ネットで検索していたら、
がかかりました。なんと1800mm×900mmの加工が可能
とのこと。これだけ大きいと、大物も作れますね。
ただ、剛性とかはちょっと足りないようなきがします。
また、
矢野工房さんでは、
かなりの大型のCNCを作成されてる方もいますねえ。

mabo個人のサイトです。いろんなことを日記風に書いてます。場合によっては,間違った記載もあるということをご承知おきください。表題をクリックして,個別のページの最下部からコメントをお願いします。
ネットで検索していたら、
がかかりました。なんと1800mm×900mmの加工が可能
とのこと。これだけ大きいと、大物も作れますね。
ただ、剛性とかはちょっと足りないようなきがします。
また、
矢野工房さんでは、
かなりの大型のCNCを作成されてる方もいますねえ。
フレームの加工が終わったので,テーブルの組み立てです。
今回は,前回よりもうまくいきました。ただ,組み立ててから,
穴の長さを1cm長くすると組み立てがらくになることがわかりま
した。脚部を作るときの加工は,1cm広くします。
旧工房にて,組み立てです。車庫の転用なので,ウナギの寝
床です。

やはり,クロスダウエル使った接合は,しっかりできます。
アングルで組み立てたのでは,お互いを引っ張り合わせる
ことはできませんから,きっと,すき間ができます。
ただ,このクロスダウエルは,本来の使い方ではありま
せんので,もったいないです。本来なら,ナット部分に使うの
ですが,ワッシャのごとき使い方ですので,切ってある8mm
のねじ山が泣いてます。
テーブル上部だけで,約40kgです。
