Mach3のスクリーンのボタンには、いろいろな機能が割
り振られています。
この中に、GOTO ZEROのボタンがあります。この
ボタンをクリックすると、「0」点にスピンドルが移動しますが
X→Y→Z軸の順に移動します。
Z軸がワークの中に位置していると、そのまま移動するため
エンドミルを折ったりの事故になります。
これをZ→X→Y軸の順に移動するように変更します。
まず、Screen4をダウンロードします。
リンク先の中程にScree4がありますので、
ここにカーソルを合わせるとダウンロードできます。
Machのホルダーに解凍します。
Scree4ホールダーのScreen4.exeを立ち上げます。
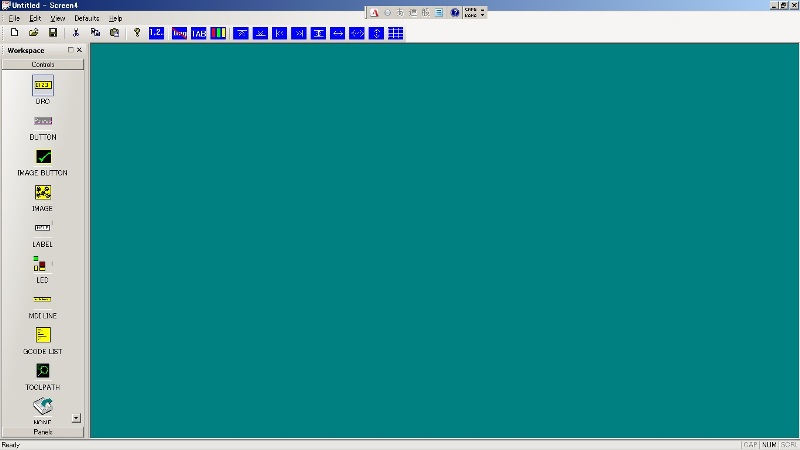
念のたコピーをしておいた1024.setのファイルを
読み込み、下記の画面で編集します。
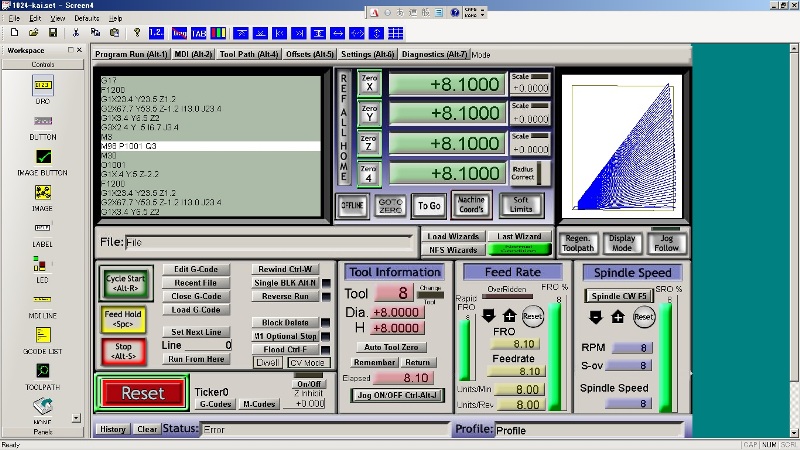
GOTO ZEROのボタンを左クリックすると次の画面が立
ち上がります。
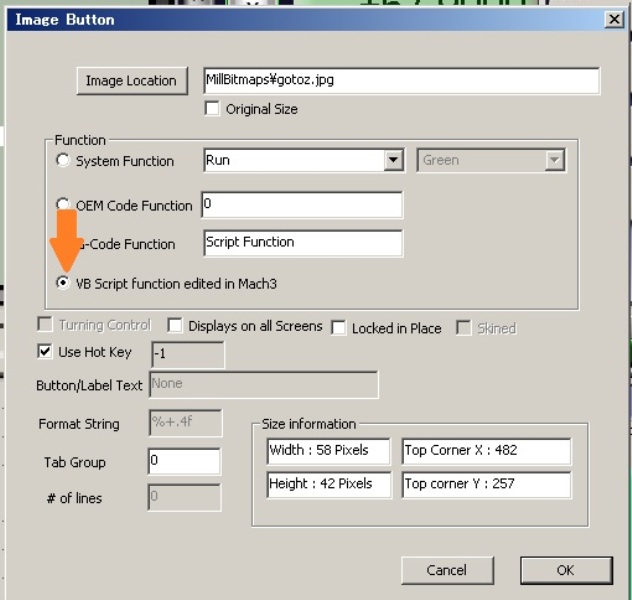
一番下のラジオボタンの
VB Script function Editted in Mach3
