすると、先にCNC基板の電源を切った
時に、SSRの出力がONなってしまいます。
とりあえず動きますが、細かい所については、自信があり
ませんので、あくまでも、私の、覚え書きという
ことです。
動作の確認をするにあたって、ずっと昔に覚えた、電源を
入れる順番を思い出してみます。
PCに電源を入れる場合、通常は、
周辺機器→PC本体
の順番に入れます。切るときは、この逆にするのが通常です。
以前の機器は、プラグアンドプレイに対応していなかったので、
PCの電源を入れた後に周辺機器の電源を入れると、PCが
周辺機器を認識しなかったり、周辺機器の電源を入れるとき
にでるノイズで、PCが誤動作を起こすことがある、というような
ことで、この順番がいいとされてたようです。
今回のSSRの制御も同じようにしてみて、動作の確認をし
ました。
MACHの設定は、ACTIVE LOWにチェックが入ってます。
電源ONーOFFに従って、SSRの蛍燈は、下記のようになり
ます。
SSRのON→CNCフライス基板ON-OFF→PC電源ON→
OFF ON ON
MACH起動→トグルON→トグルOFF→MACH終了→
ON OFF ON ON
PC電源OFF→CNC基板OFF
ON OFF
というように、目的の動作と反対になってます。
間に、NOT回路かNOR回路を入れれば良さそうです。
==========番外編===========
以前、シュミットトリガーの回路を作るの求めたICが、表面
実装のICで、米粒ぐらいの大きさで、まいった経験があり
ます。今回も、よく読まないで、また、また、表面実装のIC
を購入してしまいました。何とか使えないものかと検索する
と変換基板なるものが○月にありました。SOT23というも
のです。

一つの基板が1cmぐらいの大きさです。この基板に豆粒
ぐらいのICをハンダ付けをします。
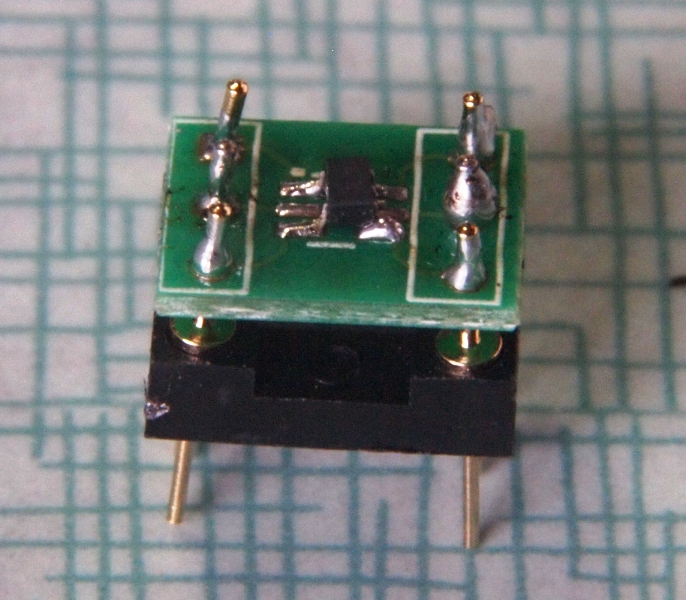
これを、連結ソケットにハンダ付けします。

とりあえず、ピンセットを使いながら、ハンダ付けをしましたが、
うまくいくかどうか。
表面実装のハンダ付けに関して、下記を参考にしました。
表面実装のテクニック
========================
また、実験を始めました。MISTの制御をするのに、○タロウ
で100Vの電磁弁を購入して、フットスイッチを使って、MIST
のコントロールをしてます。
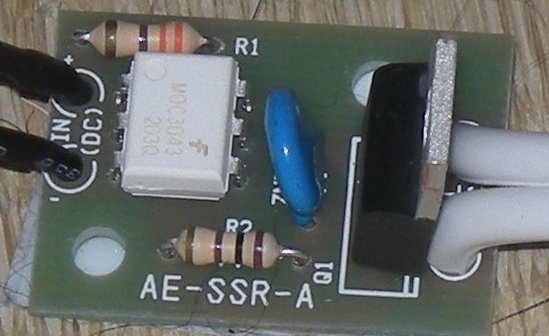
この電磁弁をMACHで制御するのに、何年か前に購入して
いた○月電子のSSRを使ってみようと思います。
(看板犬のレオの毛も写ってますがご容赦を!)
とりあえず茶の間でも実験できるように蛍燈で、写真のように
結線しました。