組み立て終了後ざっと,調整です。平面出しに時間かかると
思います。まあ,大きな狂いがなければ,上面をふさぎますので,
その時,調整しながらできそうなので,0.5mmぐらいに,
調整できれば,ベストですが,難しいです。
今年最後の大物部材が届いたので,作成にかかります。
前回は,木工のドリルプレスで加工して失敗したので,今回
はフライスに治具(金工では,ヤトイというみたい)の延長テー
ブルをつけて,木工用のクランプで固定して加工します。
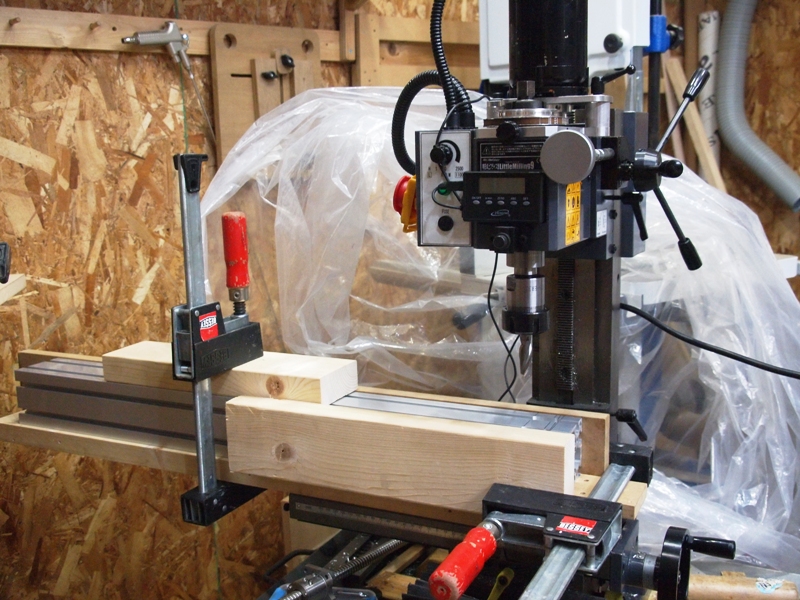
本来なら,バイスを2台使っての固定でしょうが,バイスを
使うと懐がせまくなるので,半分木工です。
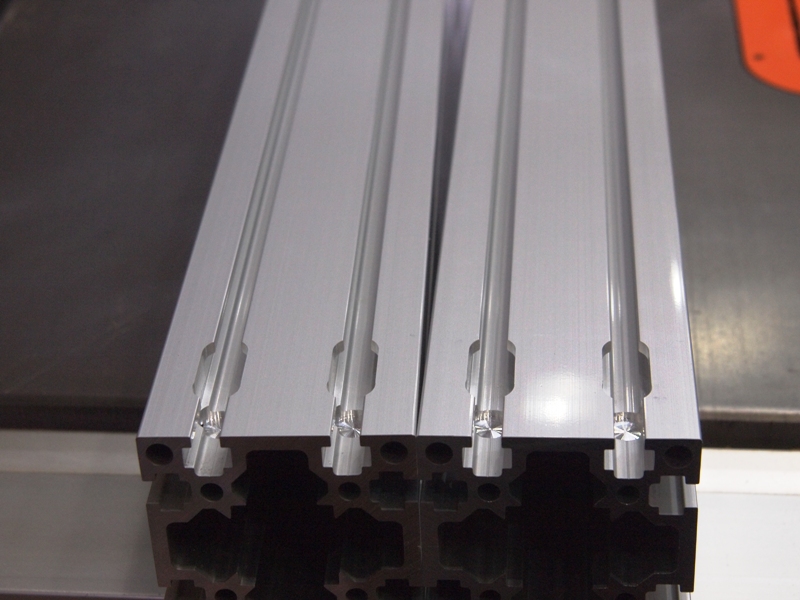
前回の失敗よりは,うまくいきましたが,はやり抵抗が大き
くなるとはっきり分かるびびりがでてきて,本来のエンドミルの
直径よりも大きく削れてしまいます。
特に,垂直に掘り下げる時に振動がひどかったです。
アップカットで,切削するときは,振動はあまりでませんでした。
自重100kg超のフライスだと,振動も少ないんでしょうね。
ビビリなしで,気持ちよく削ってみたいです。
Z軸のベースに使っていたアルミフレームのサイドを,
ワッシャをかまして締めたら,傾きが少なくなりました。
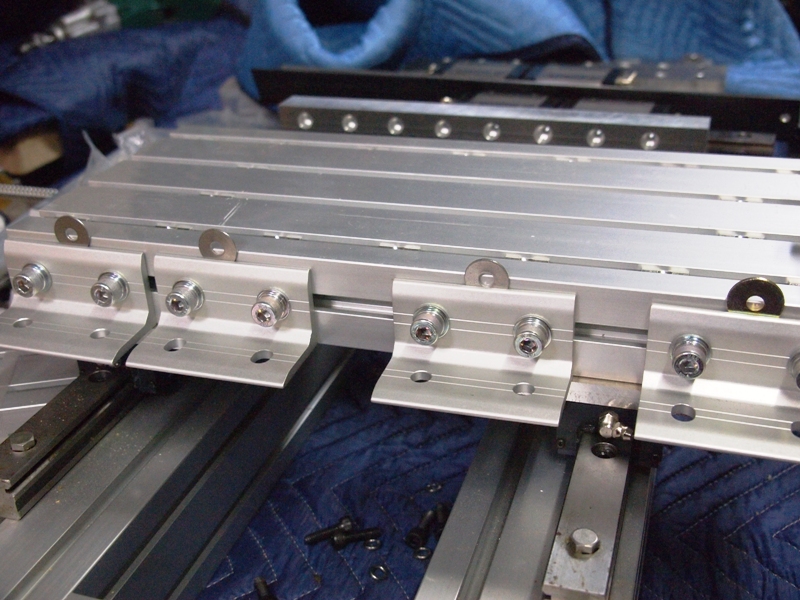
リニアライナーの取り付けに後入れナットを7ツ使って,
かなりしめましたので,外側に変形してしまったようです。