にチェックを入れOKをおします。編集したものを保存して、
Scree4.exeを終了します。
「Save As」で、別名で保存しておいた方がいいと思います。
Scree4を終了して、Mach3を立ち上げます。
View→Load Screenで、先ほど編集したファイルを読み込み
ます。
Operator→Edit Button Script
をおすと、Screen4で編集する前は、点滅していなかった
GOTO ZERのボタンが点滅するようになります、
ここをクリックすると、VBのエディターが開きますので、
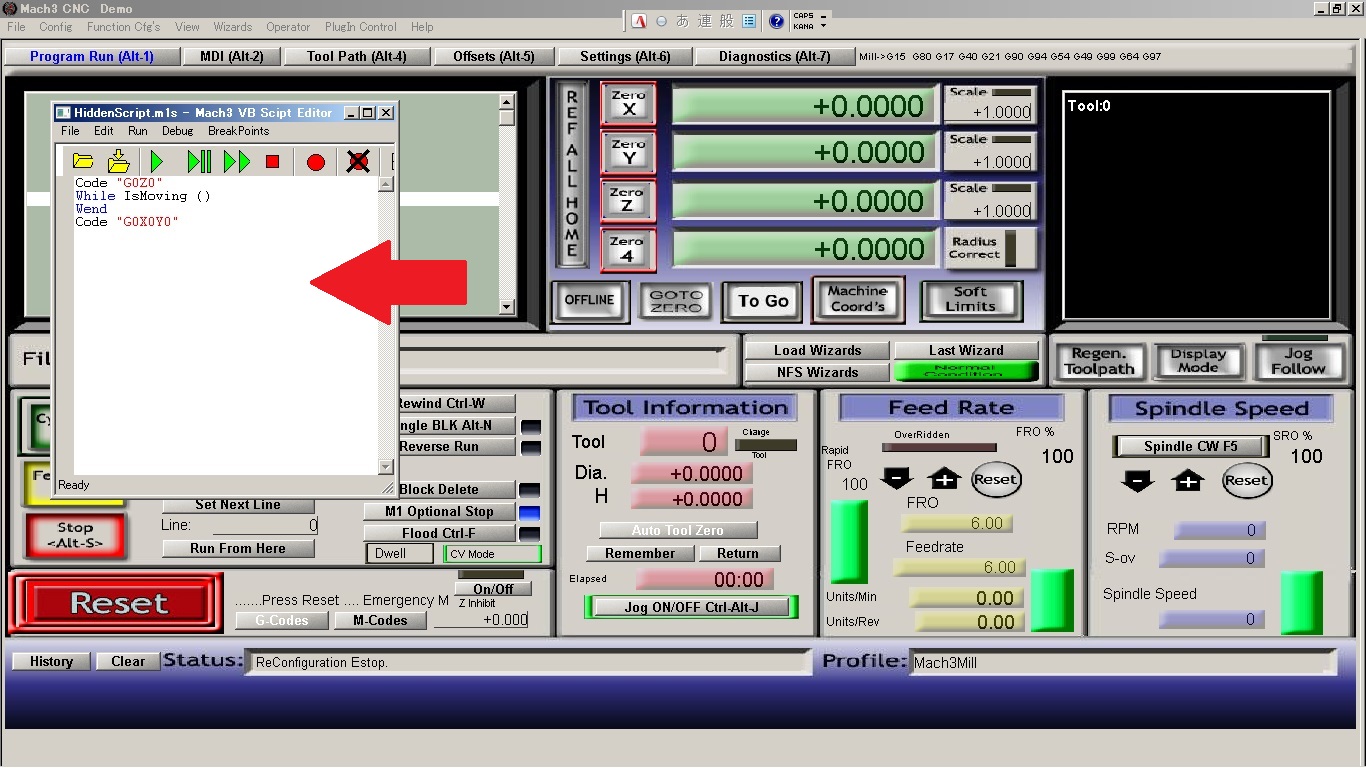
ここに、
Code “G0Z0”
While IsMoving ()
Wend
Code “G0X0Y0”
をコピペして、保存します。これで、Goto Zero,で
Z軸が先に0点に移動するようになります。
スクリプトの先頭や文末に空白が入るとうまく動きません
ので、注意が必要です。
Screen4を使って編集すると、手動のjogが使えなくなる
とのHPの記載も見かけましたが、大丈夫なようです。
Scree4を使って編集すると、オリジナル画面のボタンの
機能をカスタマイズできるようになります。