前掲写真のテパには、結線の詳細がありました。
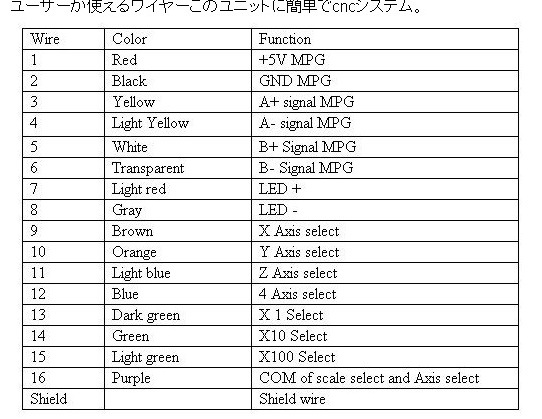
16本の線があり、これを結線する必要があるようです。
通常のCNCのコントローラーは、予備の入出力の端子が、
4個程度しかありませんので、別のポートか専用のポートに
接続する必要がありそうです。
大きな手がかりが諸兄のHPにありました。
やはり、SmoothStepper等のボードを使う必要があるようで
す。
先ほどのHPで、
『次に設定
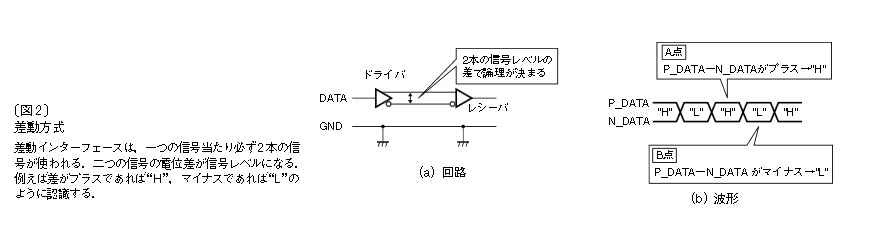
まず、A相 B相が主力される信号をポート3に入れます。
SSではポート3がエンコーダーの信号を入れられます。
MACHのEncoder/MPG’sの設定でMPG#1に割り付けます。』
とありました。先ほどの結線表の、3番と5番がA相B相ですから、
これを、ポート3の該当の端子に入れればいいのかなと思い
ます。
通常のパラレルポートで、PCに接続するには、パラレルポートを
増設する必要があるんでしょうか。USB接続なら、大丈夫のよう
な気もしますが。