PICを使ったタイマーを作ってます。やっと7セグメントLEDの
表示部分だけが出来ました。テスト点灯で,一カ所だけ,光ら
せています。

このタイマーのハードにSSRを組み込んで,半田ごてタイマー
にしようと思います。
ハードの追加は,PIC16F84の開いている端子にSSRを接続
するだけなので,それほど難しくはありませんが,プログラム
の変更が大変だろうなあ。

mabo個人のサイトです。いろんなことを日記風に書いてます。場合によっては,間違った記載もあるということをご承知おきください。表題をクリックして,個別のページの最下部からコメントをお願いします。
PICを使ったタイマーを作ってます。やっと7セグメントLEDの
表示部分だけが出来ました。テスト点灯で,一カ所だけ,光ら
せています。
このタイマーのハードにSSRを組み込んで,半田ごてタイマー
にしようと思います。
ハードの追加は,PIC16F84の開いている端子にSSRを接続
するだけなので,それほど難しくはありませんが,プログラム
の変更が大変だろうなあ。
友人の影響で,PICのプログラムをいじり始めました。
アセンブラーとCコンバイラーがどちらも無料であるので,
DLしてあれこれ始めました。
最初にCであれこれやりましたが,まあ,比較的すんなりいき
ましたが,アセンブラーではまりました。
なんと,
LIST
と
LIST
の違いで,コンパイルエラーとなりました。どかが違うかというと,
LISTの前に空白があるかないかの違いでした。
今日も暑かったです。海岸の夕方の散歩も予定を変更して,
ドッグランでのプールにしました。
暑かったせいかか,レオは,結構泳ぎました。家に帰って
きてから,疲れたのか,ケージで寝てます。でも,お腹がすくと
そばにきて,ゴハンやら,おやつの催促です。
きっと,今日は,ぐっすりでしょうねえ。
我が家の看板犬のレオ(バーニーズマウンテンドッグ)は,毎年
のように,膿皮症という皮膚病になります。もともとのアレルギー
と皮膚が弱いためですが,今年もひどくなりました。
あまり,薬はのませたくないのですが,
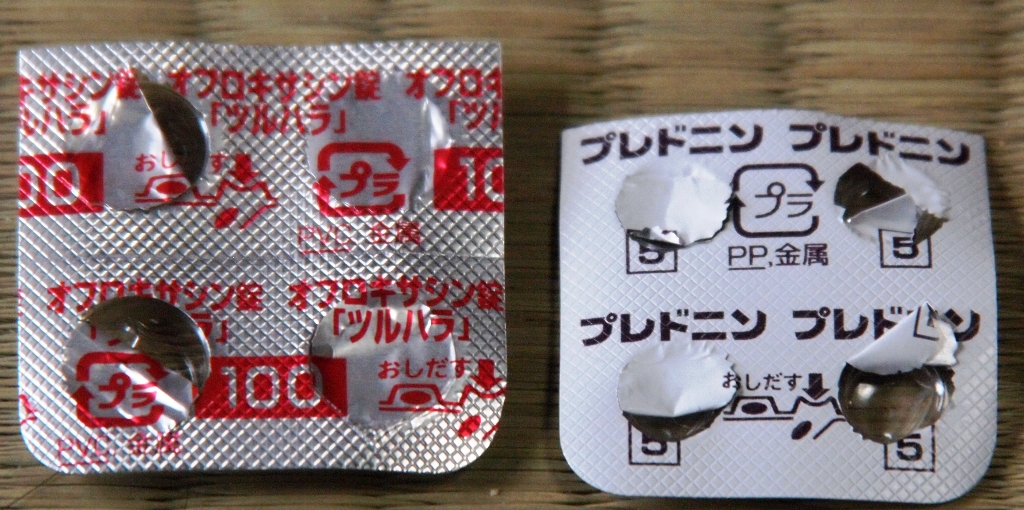
プレドニン(副腎皮質ホルモン)とオフロキサシン(合成抗菌剤)
を10日間処方してもらいました。オフロキサシンの適応となる病気は,
「細菌感染症、ハンセン病、眼瞼炎、涙のう炎、麦粒腫」などがあげられ
てました。
やっと飲み終わり,皮膚病も一段落のようですが,また,再発するかも
しれません。
LCDオシロスコープの作り方を検索している時に目についた
のが,マルチテスターです(写真上部)。

