旋盤の部品がほしくて、久しぶりに、海外通販を利用しました。
寿○易にとも考えましたが、値段の点や、納期のこと考え、
部品が常備してある、Littlemachinshop.comに
注文しました。値段が21ドルぐらいのものなので、それだけでは
送料がもったいないので、以前から検討していた、クーラント
システムのセットも購入することにしました。

ノガのミニクールにしようかとも考えてましたが、

まあ、ちょっとだけ安いので購入しました。多分、中国製で
しょうね。
コンプレッサーに接続するネジが、1/8 NPT threadと書いて
あったので、日本の規格には合わないだろうなと思いましが、
アダプターを買えばということで、また、また、ネジの規格の
勉強をしてしまいました。
NPT規格は、アメリカのテーパーネジの規格で、日本で使わ
れている、R(旧PT)規格にはそのままでは、使えません。
そこで、○天で、変換継手、

を購入しました。このネジは。
NPT 1/8 → R(PT) 1/8
に変換する継ぎ手です。これだけではだめで、さらに、
R 1/8 → R 1/4
に変換する継ぎ手をHCで購入。

これをカップラーにつなぎます。

結局、

のようになります。
変換継ぎ手が、
NPT 1/8 → R(PT) 1/4
のがあるか、カップラー1/8の雄ねじのがあれば、一つ省略でき
たのですが、ね。
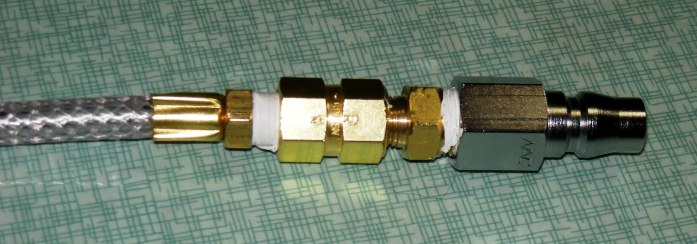
実際の画像です。