○易から購入のAタイプの旋盤でしたが、チャックの爪も
ハズレだったことは以前に書きました。
ネットで調べると、唯一YUSAさんのHPに硬爪の調整の
方法が書いてありましたので、まねをしてやって見ました
が、ワークを斜めに咥えるようになってしまいました。
手がかりを求めて、HPを探しましたが、ユーチューブで、
研磨の様子を発見しただけで、後は、メーカーの生爪の
加工の記事があっただけのようでした。
斜めに咥えるようになったチャックを修正すべく、あれこれ
考えてみたいと思います。
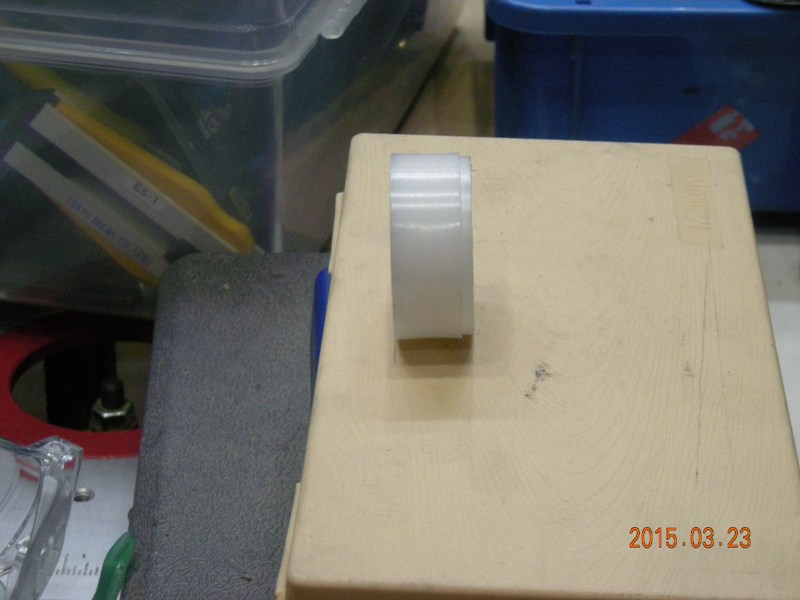
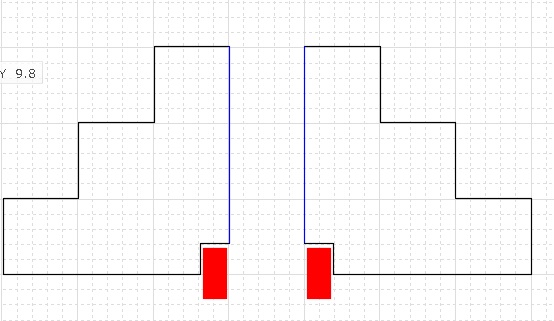
写真のように、爪の下部を削って、円筒形の駒を咥えて、
エアリューターで青線の部分を削りました。
YUSAさんの場合と根本的にちがったのは、チャックの遊び(ガタ)
の多さのように思います。YUSAさんのは北川のチャックで、
私のは中華製です。
手持ちの北川のチャックの爪には、ほとんどガタがありませ
んが、中華製のは、かなりのガタがあります。多分、このガタ
のせいで、遊びの分だけ、
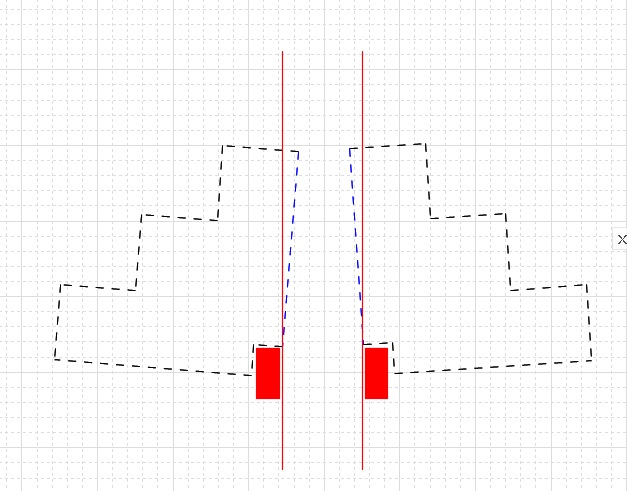
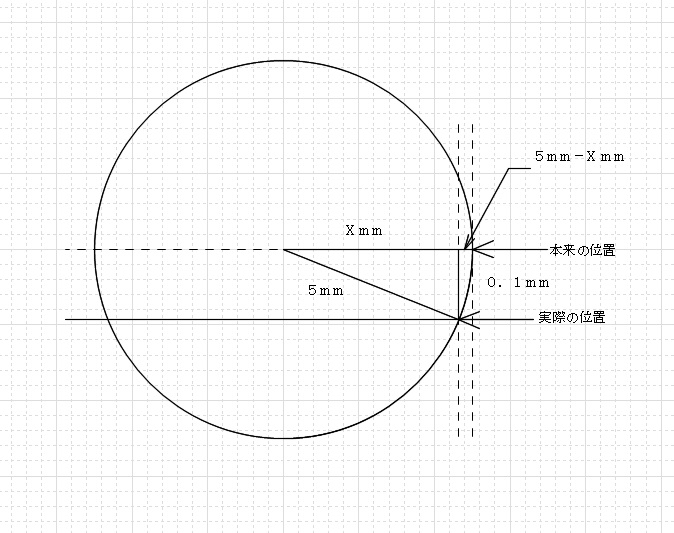
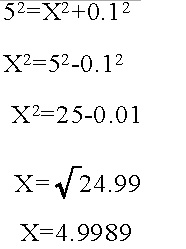
写真のように傾いてしまったんだと思います。そのため、
研磨した後は、
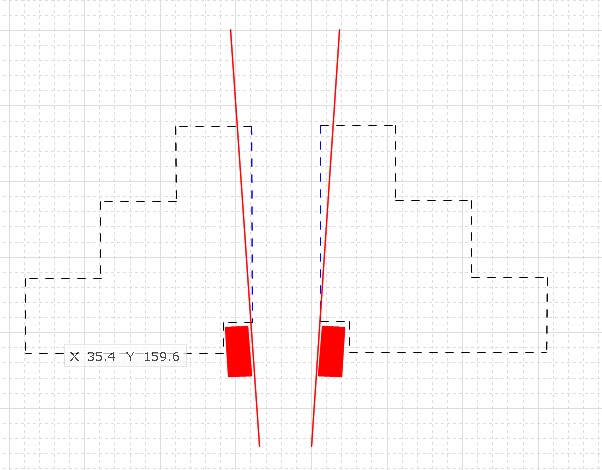
のように、先が開くかたちになったんだと思います。
3本の爪のガタが同じでないため開き方に差ができて、
斜めに咥えるようになったんだと思います。
生爪の研磨の治具を販売しているメーカーの記述にも、
爪の下の方だけで咥えると、傾いてしまうというような
記述があったような気がします。
さて、どうしたもんか、あれこれ考えながら、やってみたい
と思います。