背面のプレートの加工が終わり、仮組です。
 .
. 多少の修正が必要でしたが、だいたい思った位置にセット
することができました。
後から、ステッピングモーターをつけてもいいように、3カ所
ネジを切っておきました。
どの程度の力で回すことができるのか、モンキースパナで
咥えて、バネばかりではかって見ました。
動き出すのに、15cmのところに加えた力は、約0.45kg
でした。これ、正式の単位で表すとどうなるでしょう。
また勉強です。

mabo個人のサイトです。いろんなことを日記風に書いてます。場合によっては,間違った記載もあるということをご承知おきください。表題をクリックして,個別のページの最下部からコメントをお願いします。
背面のプレートの加工が終わり、仮組です。
多少の修正が必要でしたが、だいたい思った位置にセット
することができました。
後から、ステッピングモーターをつけてもいいように、3カ所
ネジを切っておきました。
どの程度の力で回すことができるのか、モンキースパナで
咥えて、バネばかりではかって見ました。
動き出すのに、15cmのところに加えた力は、約0.45kg
でした。これ、正式の単位で表すとどうなるでしょう。
また勉強です。
毎日少しずつ、旋盤のミニ改造をしています。やっと、送りネジ
の加工が終わりました。延長した部材が柔らかいのか、旋盤
で加工していると、変形(曲がる)ってしまうようです。

部材には、大きな力がかかるようです。
背面の固定用のプレートも加工がほぼ終わりました。
あと、ネジを3カ所切れば完成です。

細かい精度を出すのは、やはり難しいですね。
フリーのCAMソフトNCVCを使ってます。
sable2015のGコード作成用です。
旋盤用のCAMソフトはないかあさってましたが、なんと、
NCVCにその機能がありました。
旋盤の加工面の図形を入力すると旋盤用のGコードが作成
されます。
おまけに、オプションの設定で、切削終了後の図形
も立体表示できます。
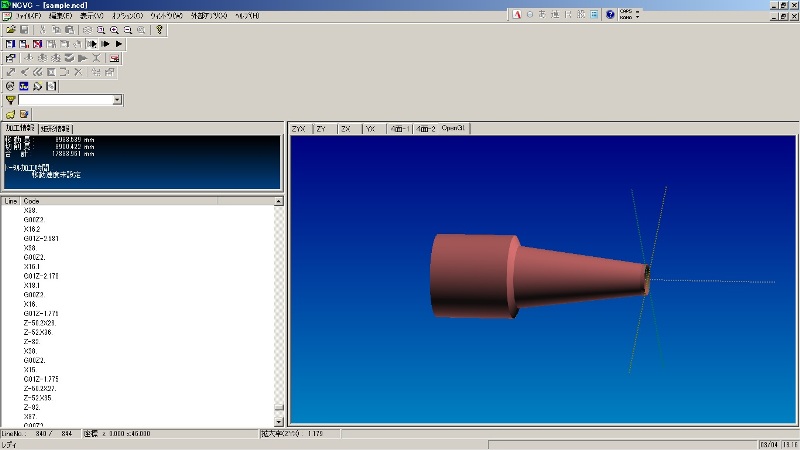
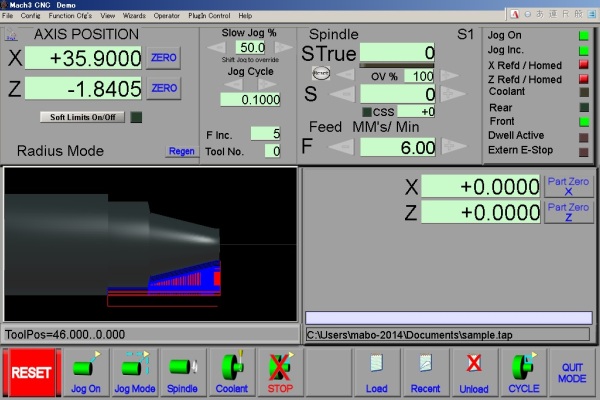
多少プログラムの変更が必要ですが、拡張子を「tap」に変更
すると、Mach3Turnの旋盤用のCNCソフトでもよみ込めます。
それにしてもNCVCは、優れたフリーのソフトです。
旋盤のミニ改造です。旋盤の部品が届いたので、ミニ改造
のための加工です。
部品でたのんだのは、X軸の送りネジです。改造に旋盤を
使うので、送りネジを外してしまうと、旋盤が使えないので、
部品を購入しました。
X軸のオーケー送りネジに穴を開けてネジを切る予定で
したが、寸法を間違えたので、穴にちょっときつめの部品を
圧入して、固定します。

強度が心配ですが、また、嫌気性の接着材で固定します。

曲がりもなくまっすぐに圧入できました。
この状態で、旋盤に加えて、圧入した部分を、目的の太さ
まで、削ります。こうやって、削れば、圧入の際に、多少芯が
がずれても、影響がなくなります。

もっとも、それほど高速回転をするわけでもないので、
大丈夫ですが。
このあとベアリング固定ようのネジきりと
Dカットをします。
以前、R8 Easy Change Basic Holders というツールが販
売されているサイトを見つけました。
R8というテーパーの規格で、日本では、一般的ではない
規格なので、使うには、主軸をR8のものに変える必要が
あるなと思ってました。
今日、いろいろみているとMT3の規格のものもあるようで、
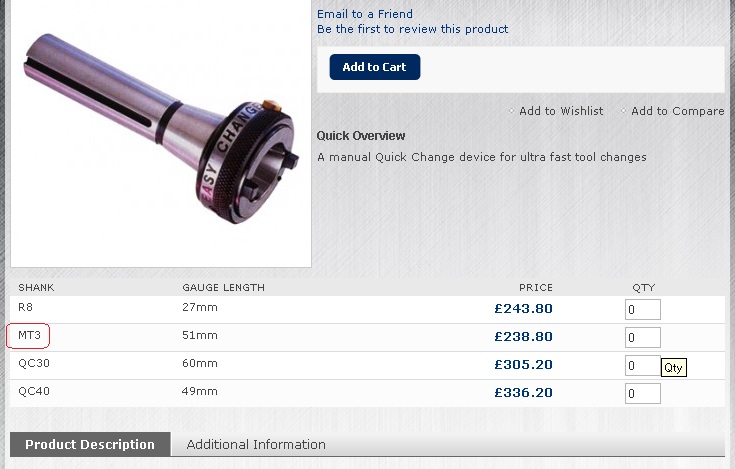
安ければ即購入でした。
QC30、QC40という規格もあるようですが、これは、NTや
BTとまた違う規格なんでしょうかね。