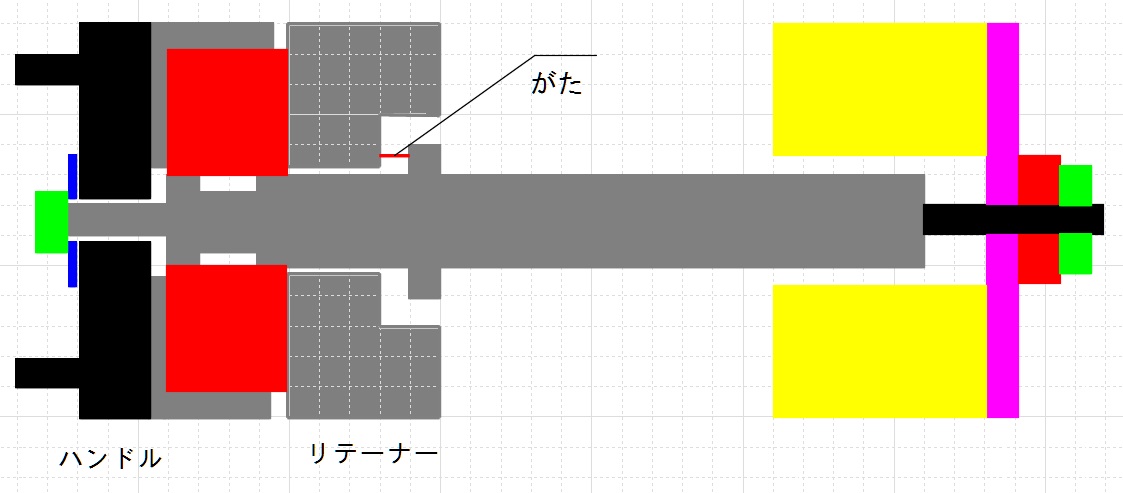
部品の到着がまだなので、スラストベアリングが到着してから、
ダイヤルの加工をします。
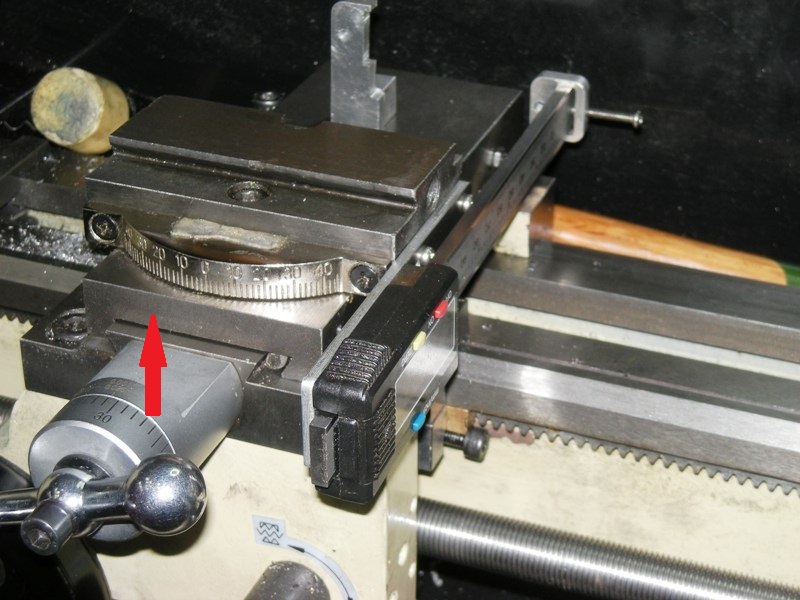
ロータリーテーブルを出したついでに、のびのびになっていた
旋盤のチャックのバックプレートを作成します。
しばらく前に、某オクで落札していたKITAGAWA(SC-3 85φ)
のチャックにつけます。

今ついている旋盤のチャックの精度がいまいちなので、使って
みようと思います。ただ、精度よくバックプレートが作れるか
ちょっと疑問です。
バックプレート用の部材をロータリーテーブルにセットします。
芯だしをしなくても、影響はないと思うのですが、一応
芯だしをやります。芯だしをしないと、外形を切削するため、
半径が小さくなります。スピンドルのBCDの位置決めには、
芯だしをしておくと、楽です。
四つ爪だと、それほど苦労しなくても、1/100程度までなら、
芯だしが可能です。もっとも、1/1000まで、計測できる
ダイヤルゲージがありませんので・・・・・。
そして、現物あわせで、スピンドルの凸形状に合うように、
凹を削ります。

このあと、スタッドボルトをつけて、旋盤のスピンドルに
セットして、チャック側の切削をします。
このバックプレートの部材は、LittleMachinShop.comからの
個人輸入です。一から作成するのは、ちょっとなので
ついでに購入したものです。
中心に穴が開いてないと、正確なけがきができるのですが。
後で、穴を埋めて、スタットボルト用のけがきをするようです
ね。本当は、けがきをしてから、切削ですが、いつも行き
当たりばったりです。

 .
.