これを○ECさんのCNCコントロール基板に接続して実験しま
す。私は、汎用出力の14番に結線しました。
MACHの設定は、CONFIG→Spindle Setupの
設定(黄色枠)と
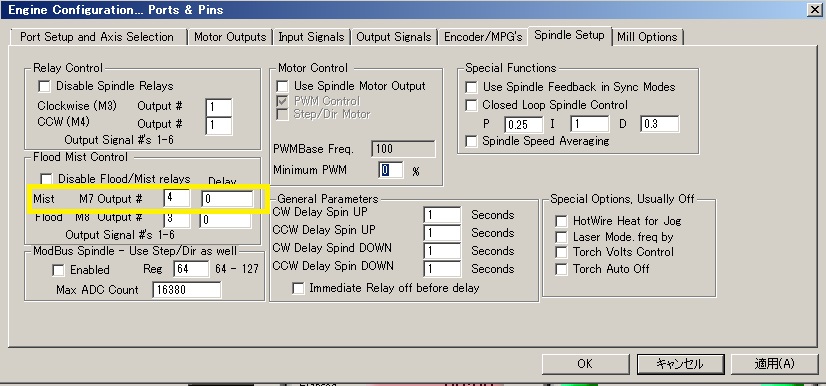
Config→Output Signalsの設定(黄色枠)の設定をします。

Spindle SetupのOutputの#の番号とOutput Signalsの#
番号を同じにします。私の場合は、#4を使ったので、#4
に使うPINの14を入力します。
Diagnostic(Alt 7)の画面で、Mist Tgleの四角を
クリックして、右下のoutput 4の四角に赤が点燈します。

赤の点灯に従って、CNC基盤に接続した蛍燈が点灯すれば
OKです。
しかし、Active Lowにチェックが入っているので、反対の動作
になります。
Active Lowを外すと、同じ動作をするようになりますが、
MACHを終了したときに、蛍燈が点灯します。実際の動作
だと、MISTが動作したままになるという困ったことになり
ます。
これを解決するのに、SSRとCNC基板の間に、
NOTゲートかNORゲートを入れて、Active Lowの信号を
反転してあげます。
写真のようにトランジスターを使っても反転できるはずですが、

今回は,論理ICを使います。NOTゲートにするか、NORゲート
にするか迷いましたが、NORゲートを使うことに
しました。特段に理由はないのですが・・・・。
LED蛍光灯の台座が4つ組み上がりました。
LEDと器具一体型のLED蛍光灯ですが、そのままでもいい
のですが、合板で台座を作成してみました。

カッティングスレッドの反対側からの写真です。
切れ端を木ねじでとめて、ワークを簡単に固定できるように
してあります。こうすることで、同じ大きさに切り出せます。

写真でよく分からないところがありますが、ワークをおさえ
て、スレッドをスライドさせると、斜めに、カットできます。

最近は、木工の機会が少なくなってます。
ネットで検索するとAuto Tool Zeroの記事は、
それこそあふれるほどあります。自作のプローブを作成
されてる方も居ます。
http://www002.upp.so-net.ne.jp/hard-and-soft/Auto_Tool_Zero/Auto_Tool_Zero.html
今更、という感じもするのですが、自分のために、まとめて
おきます。
しばらく前に某オクで、プリセッターなる原点合わせのToolを
購入しました。

