初めてのお店に注文をした。対応がどうなのか心配だった
が,レスポンスは,良さそうだ。
4月20日 WEBから注文(自動返信メール)
4月21日 受付メール
4月22日 出荷のメール
4月23日 AM11:00 トラッキングナンバーの問合せをする。
PM10:35 問合せの返事
残念ながら,今回利用した輸送手段では,トラッキング
ナンバーには,未対応のようだ。
さて,どのくらいで手元に届くか。LittleMachineshop.comから
だと4~5日で,トラッキングナンバーも連絡があるので,
安心できるのだが。
お店によって使う運送会社も違うので,料金や配達日数・
追跡番号の有無等に結構な違いがでてくる。
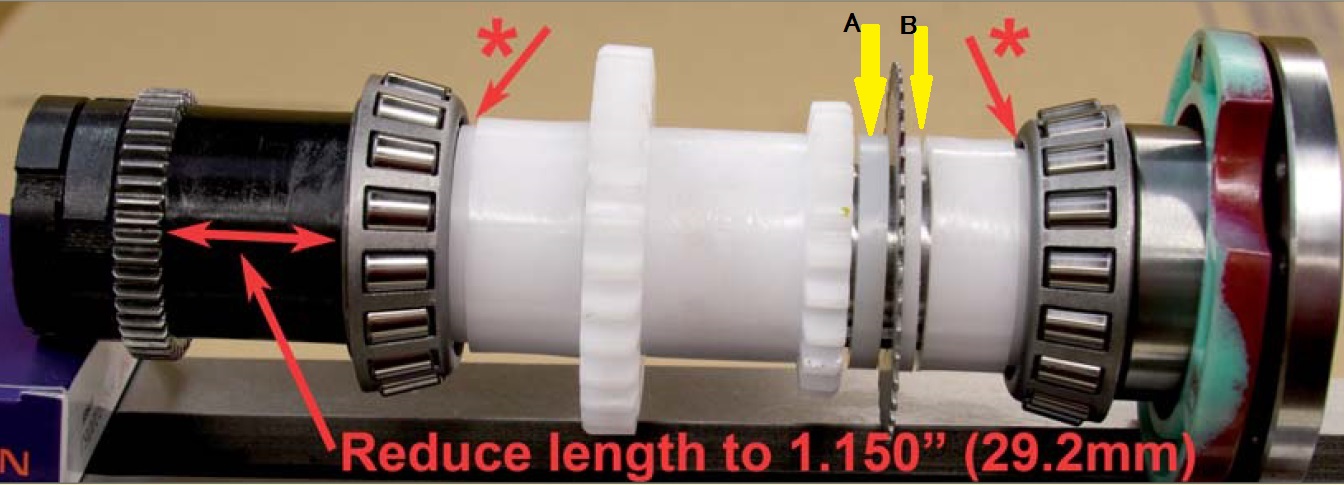
今回頼んだのは,
Micro-Mark
で,

メタルギアー+プーラーのキットです。C3やX2の旋盤やフライス
に特化したものですが,私には,汎用のものはいらないので,
これにしました。