ある電子部品のお店には,なんと,このマルチテスター本体
が売っているではありませんか。速攻で買ってしまいましたが,
なんと,このままでは,動かないのです。
マルチテスターは,2008年の9月号のトランジスター技術の
付録に基盤が付いていて,これを作って,なおかつ2008年
8月号のUSBマイコンが必要だったのです。あれこれ探して
オークションで,2008年の8月号を見つけてなんとか手に入れ
ました。しかし,これでも動かないのです。マイコンにマルチテスタ
ーのプログラムを書き込まないとだめなのです。
トランジスター技術のサポートサイトから,書き込みに必要なソフト
をDLして,やっと動かすことができました。とりあえず,ただの箱
にならずにすみました。
我が家の看板犬のレオは,現在体重54Kg。でも,とてつもなく
甘えん坊で,ネコと一緒で,ひとのそばで,寝るのがいいみた
いです。まるで,大きなネコです。
今日も,ばあさんと一緒に昼寝です。

大きさは,ばあさんと同じくらいです。
スピンドルモーターに回転計をつけました。POMで,ケースを作り
その中に,センサーを入れて,モーターの脇につけました。
はじめ,縦につけるつもりでケースを作りましたが,センサー
が反応しないので,横型に作り替えてつけました。
他の回転計で調べてみた数値とほぼ同じで,回転数も正確な
ようです。
回転数の表示部も,ケースに入れます。
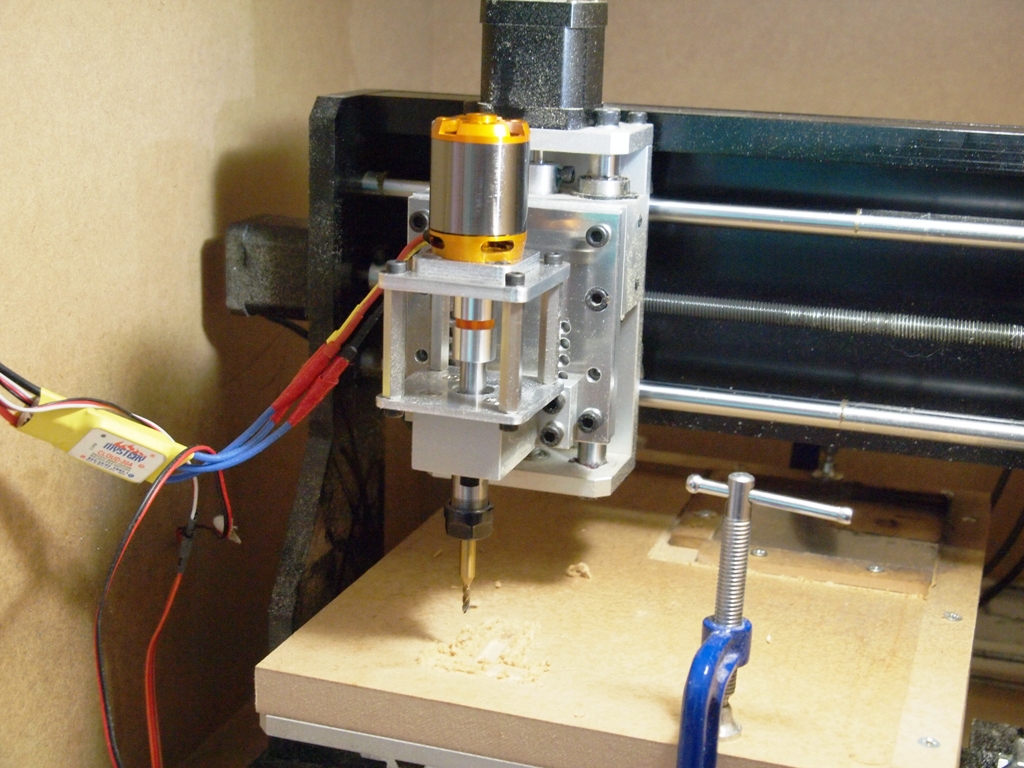
トルク不足で途中で止まってしまったモーターの換装が終わり
ました。
MDFを前回のモーターと同じように削って見ましたが,途中で止
まることなく最後まで切削出来ました。ただ,終わってモーター
を触ると結構熱を持っていたことと,機械全体に低周波の振動
が起こるみたいで,結局振動数が機械本体と共鳴してるような
感じです。
アルミを削ってみて,どうなるか,問題なく切削できるか,もうち
ょっと回転数を上げないとだめなのか,いろいろやってみるつも
りです。