複雑な回路など内蔵されてなくて、早い話、金属のプレートに
導線を結線しただけの構造で、単なるスイッチの働きをするだ
けのものです。
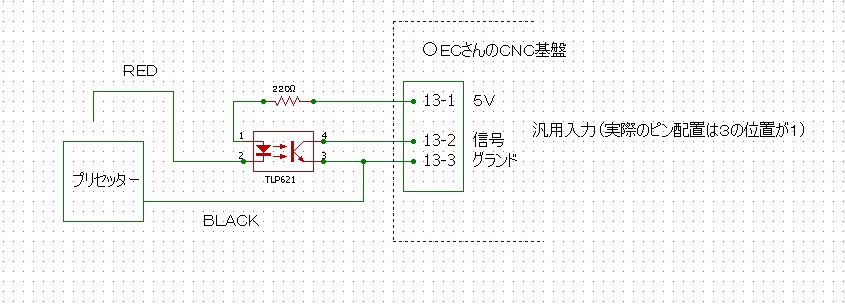
これを使って、Z軸の原点合わせをしますが、○ECさんの
CNC基板に結線します。私は、汎用入力の13番を使いま
した。
汎用入力は、5Vにプルアップされてますので、入力端子を
グランドにおとせば、スイッチがON状態になるので、直接
つないでもいいのですが、下図を参考に、間にフォットカプ
ラーを使った簡単な回路をいれました。
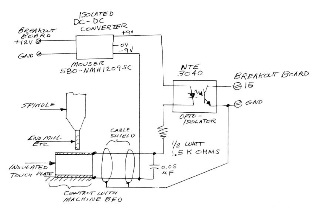
私が作った簡単な回路では、コンデンサーを省略しました。
このコンデンサーは、スパークよけなんでしょうか、ちょっと
わかりませんが、この回路でとりあえず、動きます。
====追記===
アドバイスいただきました。
チャタリング防止のためだそうです。
寿命にも影響するので、つけた方がいいとのことです。
早速、変更したいと思います。
=========
例によって、抵抗等は、細かい計算等していません。

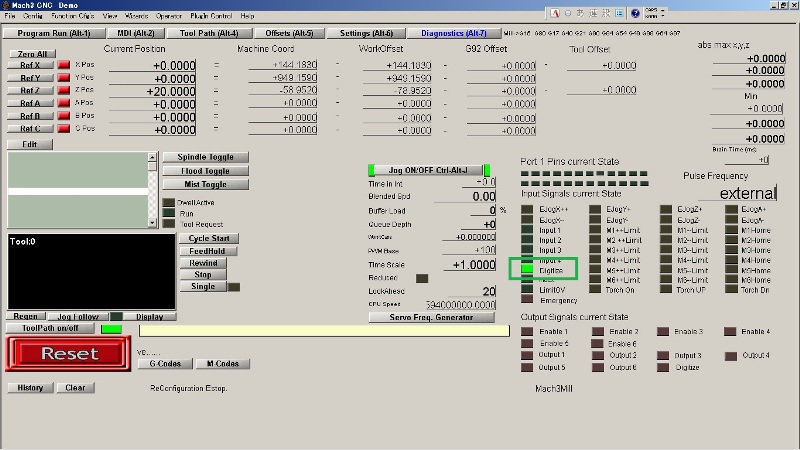
結線後、MACHで確認してみます。
Config-Port and Pine でポートとピンにそれぞれ、
1と13(私の場合)を入力します。

