部品を作るにあたって,フライカッターで,表面をならし,
両端で厚さを測ってみると8/100程度約0.1mm程度
の狂いがありましたので,以前から気になっていたフライス
の調整をします。
私のX2互換機は,
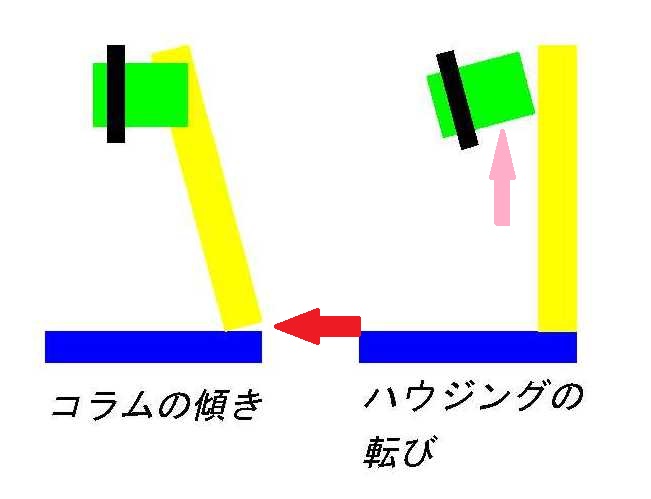
前後方向で,コラムが傾いていて,ハウジングの転びも
あります。
コラムの傾きは,赤矢印にフィラーテープを入れて,調整します。
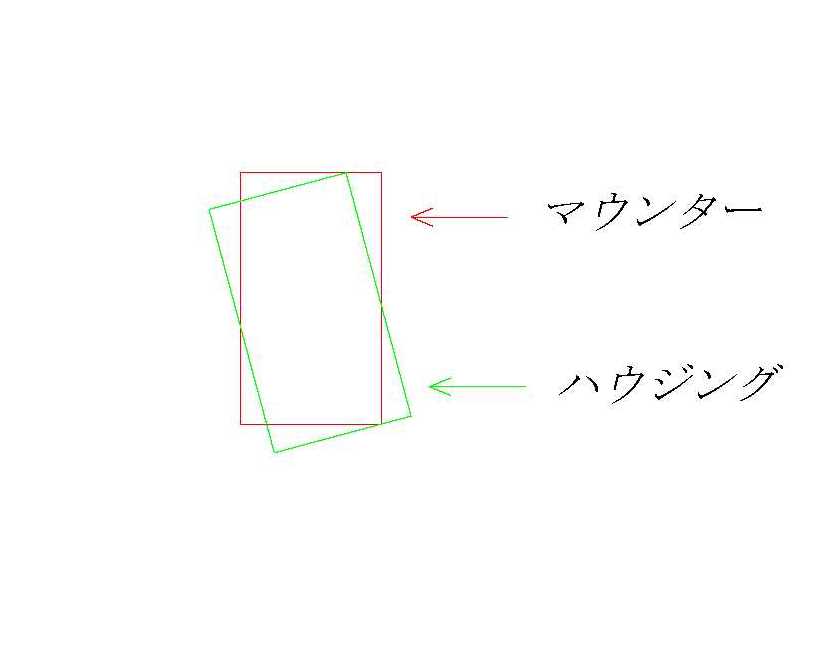
ハウジングの転びは,桃色矢印のハウジングとマウンターの
間にフィラーテープを入れて調整します,
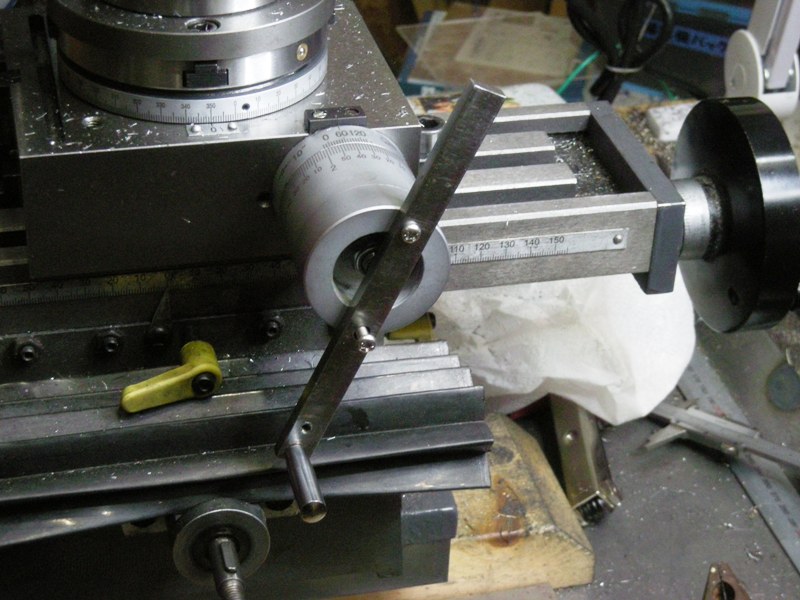
コラムの前後方向では,15cmの精密スコヤの上下で,
約0.17mm程度,お辞儀をするように傾いています。


0.05mmのフィラーテープを2枚入れると,コラムがおきすぎる
ようです。
コラムの固定する場所を見て見ると,「キサゲ」ではなく,
タガネで傷をつけたようなところが2カ所あります。

きっと組み立ての過程で,コラムの傾きを起こすのに加工
したんでしょうね。
0.05と0.01のフィラーテープで調整します。
本当は,「キサゲ」等の加工ができると確実
なんでしょうが。
調整後,約0.01mmまではおいこめました。

調整は,微妙で,0.01mmのフィラーテープを入れるかい
れないで,違いがでてしまいました。また,コラムの位置に
よっても違いがあります。
全部調整し終わってから,コラムの傾きは再度調整する
必要があるかと思います。
明日は,ハウジングの傾き,調整します。