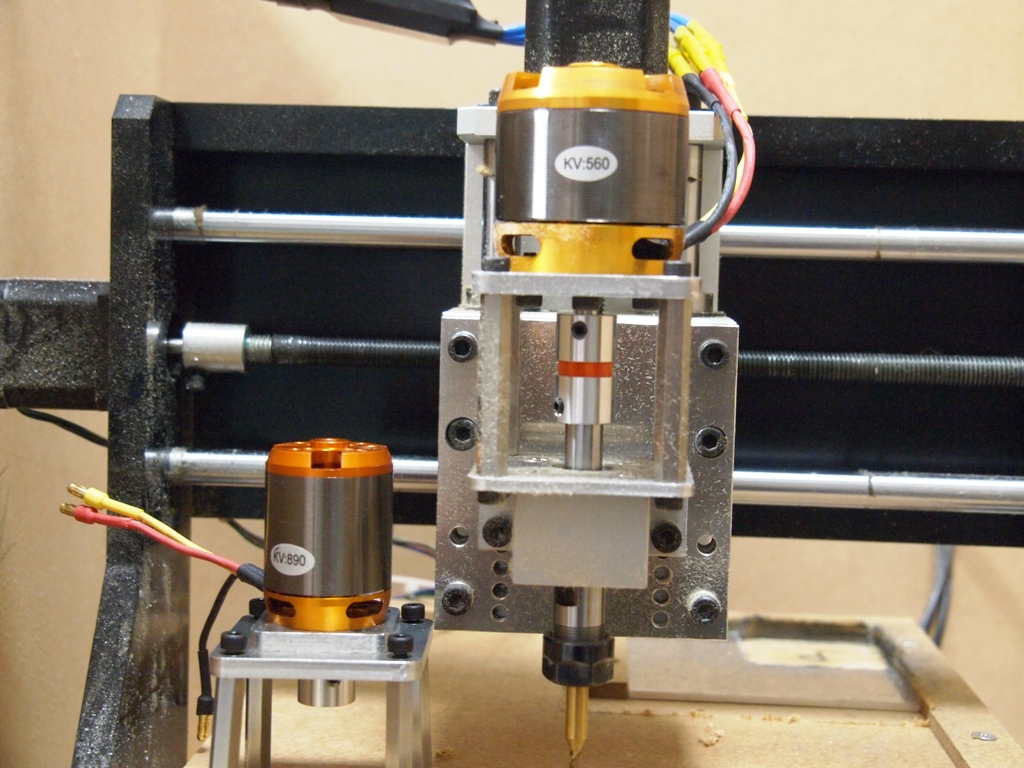
左側が以前のモーターで,右側のコレットの上についてるのが,
換装したモーターです。ちょっと寸胴で,以前のものより二回りぐ
らい胴太になってます。
KV値(一ボルトあたりの回転数)は,新しいモーターの方が,小さく
なってます。
交換前モーター 890KV
新モーター 560KV
新しいモーターは,トルク重視のモーターのようです。
ブラシレスモーターで使う予定のコレットの袋ナットは,専用の
レンチがきっとあるんでしょうね。サイズを測ると,16.7mmで,
インチでは,21/32inchぐらいの大きさです。21/32はインチ
でも一般的ではないらしく,いいろいろ探しましたけど,ありませ
んでした。仕方がないので,5mmのアルミで削りだしました。
花子で図を書いて,DXFで出力し,JWCADでプレーン等の変更
し,NCVCでシュミレーションして,切削しました。
なかなか思ったような大きさにならず,結局3回目にやっと成功
しました。大きさの決まった6角形を書けばいいだけなんですが,
「√」を使ったりしますので,中学生程度の数学が必要でした。
はたまた,切削に使うエンドミルの直径を考慮しなければなり
ませんので,ちょっとしたなぞなぞです。いい頭の体操になりま
した。
一回目は,勘違いで,大きすぎで,二回目は,小さすぎで,
やっと三回目で,ぴったりのサイズです。真ん中が,成功した
ものです。

端材を使ったので,微妙に,円が欠けていたり,くぼみがあったりします。
6角形を書くのも久しぶりに頭を使いました。
半自作したブラシレスモーターのスピンドルを取り付け初切削。
残念ながらトルクが弱く、切削途中で,止まってしまいました。
2000円ちょっとのモーターだったので仕方ないかなと思います。
気を取り直して,大きめのモーターに交換予定です。
使っていたモーター(推力3.05Kg 890Kv)

交換予定モーター(推力4.5Kg 560Kv)
 >
>
です。どれほどの違いがあるのか分かりませんが,又交換のための部品作り
です。