Diagnostic(Alt 7)の画面移ります。鰐口とプレートを
接触させることで、Digitizeの四角がグリーンの点滅をす
れば準備完了です。
下記のHPから、スクリプトを入手しました。
http://www.instructables.com/id/Mach3-Zero-Probe-Tool/
下記がスクリプトです。赤の部分を使うプローブや自分の
環境に合わせて変更します。
’VB Code Start
’-------------------
CurrentFeed = GetOemDRO(818)
DoSpinStop()
ZMove = 20.00 ‘Total lenght of Probe to move before Stop or no Contact Made.
ZOffset = 1.60 ‘ Plate Hight
ZSal = ZOffset + 2.00 ‘+ Free Hight, Will possition the Proble 2 MM over the Material.
StopZmove = 0
If GetOemLed (825)=0 Then
DoOEMButton (1010)
Code “G4 P2.5”
Code “G31 Z-”& ZMove & “F25”
While IsMoving()
Sleep(200)
Wend
Probepos = GetVar(2002)
If Probepos = - ZMove Then
responce = MsgBox (“**ERROR** ” , 4 , “Probe **ERROR**” )
Code “G0 Z10”
StopZmove = 1
Code “F” &CurrentFeed
End If
If StopZmove = 0 Then
Code “G0 Z” & Probepos
While IsMoving ()
Sleep (200)
Wend
Call SetDro (2, ZOffset)
Code “G4 P1”
Code “G0 Z” & ZSal
Code “(Z zeroed)”
Code “F” &CurrentFeed
End If
Else
Code “(Check Ground Probe)”
End If
Exit Sub
’-------------------
’VB Code Stop
このスクリプトをMACHに書き込みます。
Operator-Edit Button Scriptをクリック
すると、Auto Tool Zero の四角が点滅します
ので、それをクリックして、下記の画面をだします。
赤矢印のウインドウの中身を削除します。
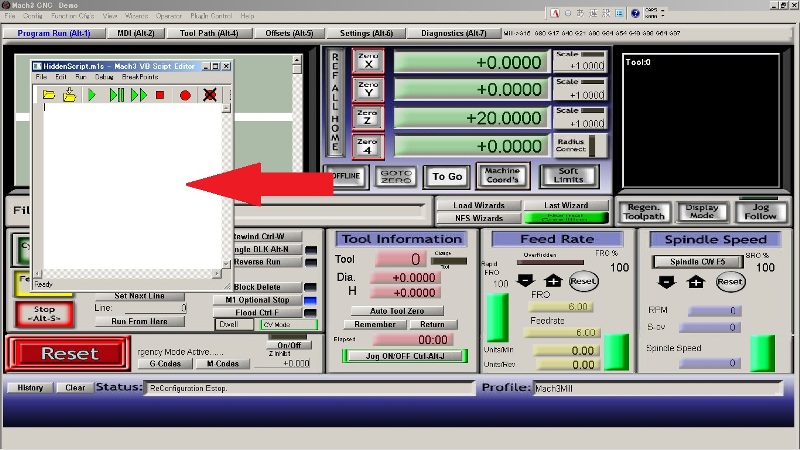
この窓に、先ほどのスクリプトをコピペします。
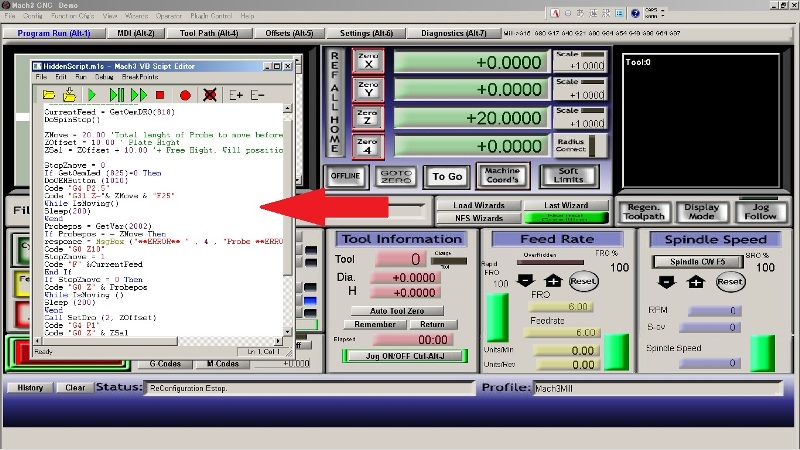
File-Saveをクリックして保存します。
これで、準備ができましたので、RESETを押して、
Auto Tool Zeroをおすと、MACHが自動で、
原点を決めます。
実際はスピンドルが下がってきますが、バラックなので、
適当なところで、鰐口をプレートに接触させると、ステッピング
モーターが止まって、反対方向に動き出します、実際は、
スピンドルが上がります。
実際に動かして見ると、スピンドルが高さがきちんと計測さ
れ、スクリプトに記述した高さでMACHに設定されます。
別なスクリプトを使うと、X軸、Y軸等も自動でセットできる
ようです。また、別な治具を使うと円の中心の設定も
できるようです。
久しぶりの木工です。
テーブルソーとスライドソーで、寸法に切り出します。
カッティングスレッドも久しぶりに使います。

スレッドに切れ端を斜めに固定し、台形状にカットします。

板の厚みの分だけ差をつけた2枚を接着剤で固定し、
ねんのためピンタッカーをうちます。

ブレードに角度をつけて、細長い部材を切り出します。

次の写真の右側の部材が両側に角度をつけてきりだした
部品です。

これで、材料が4つ分そろいました。
一つだけ、組み立てて見ました。

左側のクランプと蛍光灯がのっている下のものが、組みたてた
ものです。
この後、着色して、完成です。