NCVCは優れものです。CNCを始めるにあたって、以前、
形を切り抜くためのソフトJMM-TOOLを○○ジナルマインド
さんから購入しました。便利に使ってましたが、複雑な図形
だと、形状の認識がうまくされなかったので、使うのを止めて
ました。
NCVCの解説を読んでいたら、なんとJMM-TOOLと同じ機能
があるでは、ありませんか。改めて、NCVCは優れものです。
通常は、DFXファイルを作成するのに、エンドミルの直径を考慮
して作図します。
直径の半分だけ、外側にずらしたり、内側にずらしたしておか
ないと目的の大きさになりません。JMM-TOOLでは、これが
できるのですが、NCVCでは、機能の一部になってました。
次のような手順になるようです。
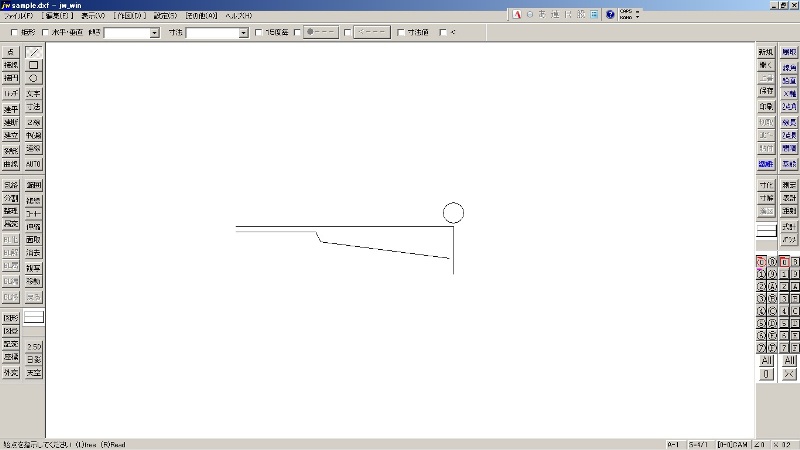
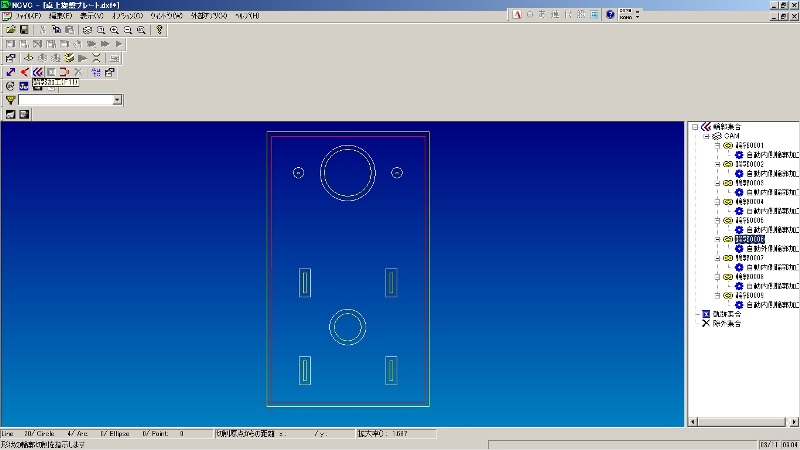
DFXファイルを読み込みます。

編集--加工指示--形状認識処理 をクリックします。

すると形状やら、加工やらの情報が読み込まれます。

必要に応じて加工内容を個別に編集する必要がありますが、
ここから、自動処理をクリックすると、

処理内容のウインドウが開きますので、エンドミルに応じた
オフセット値をセットします。OKをクリックすると、
加工パスが作成されます。
一番外側の切り抜きの部分では、オフセットの分
(エンドミル半径の半分)だけ外側に、円の切削加工等
では、オフセットの分だけ内側に作成されます。
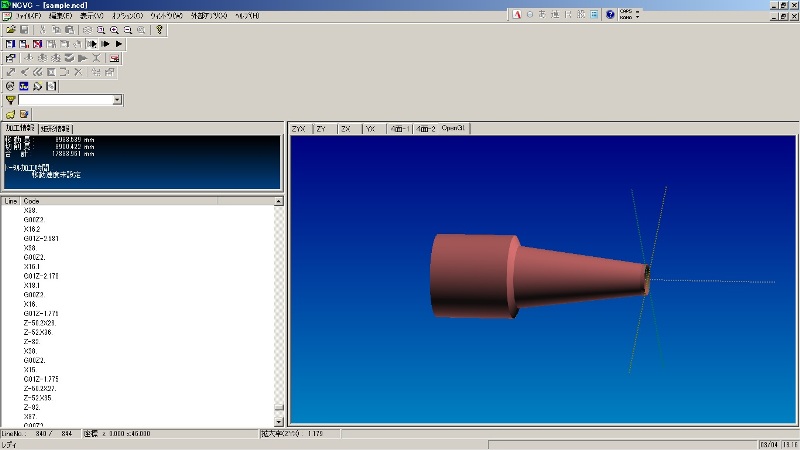
ここから、
NCデータの生成--形状加工生成--形状加工によるNCデータ作成

を選んで、必要に応じて、切削条件ファイルの編集をししてOKをクリック
すると、

NCデータが作成されます。
いままでJMM-TOOLを使わないで作成するときは、
DFXファイルの作成段階で、エンドミルの半径の分だけ、
外側や内側にずらした図形を作成してましたが、NCVCの
形状認識を使うと手間が省けます。
もっと、JW_CADにも、オフセットの線を引く機能がある
ようですが、使い方が今一歩です。





 .
.