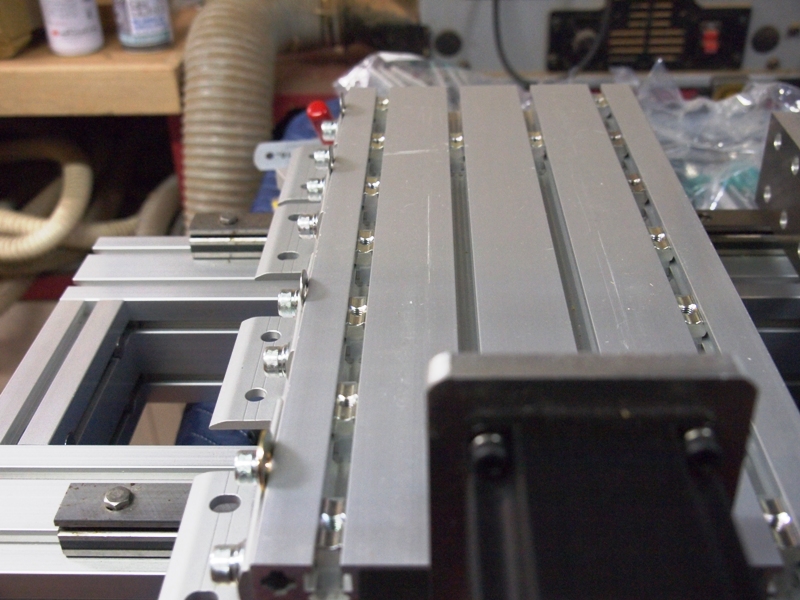
リニアライナーのレールが幅がひろければ,力が均等にかかって,
傾くことはなかったのでしょうが,幅が広くなかったので,スロットの片側
が上にあがって,肩を押し下げる形になって,変形したようです。
サイドをアルミで補強して,やはり,リニアの下にアルミ板をしいて,
取り付けるようです。
切削対象が金属なら,アルミフレームをZ軸のプレートに使うべき
ではないのでしょうが,木工用のCNCが目標なのです,大丈夫
かなと思うことにします。
買い物に行ったら,家の新築現場に遭遇?した。
一昔前の現場とは様変わりして,工場でプレカットされた柱が
きちんと梱包されて,積まれてあった。

わきには,材木を持ち上げるクレーンが。
未加工の柱を加工している大工さんの姿が見られたのは,
何十年前だろうか。
柱だけだったら,ちょっと研修をうければ,もしかして,素人でも,
組み立てることができそうな気がする。
なんかの番組で,大工さんが失業したなどということが,
取り上げられていた。
スピンドルモーターのプレートのスペーサーをつけて,プレート
を乗せてみると,なんどガタガタ言います。
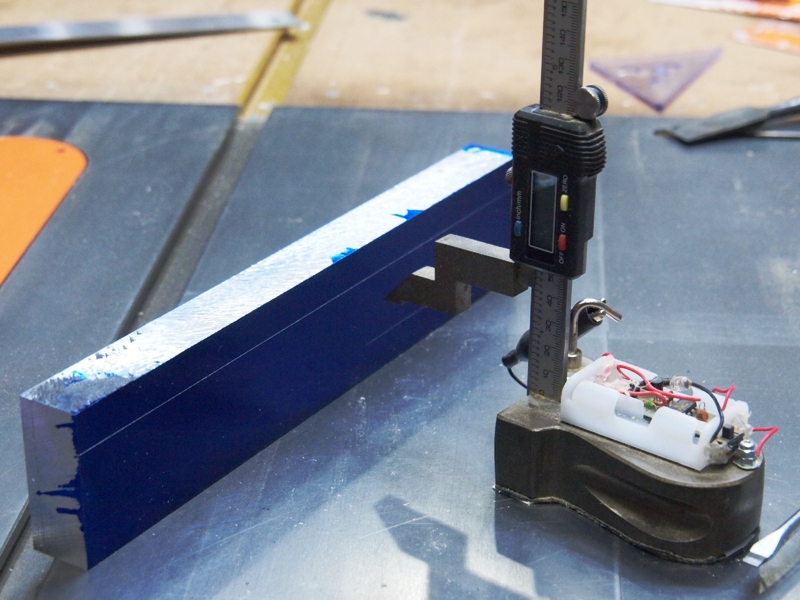
おかしいと思いいろいろ調べてみると,なんと,ベースに使って
いたアルミのフレームの平面がでてなかったのです。
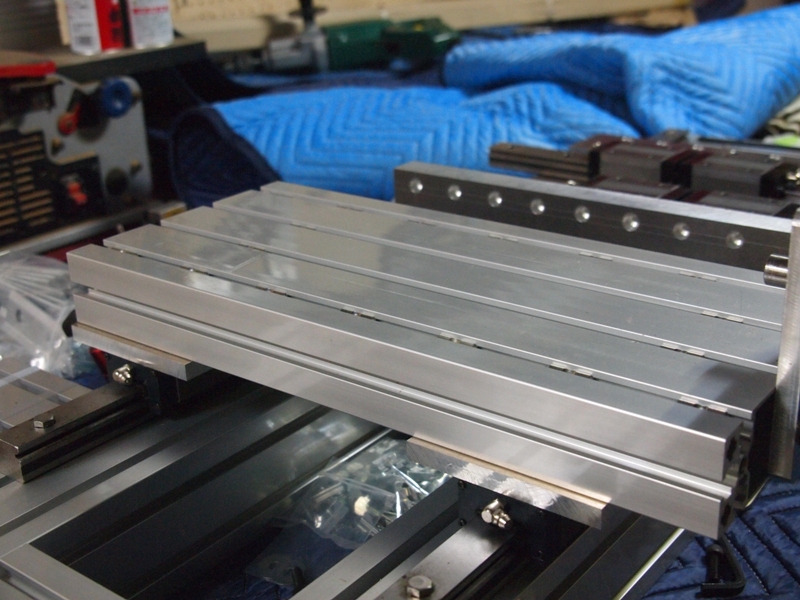
赤線のように,両脇が下がっていました。これでは,リニア
ライナー平面がそろう訳ありません。
