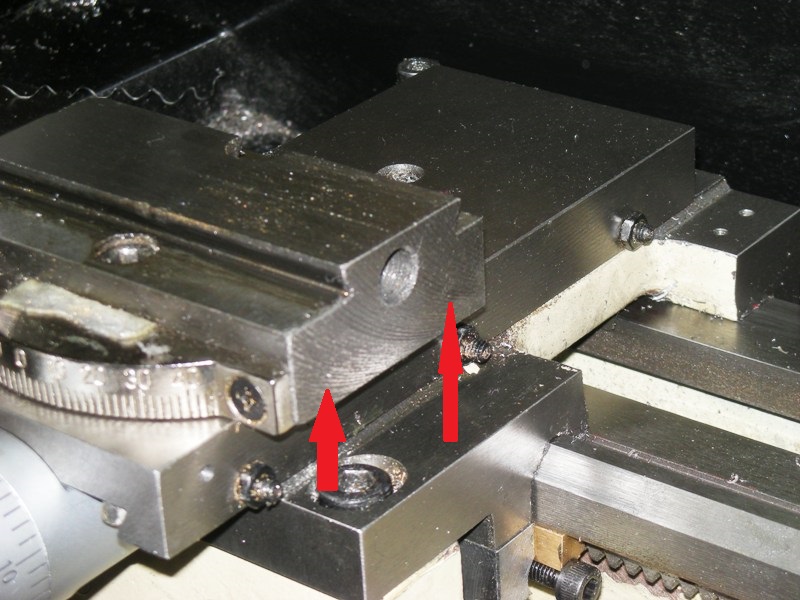
リテーナー作成に必要な8mmのTスロットナットを仕上げました。

こんなには要らないのですが,あれば,不自由しないので。
10mmに比べると,かわいらしいです。
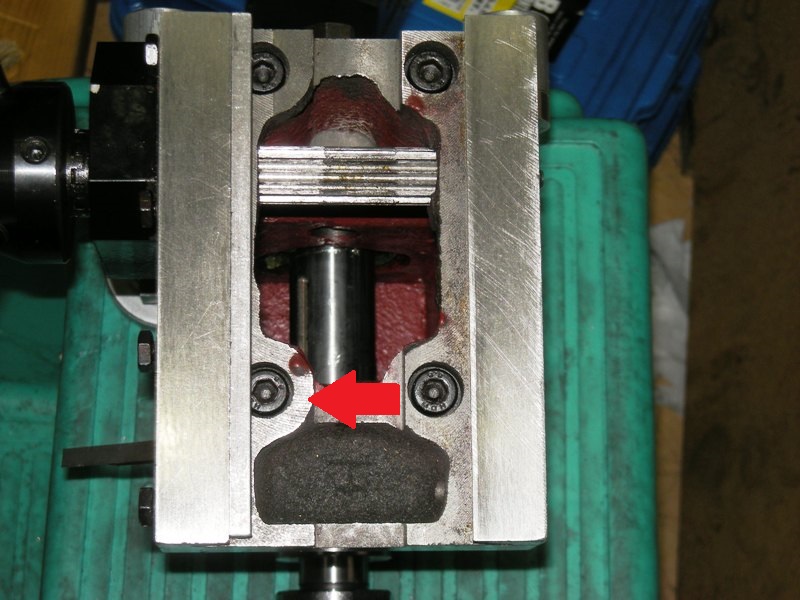
例によって,4つ爪チャックにリテーナーを咥えて,12mmの穴を
開けます。本当は,リーマを通したかったのですが,よく考えない
で,チャックに咥えたので,リーマを奥まで通すスペースがなく,
12mmのドリルで,開けました。
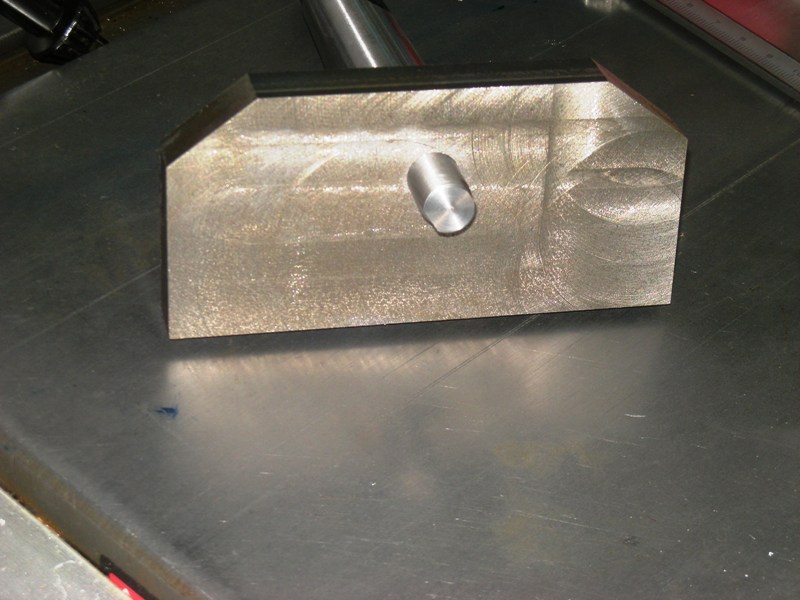
芯だしをしてから,5mm,8mm,10mm,12mmと段階的
に穴を大きくしていきます。こんなに細かくしなくてもいいのか
もしれませんが,非力な旋盤なので,何度も,ストップです。

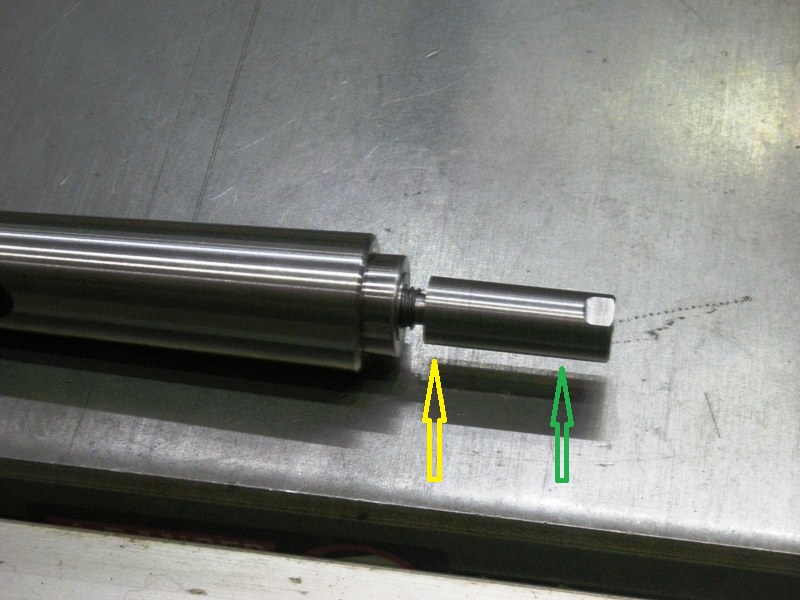
位置決めに使うヤトイを穴にいれて見ました。

ゆるゆるではありませんが,「ぬるっ」と入るのを期待してましたが,
すんなりと入りました。
どのくらいの精度に仕上げると,「ぬるっ」と入るのか,これも,
修行ですね。
リングゲージでも手に入れて,練習しようかな
と思います。