
部品の調達が軍資金の関係で,遅れています。その間,ある物で
製作できる部品を作っています。昨夜から,sable2015で,自作CNC
用のモーターマウントのプレートを作っています。
花子→JWCAD→NCVCという手順で,コードを作成して,必要に応じて,
ノートパッドで編集し,MACHに読ませて,sable2015を動かしています。
もうちょっと加工範囲が広いといろいろできるのですが。
NCコードをいじっていて,また一つ勉強しました。
円の切削コードを作成すると,
Z-3.J7.5
Z-3.1
G03J7.5
のような2種類のコードが作成されます。はじめこの意味
が分かりませんでしたが,試しの切削していてその意味
が分かりました。Z-3.J7.5のコードは,
直径7.5mmの円始点から3mmの深さになるまで
1周かけてスパらるに掘るという意味のようです。こ
れだけだと円が斜めにほられてしまいます。
そこで,
Z-3.1
G03J7.5
のコードのように,3.1mmの深さで,直径7.5mmの円を掘る
という命令が必要になるようです。
---自作CNC 3---
モーターマウントの試し切削を行いました。
結構うまくいきました。今回は,全部きりはなさないで,4カ所
外側とつないだままにしました。
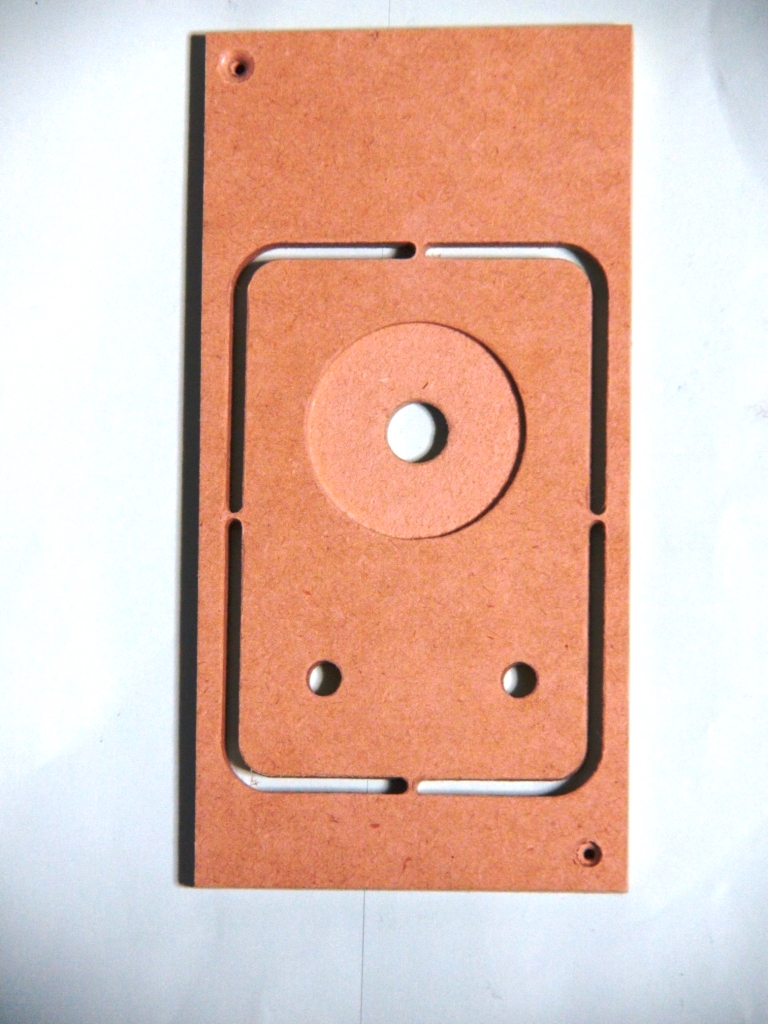
後処理がひつようですが,この方が,固定がうまくいくようです。
それから,手持ちのエンドミルは,厚さ10mmの切削が
限界で,もうちょっと刃先の長いエンドミルが必要です。
刃先径が4mmのエンドミルでは目的のものがありま
せんせ。刃先が6mm径のものを使うようかな。あまり径が大きいと
多分,sable2015では,力不足でしょうね。
できるなら,モーター固定用の穴も開けたかったのですが,
モーターの固定用の穴が5.5mm程度なので,4mmの
キャップボルトを使わなければならないので,M4のタップ
切る関係上,4mmのエンドミルは使えません。後で,
けがいて,手動であけるようです。エンドミルの交換が簡単
にできると最高なんですがね。