さてどうしたものか。
リニアライナーの取り付けの簡便性のために,ベースにフレーム
を使ったのですが,使わないとなると,タップを沢山きるのが大変
です。かといって,リニアライナーの片側にフィラーテープなどを
入れて浮かすのは,不安定になるし。
いろいろ考えましたが,5mm程度のアルミの板をしいて,両脇の隙間
にフィラーテープをいれて傾きを治すことにします。リニアライナー
は,アルミの上にし,固定は,アルミに穴を開けて,フレームの
溝にいれた,ナットでとめることにします。作業は増えますが,
正確さはいらないの大きめの径ドリルで,手動で,がんがん開
けられます。また,工作が増えます。
のんびりやったので,2日かかりました。調整のため,沢山
穴を開けました。
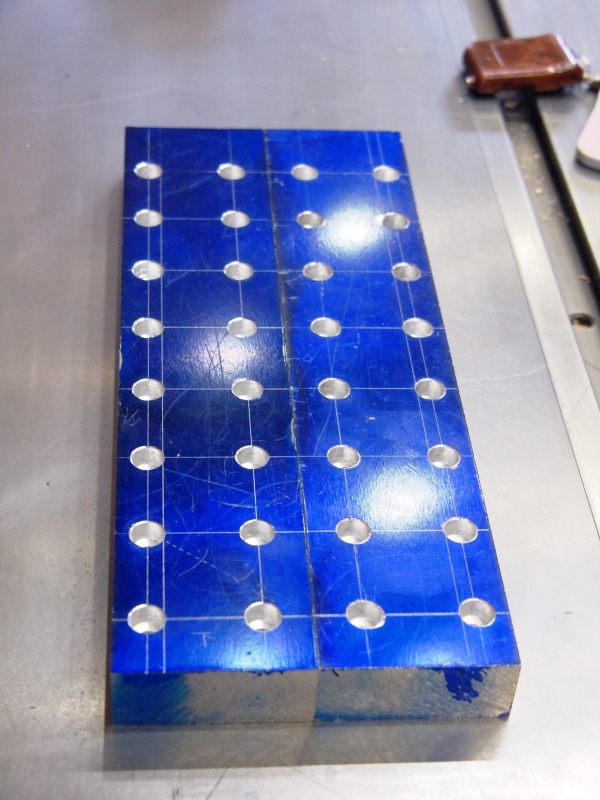
青ニスを落として,
完成です。今回の加工でも感じましたが,X2は懐がせまい。
もうちょっとあると加工がらくなのですが。キーレスチャックが
使えないので,コレットチャックにで,コレットを入れ替えなが
らの加工だったので,時間がかかりました。
X2を改造して,懐を広くしている先輩もいらっしゃいます。

写真は,masamotoさんのHPより引用いたしました。
コラムの補強と懐のかさ上げを同時になれてます。ここまで,
やれば,使い勝手もよくなるように思います。
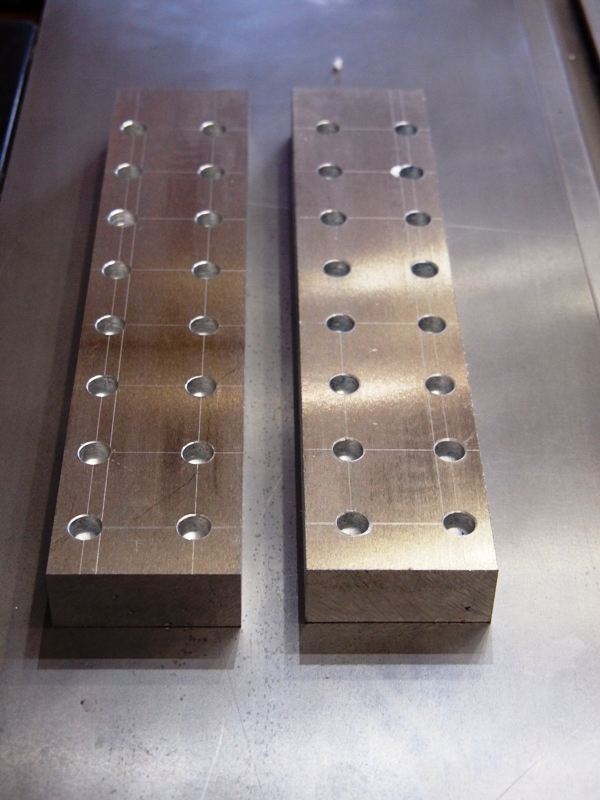
ボールねじのサポートが高いため,スピンドルマウント用の
プレートに厚いスペーサーを入れます。
