リテーナーを作成するのにヤトイを作成し始めました。
ロータリーテーブルで,芯合わせをするヤトイです。
作業的には,生アーバーの先端を切り離して,中心に6mm
程度の穴をあければいいのですが,アーバーにはテーバーが
付いているので直接の固定は難しいので、
ターレットスリーブ(アダプター)を使います。
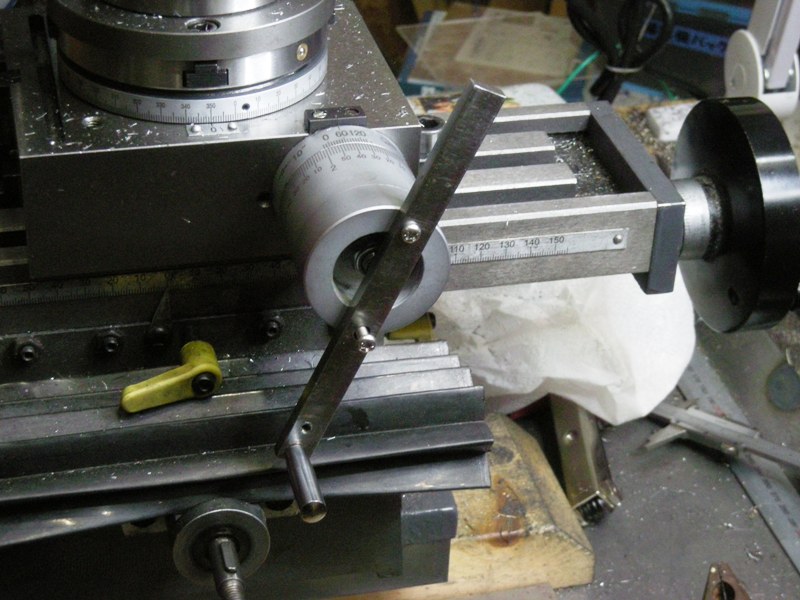
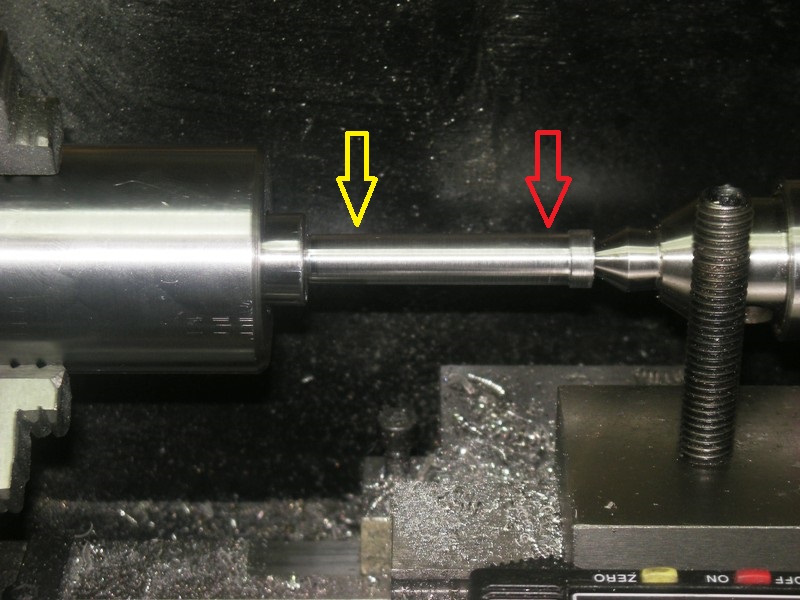
昨日、ターレットスリーブを旋盤に固定したところ,先端で,0.2mm

程度のブレがありました。
どうしようかと思いましたが,約半分程径を詰めて,
貫通穴に通すようにしてみることにします。
2日かけて,片方の径を20mm程度にしました。


チャックに咥えて端面のブレを計って見ると,
2/100mm~4/100mmにおさまりました。これで,
アーバーに加工ができます。ヤトイを作るのにヤトイのヤトイ
の加工でした。
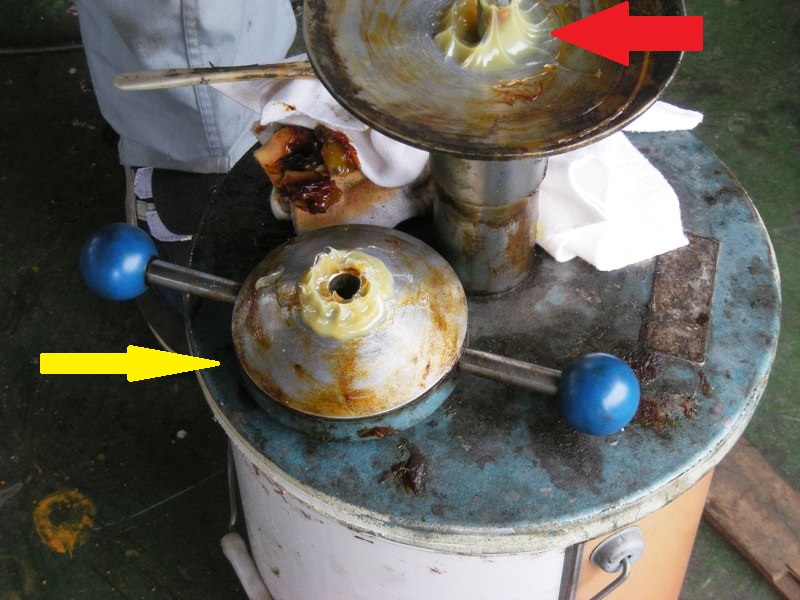
アーバーは,加工前のターレットスリーブを使って突っ切り
で先端を切り離しました。精度に関係ないので,先端のブレ
があるままで,芯押し台に固定センターをつけてやりました。

