
昨年アンギュラーベアリングに交換して使ってた旋盤C3互換
機のベアリングがまた、だめになりました。調整の仕方がきつ
過ぎたようです。
今回は、テーパーベアリング(30206)に交換します。
交換するにあたって、ベアリングの厚みがトータル1.25mm
ほど厚くなります。2個使いますので、約2.5mm程度、両脇
に広がります。それで、一番外側の黒のスペーサーを3mm
程短くする必要があります。

また、テーパーベアリングのインーナーレースの形状に合わせる
のに、ベアリングの内側のスペーサーの肩を落とす必要があります。
この二つは新しい部品を購入して、旋盤を分解する前に加工しました。
それから、インナーレースが1.25mm外側にオフセットしてあるので、
(写真赤の部分)両方で2.5mm程度隙間ができますのでこれを埋め
る必要があります。
私は、2mmのPOM板をCNCで切り抜き、スペーサーをつくり
ました。

肩を落としだオリジナルのスペーサーとギア-の間に入れます。
これらの加工した部品を使い組み立てました。
心配だったのは、エンコーダーがセンサーと干渉しないかでしたが、
仮組では、事前につけておいたエンコーダーの位置とそれほど
変わらなかったので、新たにスペーサーを入れず組みました。
センサーをつけてみるとぎりぎりのクリアランスだったので、
取り付け穴を長穴に加工して逃げようと思いましたが、センサー
をよく見ると、調整用に、長穴になってました。

目一杯調整して、だいたい、センサーの中央にエンコーダーが
がきました。
あるメーカーの取説には、
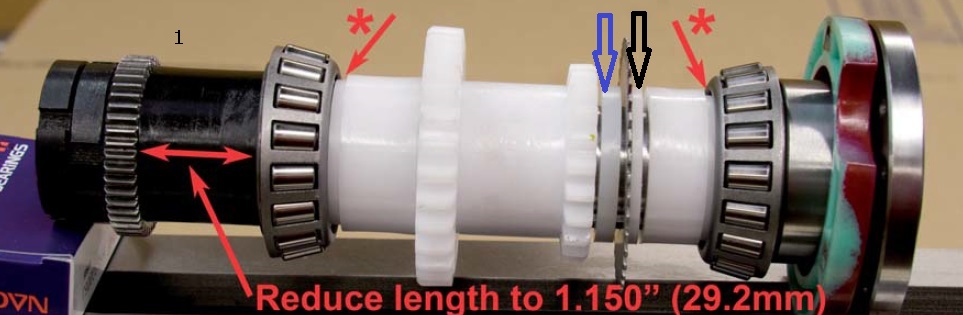
黒矢印のスペーサーを2.8mmで作って、さらに、青矢印の
スペーサーはオリジナル4mmから4.8mmに変えるように
ありました。これは、実際の寸法とちょっと違うような気がしまし
た。
正確には、黒矢印スペーサーは、1.25mmにして、青矢印の
スペーサーはオリジナルの4mmのままにして、ギアの側に、
1.25mmのスペーサーを入れるのが本当でしょうね。
私は、省略で、2mmのスペーサーをギヤの方にいれて、
センサーの位置を調整しました。
今回はスピンドルも新しいスピンドルに交換してみましたが、
精度は、以前の物の方が部分的にいいです。特に、新しい
スピンドルは、フランジの部分で、15/100程のずれがあ
ります。

MT3のテーパーの部分と内側の出っ張り?の部分では、
ぶれが、1/100~2/100程度ですから、このぶれは、

スピンドルの精度のようですね。フランジ部分については、
あとで、削ろうかなと思います。
諸先輩の記事では、テーパーベアリングに交換することで、
精度もよくなったとの記事を見かけます。
私の旋盤で、多少精度がよくなったものの、それほど出なか
ったのは、ハウジングの精度が出てないのかもしれま
せん。