知人の依頼品の切削をしました。アルミの1.2mmの板で
すが,あれこれやりましたが,ただ,止めただけでは,ビビリ
がひどくて,切削面がこれでもかというくらいあれました。
今日は,昨日,3mmのアルミの捨て板に嫌気性接着剤で
接着したものを切削してみました。
今日は,ことのほかうまくいきました。
1.2mmぐらいの板だと,何カ所か止めただけでは,捨て板
との間に隙間ができてしまい,そこで,共振を起こしてしまい,
うまくいかないような気がします。
そういえば,アルミでエンジンのガスケットの切削をした方の
HPを以前みたことがあります。その方も接着剤を使って固定
して,剥がすときは,暖めて剥がした,そんな記事でした。
いいことに,接着面の方は,バリもほとんどでませんでした
。
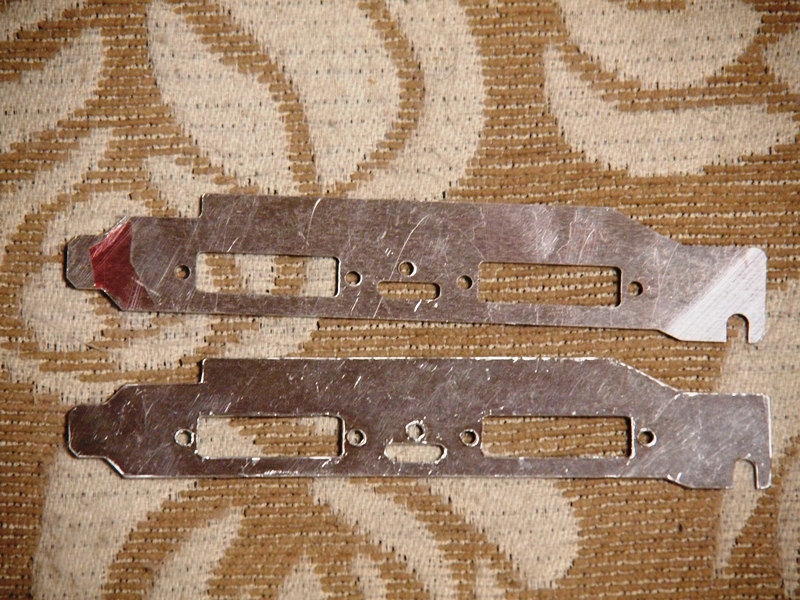
上が今日の切削です。
今日切削したものを仮組みしてみましたが,まだ,多少手直し
が必要だったので,スケッチを変更して,また,パスを作成し
ました。