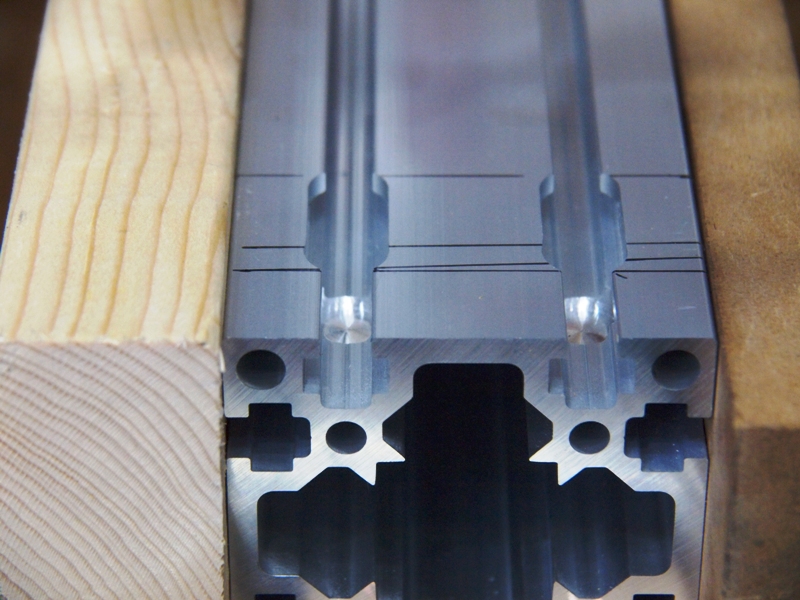
今回は手抜きをせずに,青ニスを塗って,ハイトゲージとトース
カンで,けがいて,加工します。といっても,リニアライナーに固定
するための座繰りと穴あけだけですが。
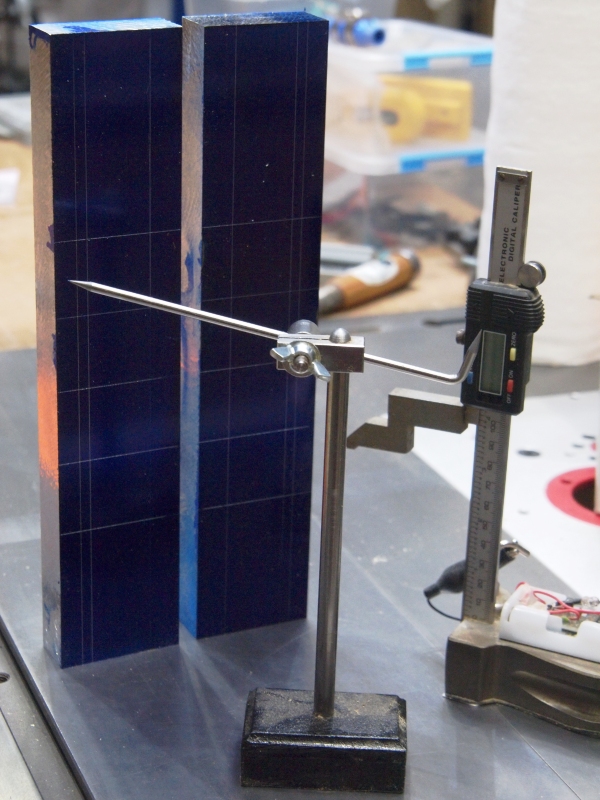
定盤がないので,いつもテーブルソーのキャストアイアン?の
上でやります。ハイトゲージも木工用です。金工用のは,
高くて手がでません。本当は,もっと高さのあるのがいいのですが,
高い所は,トースカンで,やります。
何カ所か失敗しながら,準備が終わりました。
今回,青ニスを塗る前に,アルミの保護カバーをはがして,パーツク
リーナーで一拭きしたら,青ニスがきれいにのりました。
初心者の私は,一事が万事手探りです。
明日は,フライスをボール盤にして,加工します。本当は,
CNCで加工できるといいのですが,この大きさでは,私の
sable2015では,加工範囲外です。
台形ネジ等の販売点をNETで検索していたら,
MRD
なるお店を見つけました。
NETで販売しているお店でも,取引相手を法人のみに
限定しているお店も多い。
ユーザー登録の画面で,法人名を記入する欄があったので,
法人じゃないと登録はだめか思い,念のため電話で聞いてみると
個人でもOKとのこと。法人欄には,個人名を書けばいいとのこ
だったので,早速登録。記入欄には個人名を書いて登録しまし
た。
値段もそれほど高くないようですし,馬型のリニアブッシュのレール
の販売もあるようです。
ここが分かってたら,中古品じゃなくて,新品を購入でき