二つともオークションの購入したものですが,焼き入れが
入ってないので,加工はしやすいです。
ただ,ターレットスリーブは,径が44,5mm程度あるので,
私の旋盤では,荷が重かったです。
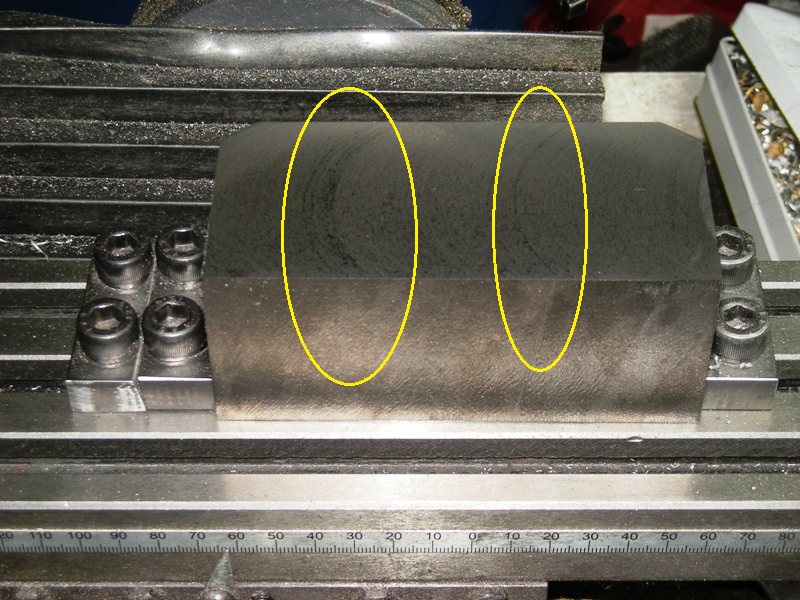
今回ターレットスリーブを旋盤に咥えましたが,直径が44.5mm,
長さが100mm程度だとどうしても先端がぶれるようです。
旋盤の爪の精度なのか,それとも,咥え方の問題なのか
分かりませんが,YUSAさんのHPのように,爪を研磨す
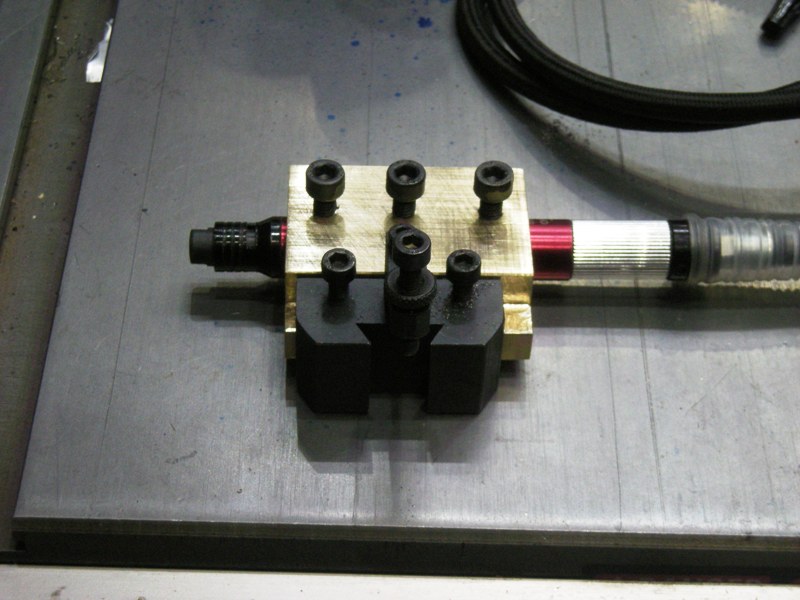
る必要があるかもしれません。エアリュータ-は,安いもの準備
してあるのですが,刃物台に固定するヤトイが必要です。
本体の改造よりも,ヤトイ作りに時間かかってます。
私が加工したターレットスリーブは,約44.5mmφと太いのですが,
モノタロウ等で販売している25mmφのものは,約7000円と

3倍もしてしまいます。多分,この高い方のは,焼き入れもはいり,
加工は難しいような気がします。