スクロールチャックの爪を外してみて,しげしげと眺めると,
なんと一つだけワークと接触する部分の一番奥の所に,
幅0.2~0.3mm程度のバリがありました。
ヤスリ削ってとりあえず取りましたが,なんとも気持ち
悪いので,かねてからやろうと思っていた爪の研磨を
することにしました。
必要なエアリュータ-等はこのために以前に買っておいたの
があり,刃物台への固定用のアダプターも作っておいたの
で,さっそくやることにしました。
これも,YUSAさんHPの「芯だしバーを作ろう」に記載が
あったチャックの研磨を見てやりました。
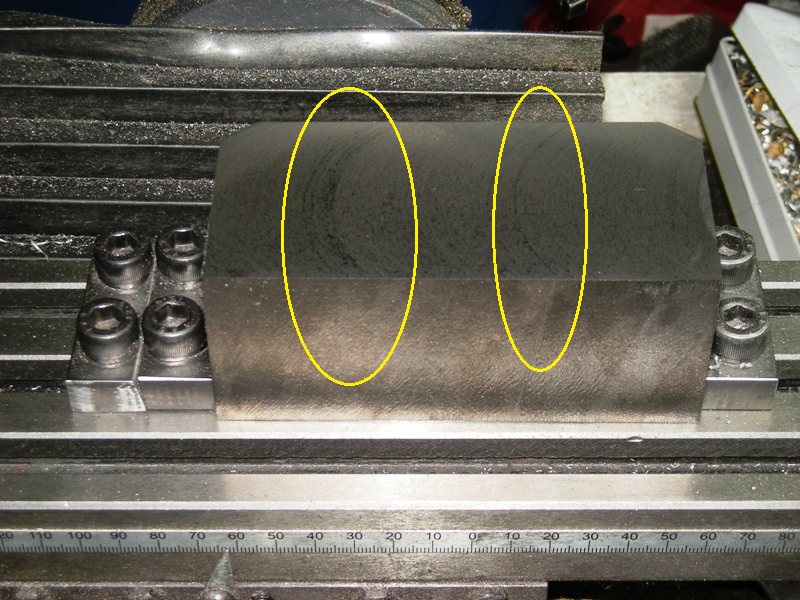
まず,爪の奥になる部分をグラインダーでけずりました。

黄色の○の部分です。焼きが甘いのか,あっという間削れ
ました。この部分で,ボックスレンチのコマを咥えます。
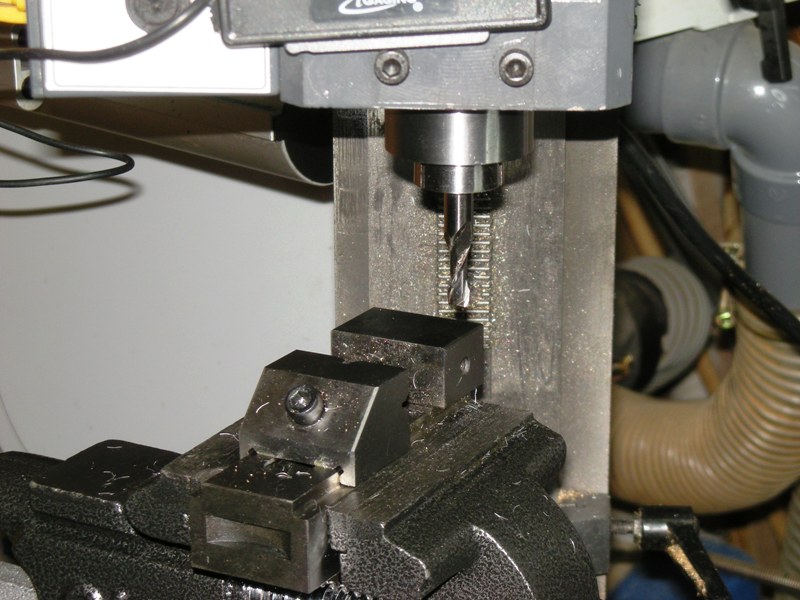
旋盤は,500rpmぐらいの低速で回し,リュータ-は,
結構高速で回します。
新聞紙で養生して,何度もリュータ-を出し入れします。
火花が出っぱなしです。

研磨後,咥えたコマと同じ程度のものを咥えてダイヤルゲージ
で測定すると,1/100程度のブレにおさまりました。咥えなおして
も私の旋盤の主軸の精度の5/100程度におさまりました。
10cm程度ワークを咥えた時の先端のブレを少なくしたかったの
ですが,これは,大きな変化はありませんでした。
主軸の精度が上がらないと,チャックの精度もあがりませんね。
それにしても,「寿貿易さんの整備してからの出荷」に惚れ込
んで購入しましたが,チャックの爪のバリには,がっかりでした。
主軸のブレの原因は,主軸の精度・ヘッドの精度,どちらでしょうか。
ベアリングは日本のものを使っているので考えにくいのですが,
できれば,精度を上げたいものです。