ていたかも。
掲示板のスライドショーに続き,不具合のあったRSSの表示
を正常にすべくあがいていました。
正常に表示できるようになれば,なんのことはない,こんな
ことだったのかと思うところです。
最初,スクリプトの不具合だと思い,あれこれやってみましたが,
そうではありませんでした。
設置するにあたって,OS(CentOS)の関係で,文字コードを
UTF-8に変換してアップロードしていましたので,もしやと
思いました。サーバー上で書き込んだ文字が表示されな
かったので,文字コードの関係かなとあたりをつけました。
スクリプトを見てみると,SHIFTーJISからUTF-8に変換し
ている部分がありました。サーバー上で,文字は,
UTF-8で扱われるので,変換は必要ないので,変換の
部分をコメントアウトしました。
$rss = mb_convert_encoding($rss, “UTF-8”, “SJIS”);
echo $rss;--変更前
↓
// $rss = mb_convert_encoding($rss, “UTF-8”, “SJIS”);
echo $rss;--変更後
RSSを動かしたら,目的の文字列が,バラバラとでてきました。
ついでに,
//$desc = mb_strimwidth($desc0,0,500,”…”,”Shift_JIS”); //文字列丸める
変更前
↓
$desc = mb_strimwidth($desc0,0,200,”----”,”UTF-8″);--変更後
として,項目を要約するようにしました。
「やった-」です。めでたし,めでたし。