HPにのっていた99タイマーをちょっと改良して,半田ごてタイ
マーを作る予定でいましたが,16F84Aは端子が,どうしても2
本たりないで,上位互換である,16F627Aに変更して,作る
ことにしました。もう少し調べれば,16F627Aよりもメモリーが
が多くて,安いPICがあったのですが,失敗しました。これも,
身銭を切ったお勉強です。
テスト基盤,
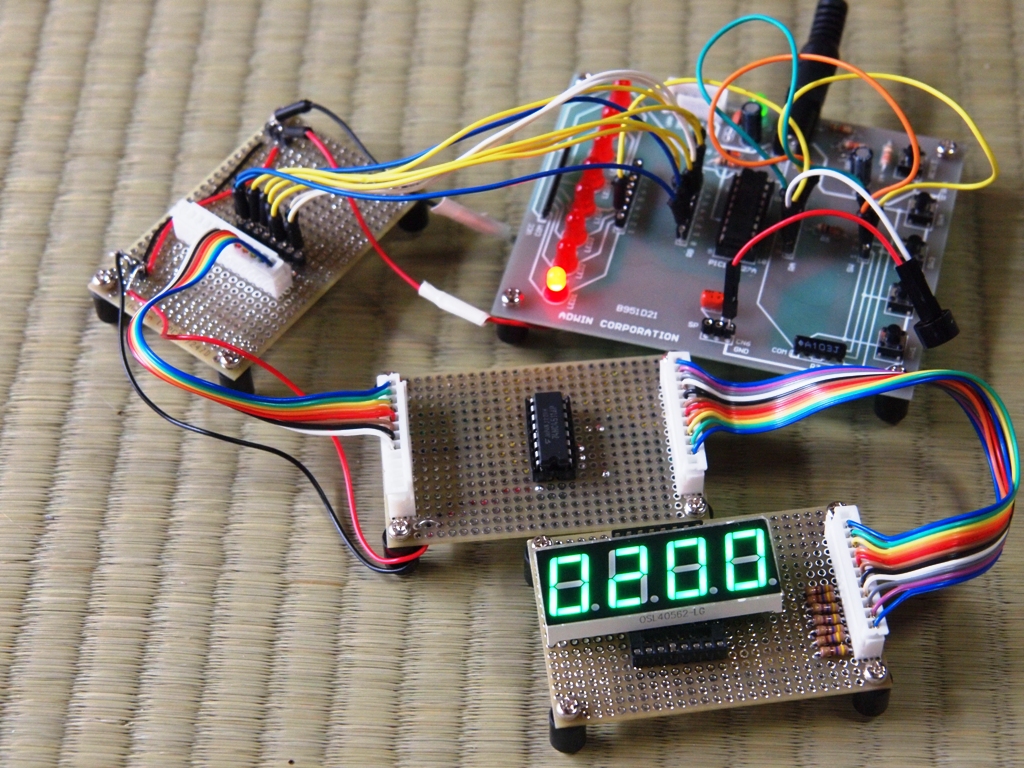
でのプログラムの作成もやっと完成しそうです。今まで使って
いた半田ごてタイマーと違うところは,使える時間を99分まで
の間で設定できることです。
(時間の設定)→(カウントダウン)→
(ブザー)→(一分以内にスタートボタンを押す)
→(最初の設定時間に戻る)→(カウントダウン)
を繰り返します。一分以内にボタンを押さないと,本体
も含めて電源が切れるようになります。
当初 アセンブラー(HPにあったもの)をちょっと改良
するつもりでしたが,プログラムの半分ぐらいは,意味
が分かったのですが,面倒なので,フリーのCコンパイ
ラーで,くみなおしました。プログラムの大きさが心配
でしたが,PICの容量の85%ぐらいでおさまりました。




 >
>